三通道數碼紡混色紗色譜體系構建及其彩色紗性能分析
2019-10-10 07:52:54張婷婷徐志武陳連光
紡織學報 2019年9期
張婷婷, 薛 元, 徐志武, 于 健, 陳連光
(1. 生態紡織教育部重點實驗室(江南大學), 江蘇 無錫 214122; 2. 巢湖雅戈爾色紡科技有限公司, 安徽 合肥 253000)
色紡紗技術是將若干種有色纖維按照特定比例混合紡制成具有時尚色彩的紡紗技術,運用色紡紗制成的面料和成品不需要再進行染色,被認為是一種綠色生態短流程技術[1]。但由于不能自如地在紡紗階段進行色彩的調控,色紡紗的實際生產運用受到了很大的局限性。
近幾年,天然彩色纖維、染色彩色纖維、原液著色彩色纖維、智能變色彩色纖維等彩色纖維的大量出現,使得如何實現彩色紡紗成為色紡紗行業面臨的一個挑戰。所謂彩色紡紗就是運用各種彩色纖維紡制五彩斑斕的彩色紗線,且在紡紗過程中可在線即時調控紗線的色相、飽和度和明度。
多通道數碼環錠細紗機通過對3個異色粗紗異步牽伸、梯度配色、匯合加捻,實現在線調控混色紗線中色纖維的混紡比,為實現彩色紡紗提供了技術手段[2-3]。將這種新型的混色數碼紗線用于織造,可在織物表面形成豐富的顏色及紋影變化[4]。本文在三通道數碼環錠細紗機上重點研究以青色(C)、品紅(M)、黃色(Y)、黑色(K)、白色(W)五基色粗紗的色彩組合及比例梯度變化,構建色相、飽和度及明度梯度分布的色紡紗色譜空間,為設計彩色紗線的色彩搭配及組合比例奠定基礎。
1 三通道數碼紡數控混色原理
三通道數碼環錠紡紗系統通過編程控制多個伺服電動機獨立驅動喂入羅拉,傳統的粗紗通道被3只同軸異速的組合式后羅拉所取代。紡紗時由程序控制后羅拉伺服驅動電機的轉速,使后羅拉的3個粗紗通道分別喂入不同量的有色纖維須條,實現纖維組分比例和紗線線密度可在線控制[5]。
1.1 三通道數碼紡紗機數控紡紗機制
三通道數碼環錠紡紗機在紡紗時可通過伺服控制系統調控各粗紗分別按照單通道單基色喂入、雙通道雙基色組合喂入和三通道三基色混合喂入這3種模式進行喂入,經耦合牽伸后再加捻形成線密度為ρ的細紗。本文以3個通道喂入3根粗紗的紡紗模式為例進行紡紗機制推論。
(1)
在紡紗過程中,一般粗紗線密度是恒定的,因此最終紡制的細紗線密度可通過改變各通道牽伸比進行數字化調控;各通道牽伸比可通過伺服驅動調控系統對各羅拉實現在線單獨控制。
1.2 三通道數碼紡紗機數控混色機制
在3個牽伸通道內分別喂入不同色彩的粗紗ρ1、ρ2、ρ3,各通道牽伸比為E1、E2、E3,細紗線密度為ρ、混色比為K1、K2、K3,則可得到
(2)
此式說明,將3根異色的粗紗喂入三通道數碼環錠紡紗機進行混色紡紗時,各通道的牽伸比與該通道色纖維在紗線中的混紡比成反比,因此,可以根據紗線內彩色纖維的混紡比確定各通道的牽伸比,也可由牽伸比調控紗線內彩色纖維的混紡比。將計算的牽伸比輸入伺服控制系統,按照特定混紡比進行三通道數碼紡紗,即可紡出混紡比任意的混色紗。
2 五基色混色模式及色譜體系構建
粗紗的顏色種類越少,對生產效率的提高越明顯。本文通過對自然界顏色的分析,利用青、品紅、黃、黑、白這5種粗紗按不同比例混合模擬大自然中的顏色。在三通道數碼紡系統中,不同顏色的粗紗按設計的牽伸比混紡成紗,完成顏色的混合。這是只需3種顏色粗紗即可配出多種顏色細紗的全新紡紗系統。
目前三通道數碼紡紗系統最多可喂入3根粗紗,因此,可在五基色粗紗中任選3種或3種以下進行顏色混合。本文將混合梯度變化設定為10%,通過排列組合將所有的混合比例進行總結與分類。
2.1 五基色混色模式
2.1.1 單通道單基色模式
單通道單基色紡紗模式,即只在一個通道內喂入一種有色粗紗進行數控紡紗,單通道單基色共有5種紡紗模式,如表1所示。五基色細紗的顏色根據CMYK模式進行表達,具體顏色屬性如表2所示。例如模式S2表示在喂入通道1中只輸入品紅顏色的粗紗,根據顏色屬性表2可知細紗顏色的CMYKW值可表示為(0 100 0 0 0)。

表1 單通道紡紗模式Tab.1 Single channel spinning pattern
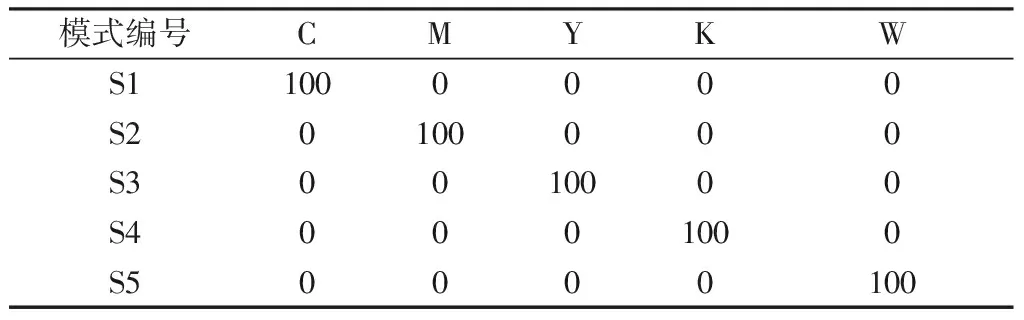
表2 單基色顏色屬性Tab.2 Single primary color attribute
2.1.2 雙通道雙基色混色模式
雙通道雙基色紡紗模式,即在數碼紡細紗機上選取2個通道分別喂入不同顏色的粗紗進行紡紗。五基色雙通道紡紗模式共有10種,如表3所示。
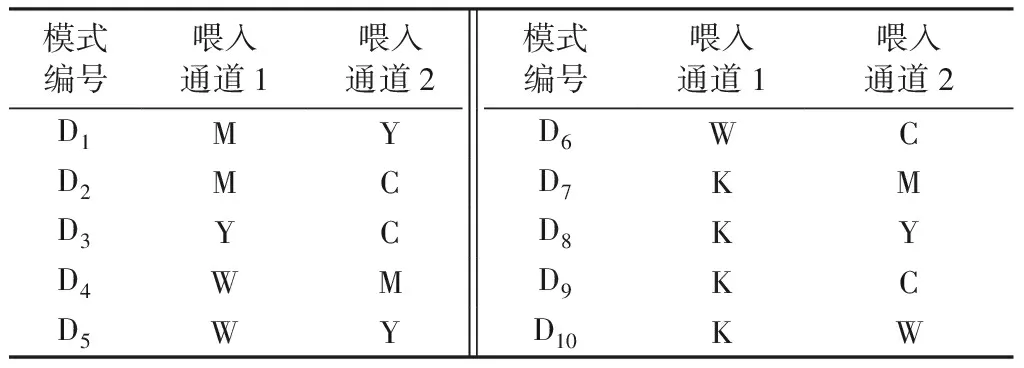
表3 雙通道雙基色紡紗模式Tab.3 Dual channel dual primary spinning pattern
從五基色中任選兩色粗紗A、B進行混紡,模型中混色色塊用ai(i=1,2,…,9)表示,左右兩邊標有A、B的色塊表示混色所用的2種粗紗的基礎純色,從左往右A、B兩色纖維以10%為配比梯度進行變化混合。ai表示該色塊的混色比為
CA∶CB=(100-i×10)∶(i×10)
(3)
式中:CA、CB分別為2種基色在混色中的占比。
雙基色分別為2種基色如表4所示。

表4 雙基色混紡比模型Tab.4 Double primary color blending ratio model
2.1.3 三通道三基色混色模式
三通道三基色紡紗模式,即在3個通道內分別喂入不同顏色的粗紗進行紡紗。五基色三通道混色模式共有12種,如表5所示,其中通道1、2喂入2種基礎色粗紗,通道3喂入的是調節色粗紗。
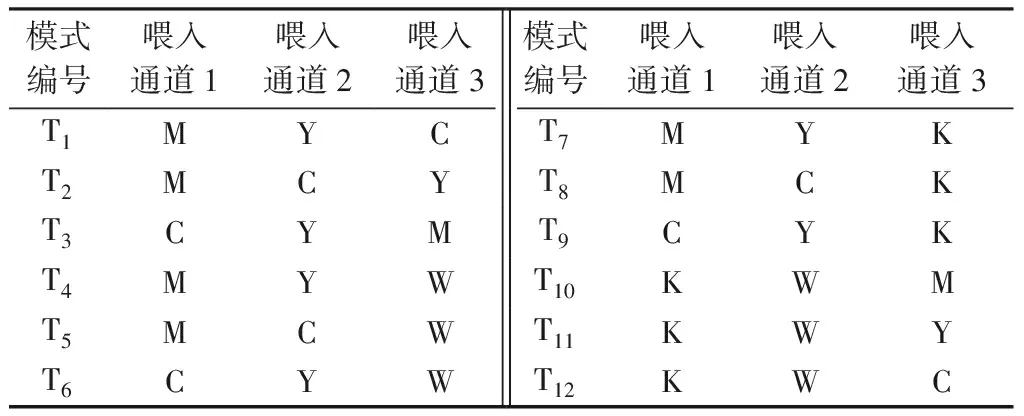
表5 三通道三基色紡紗模式Tab.5 Three-channel three-primary spinning pattern
從五基色中任選兩色粗紗A、B,作為基礎色,以10%為梯度進行兩色混合,再任選一種顏色粗紗Z作為調節色,在兩基礎色按梯度配比的前提下,再以10%的梯度進行色彩疊加。
混色色塊用bij(i,j=1,2……9)表示,其中i表示行,j表示列。設計色塊的混色比表達式為:i表示調節色Z纖維在混色紗中的占比,即(i×10);j表示基礎色B纖維在混色紗中的占比,即(j×10);則基礎色A纖維在混色紗中的占比表示為(100-j×10),因此,該色塊混色比bij的表達式為
CZ∶CA∶CB=(i×10)∶(100-j×10)∶(j×10)
(4)
式中:CZ、CA、CB為任意選擇的三基色在混色中的占比。
CMYK模型中任意選擇的三基礎色纖維A、B、Z和目標混紡色紗bij的顏色屬性可表示為A(CaMaYaKa),B(CbMbYbKb),Z(CzMzYzKz),bij(CqMqYqKq)。根據混色原理以及混色比可以得到如下關系式
(5)
其中:
(6)
(7)
(8)
(9)
由三基色組合的混紡比模型如圖1所示。
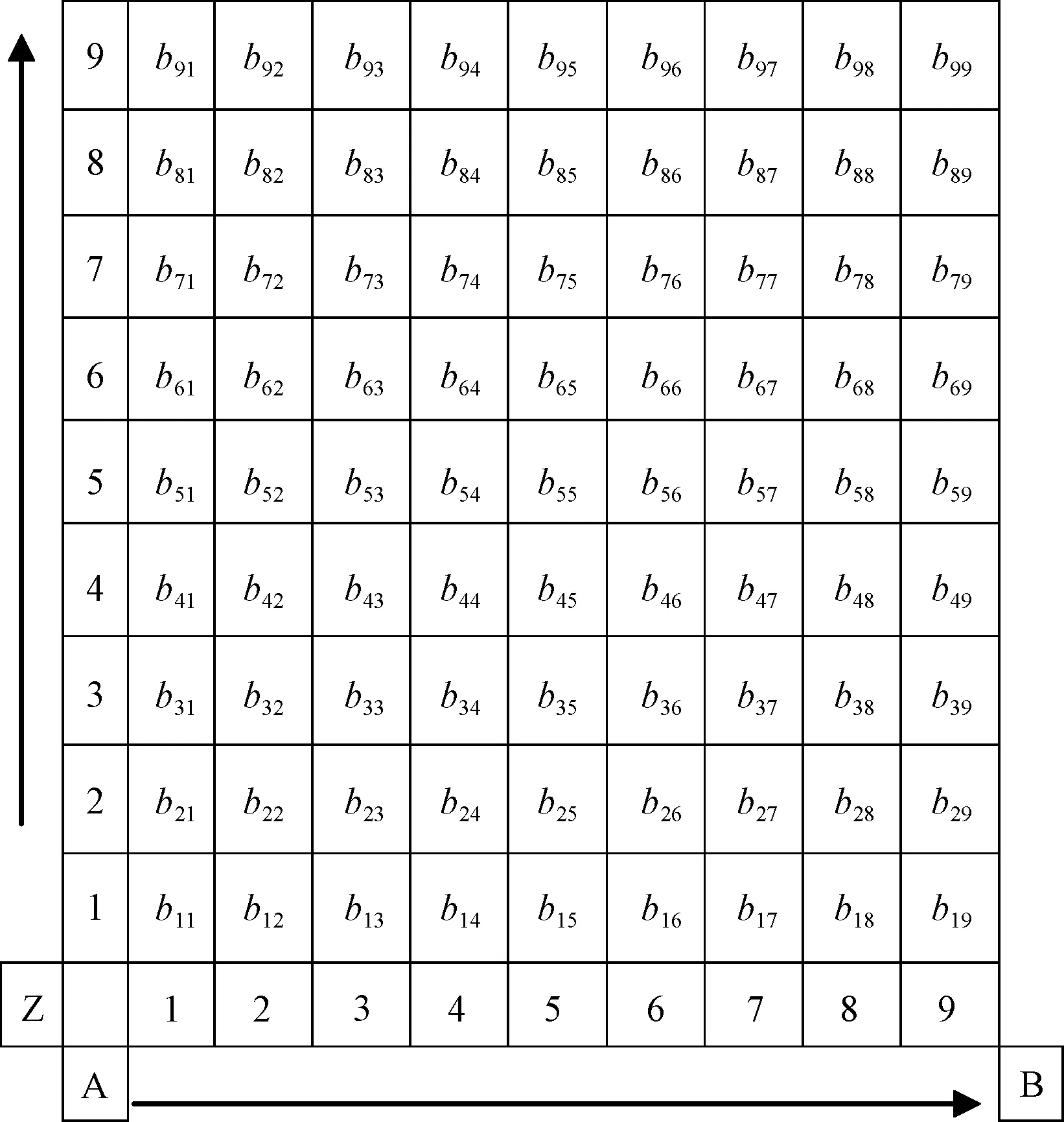
圖1 三基色混紡比模型Fig.1 Three primary color blending ratio model
2.2 五基色色譜體系構建
利用Photoshop軟件,在其調色板中分別對品紅色(M)、黃色(Y)、青色(C)、黑色(K)、白色(W)進行數字化組分配比。根據數碼紡紗系統的特性,分為單基色、雙基色、三基色3種情況進行數字化控制,完成數碼紡紗系統的成紗顏色模擬。
2.2.1 單基色色譜
在三通道數碼環錠紡紗機進行單基色紡紗時,細紗顏色與粗紗顏色基本保持一致,細紗顏色只因線密度不同而略有差異。色彩模擬效果如圖2所示。

圖2 單基色模擬圖Fig.2 Single primary color simulation
2.2.2 雙基色混色色譜
三通道數碼環錠紡紗機進行雙基色紡紗時,通過三原色混合配色,形成一種色彩到另一種色彩的漸變;以及某一原色與黑或白色混合,對原色進行飽和度和明度的調控。
在總量為100%的基礎上任選2種原色作為基色,以10%為梯度完成色相調控。雙基色色相調控模擬效果如圖3所示。
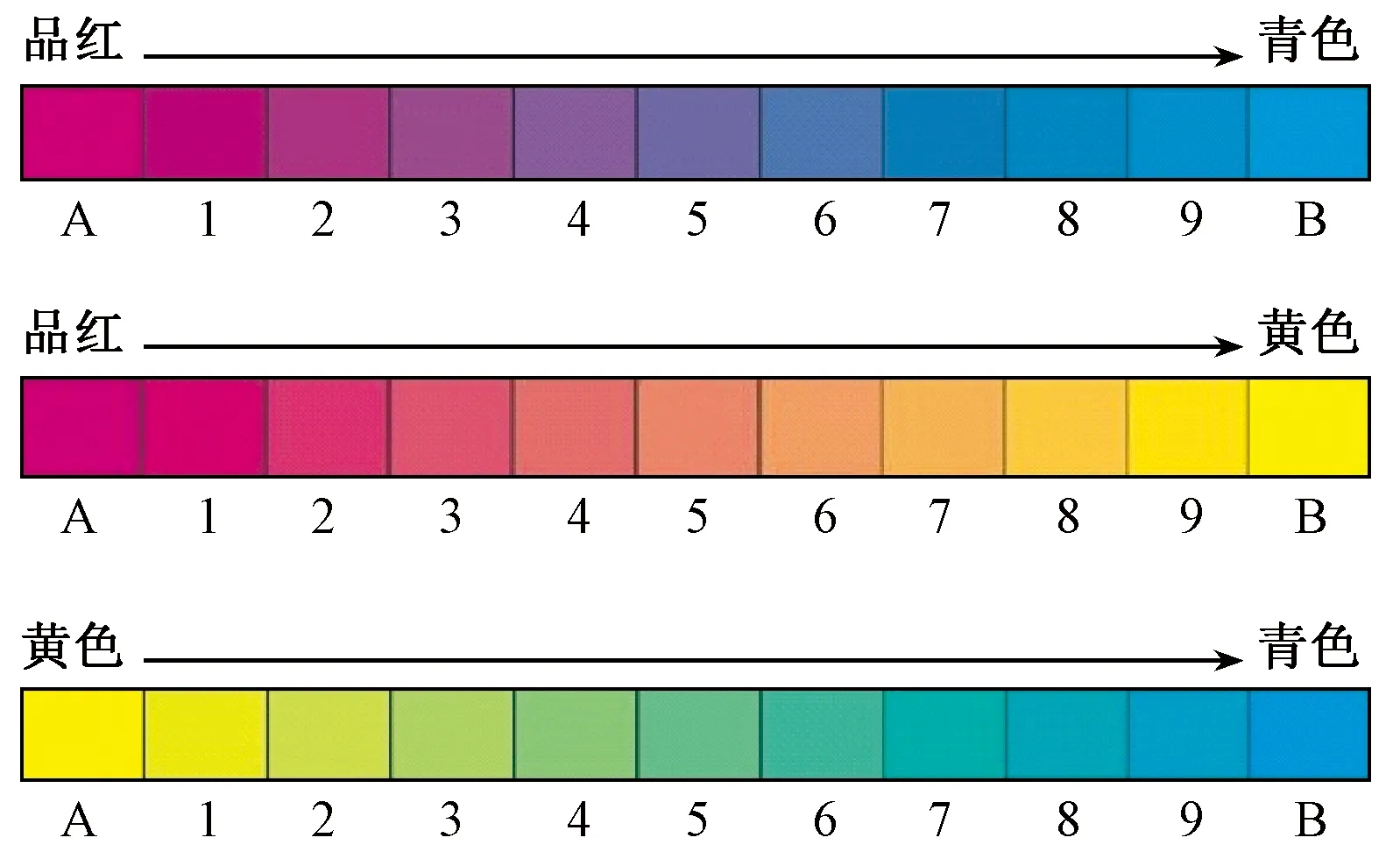
圖3 雙基色色相調控模擬圖Fig.3 Dual primary color hue control simulation
在總量為100%的基礎上任選一種原色與白色作為基色,以10%為配比梯度完成該原色的明度調控。雙基色明度調控模擬效果如圖4所示。
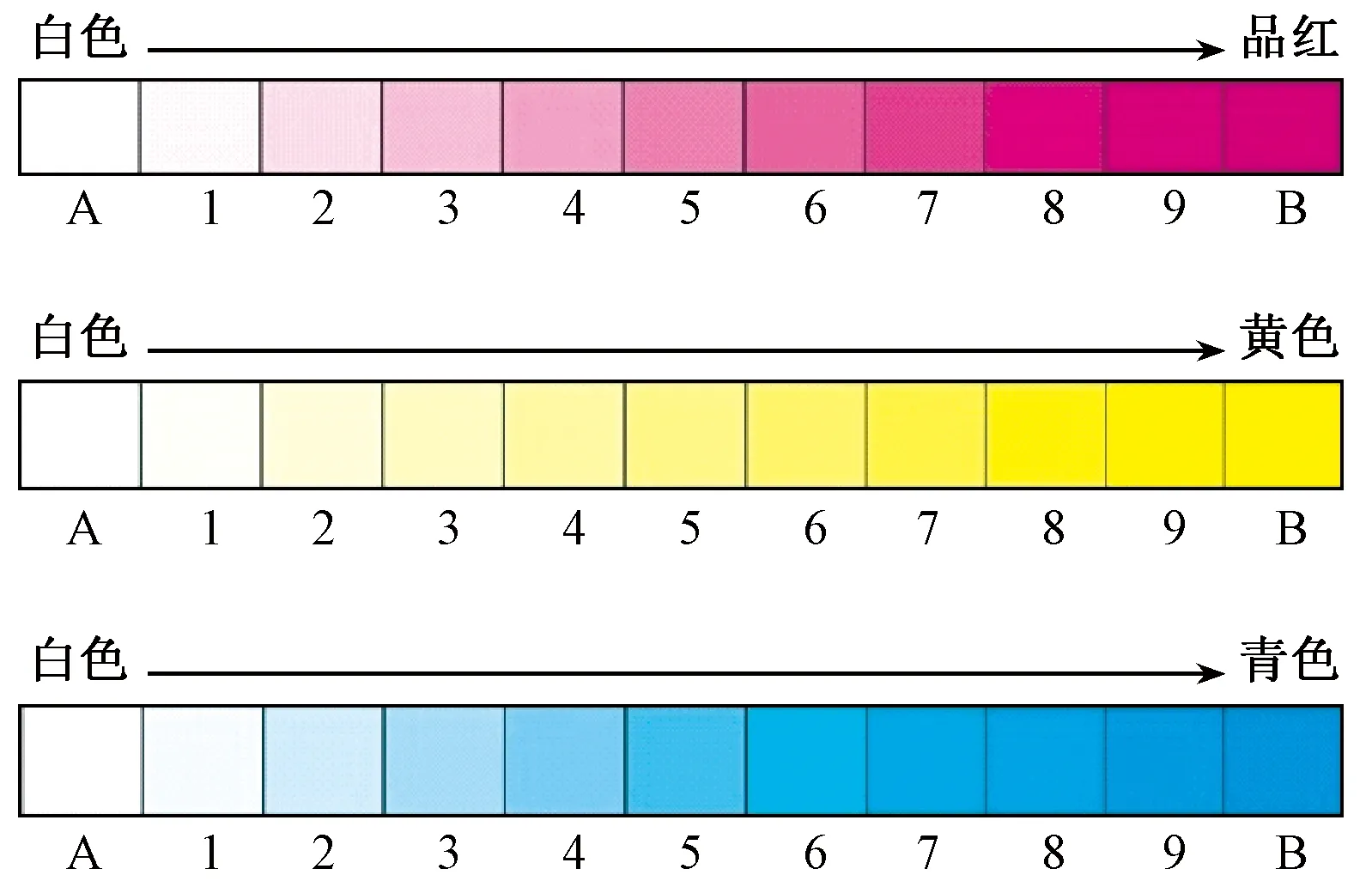
圖4 雙基色明度調控模擬圖Fig.4 Double primary color brightness control simulation
在總量為100%的基礎上任選一種原色與黑色作為基礎色,以10%為配比梯度完成該原色的飽和度調控。雙基色飽和度調控模擬效果如圖5所示。
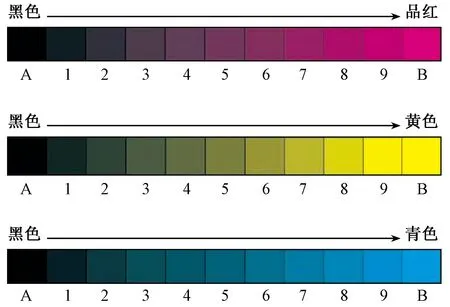
圖5 雙基色飽和度調控模擬圖Fig.5 Double primary color saturation control simulation

圖6 雙基色灰度調控模擬圖Fig.6 Double primary color gray scale control simulation
黑色與白色以10%為梯度進行配色,完成灰度的調控。雙基色灰度調控模擬效果如圖6所示。由2.1.2節中雙基色混紡比模式可知,模擬圖中任一色塊的混色比,例如圖3中由品紅與黃色兩基礎色混合的色塊a4,其表示的混色比為CM∶CY=60∶40。
2.2.3 三基色混色色譜
三基色混色是以三原色混合可以形成所有顏色,且與黑、白2種顏色混合可以進行飽和度、明度調控的性質為基礎的。將三基色混色模型分為4大類,分別為:色相調控模式、明度調控模式、飽和度調控模式以及灰度調控模式。
當3種基色為三原色時即形成色相調控,先擇取2種原色在橫向(行)方向上以10%為遞增梯度進行組合,縱向(列)方向上再以10%為遞增梯度添加第3種原色完成色相調控。色相調控模擬效果如圖7所示。
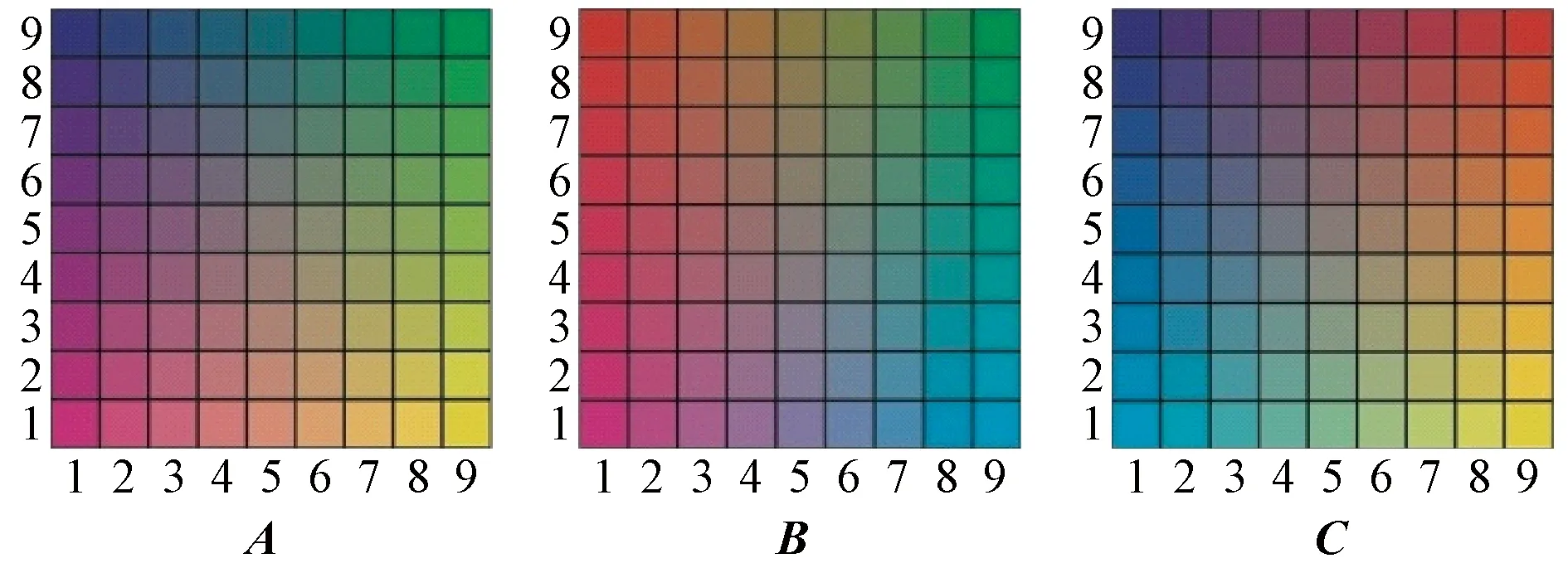
圖7 三基色色相調控模擬圖Fig.7 Trichromatic hue control simulation
例如A矩陣表示選取品紅和黃色兩原色作為基礎色在行方向上以10%為遞增梯度混合,列方向上再以10%為遞增梯度添加青色,完成色相調控。由2.1.3節中三基色混紡比模型知,矩陣A中色塊b34的混紡比可表示為CC∶CM∶CY=30∶60∶40,B、C色塊的混紡比都可以此類推。
當三基色為三原色中的任意2種與白色時,即先取2種原色在橫向(行)方向上以10%為梯度進行組合,縱向(列)方向上再以10%為遞增梯度添加白色完成明度調控。明度調控模擬效果如圖8所示。例如矩陣E表示品紅與青色兩原色梯度組合后再梯度加入白色進行明度調控。由2.1.3節中三基色混紡比模式知,矩陣D中色塊b56的混紡比表示為CW∶CM∶CY=50∶40∶60,E、F色塊都可以此類推。
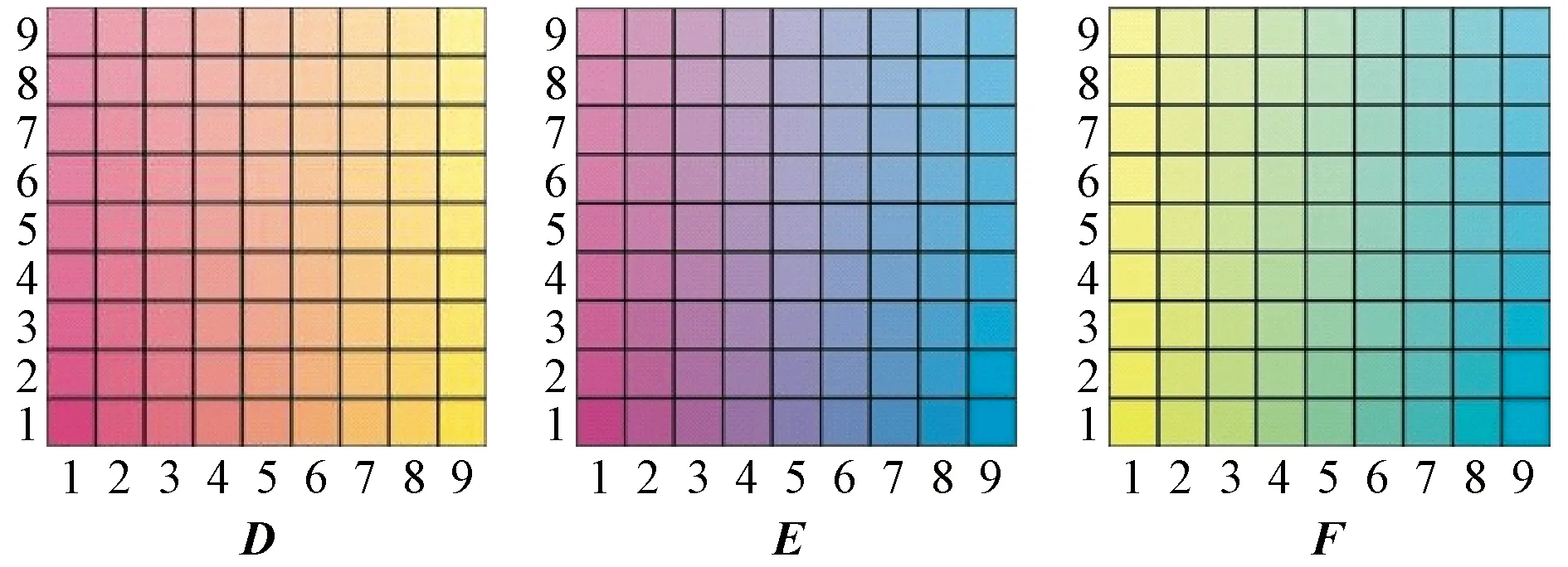
圖8 三基色明度調控模擬圖Fig.8 Trichromatic brightness control simulation
當三基色為三原色中的任意2種與黑色時形成飽和度調控,即先選擇2種原色以10%為梯度組合,再以10%為遞增梯度加上黑色,3種飽和度調控模擬效果如圖9所示。例如矩陣E表示品紅與青色2種原色組合后再梯度加入黑色,進行飽和度調控。由2.1.3節中三基色混紡比模型可知,矩陣H中色塊b27的混紡比可表示為CK∶CM∶CC=20∶30∶70,G、I模型色塊都可以此類推。
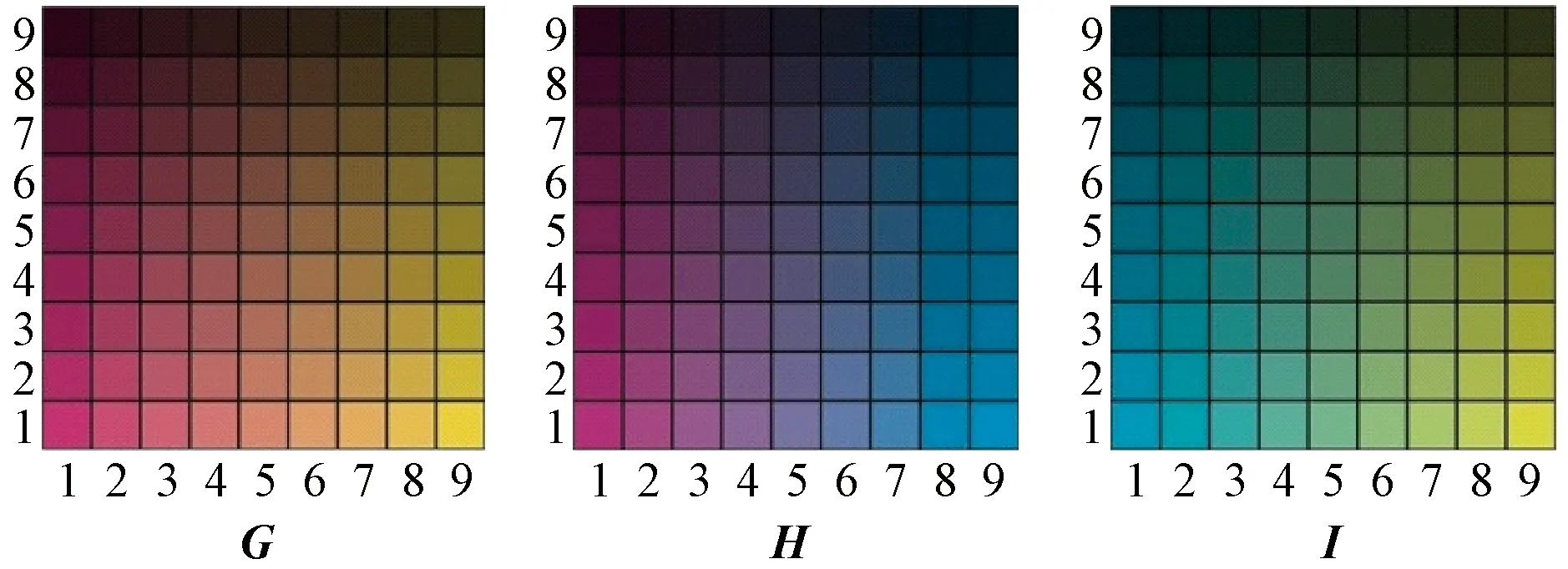
圖9 三基色飽和度調控模擬圖Fig.9 Trichromatic color saturation control simulation
當3種基色為黑色和白色與三原色任意1種時,形成灰度調控,即黑白兩色先以10%為配比梯度組合,再以10%為遞增梯度加上某種原色,3種灰度調控模擬效果如圖10所示。例如矩陣L表示黑、白兩色梯度組合后加入青色,進行灰度調控。由2.1.3節中三基色混紡比模型可知,矩陣L中色塊b93的混紡比可表示為CC∶CW∶CK=90∶70∶30,其余色塊都可以此類推。
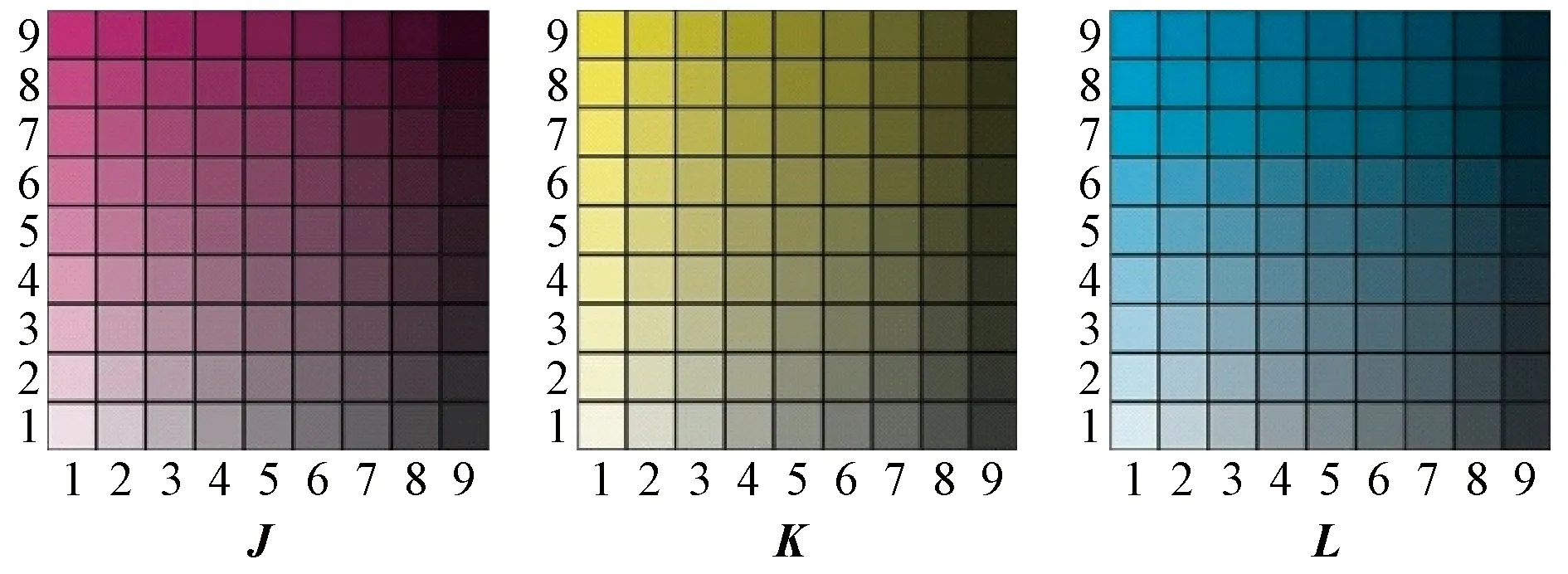
圖10 三基色灰度調控模擬圖Fig.10 Trichromatic gray scale control simulation
根據Photoshop軟件對紗線顏色的模擬,一共得到1 041種顏色,其中單基色5種,雙基色混色90種,三基色混色946種(三基色色相調控模型中有25種顏色重復出現,在計算顏色種類時已將重復顏色剔除)。該套系統選用10%為梯度對5種基色進行排列組合式的混合,將顏色盡可能條理性地細分化。運用這套紗線顏色模擬系統,可以更加直觀地從系統中選擇目標顏色,得到目標顏色準確的CMYK值,不僅提高了色紗打樣的效率,節省生產成本,更是減小了色差,提升成紗顏色的精確性[6]。
3 數碼彩色紡紗工藝及性能研究
3.1 數碼彩色紗的工藝設計
本文實驗基于三通道數碼環錠細紗機,以10%為梯度配比,紡制明度與飽和度逐漸變化的五基色雙通道彩色紗。雙基色混紡比模型如表4所示;混色紗模擬效果如圖4、5所示,其中明度與飽和度變化共有6組,每組有9種混色比,即該部分共需紡制54種不同顏色的細紗。
實驗原料采用規格為4.3 g/(10 m)的紅、黃、青、黑、白五色粗紗;細紗設計為線密度為19.43 tex、捻度系數為320的Z捻向混色紗;紡紗設備為JWF1551型環錠數碼細紗機,錠子轉速為12 000 r/min。設定主牽伸通道后區牽伸比為1.2,則牽伸比計算公式為
(10)
式中:Ei表示任意顏色紗線的總牽伸比,ρc為該色粗紗的定重,P表示該色單紗在混色細紗中所占的百分比,Ttex表示混色細紗線密度。將混色細紗中占比最大的單色紗總牽伸比除以后區牽伸比1.2,即可得到前區牽伸比;將混色細紗中占比較小的單色紗總牽伸比除以前區牽伸比,即可得到輔通道的后區牽伸比。混色細紗各通道牽伸比如表6所示。
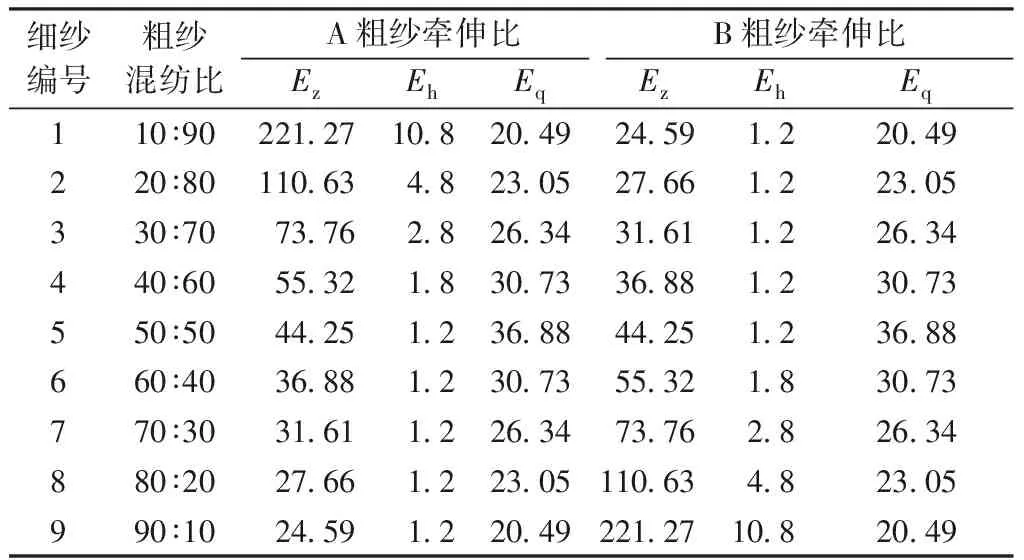
表6 混色紗各通道牽伸比Tab.6 Draft ratio of each channel of mixed color yarn
注:Ez、Eh、Eq分別是粗紗的總牽伸比,后區牽伸比,前區牽伸比。
將紡制的混色紗用16 G宏成HC21 K型緯編圓機織造緯平針織物,線圈長度為0.6 mm,橫向密度為98列/(10 cm),縱向密度為160行/(10 cm)。紡成織物后的紅、黃、青三色明度調控如圖11所示,飽和度調控如圖12所示。
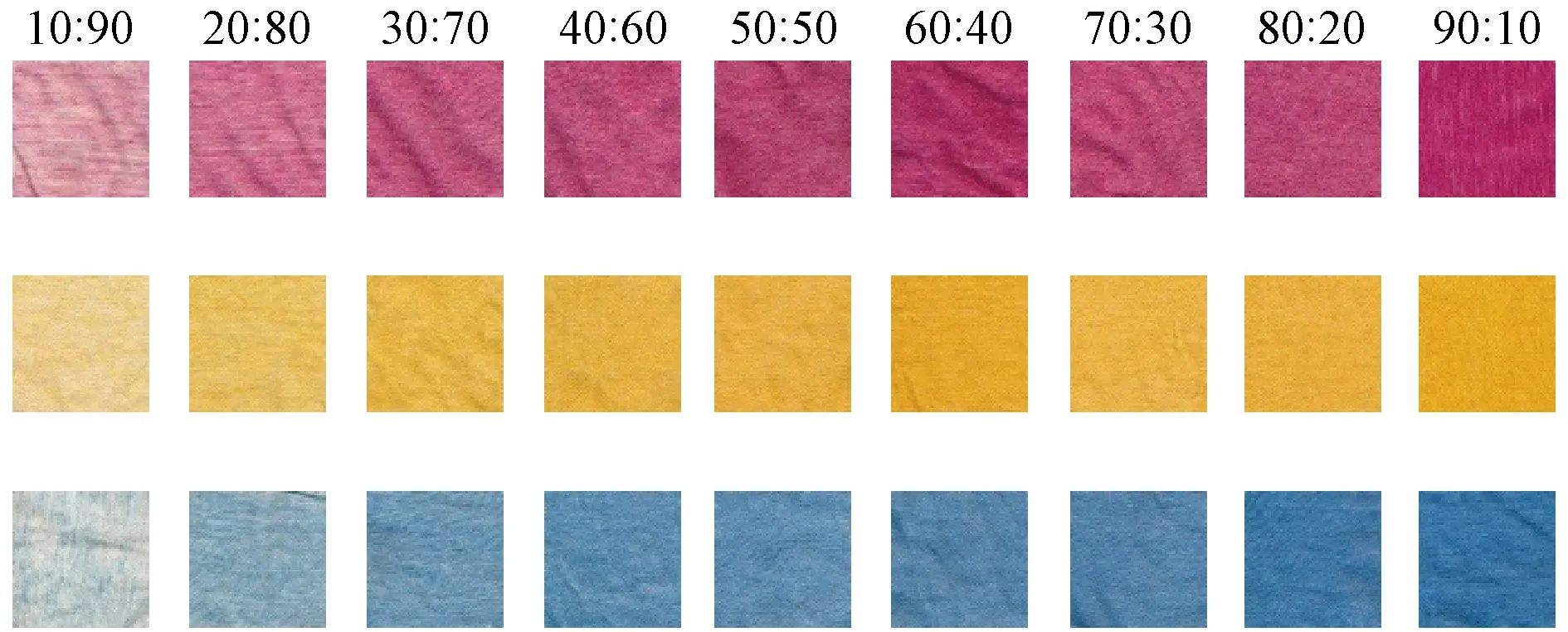
注:第1行為紅/白;第2行為黃/白;第3行為藍/白。圖11 明度調控圖Fig.11 Brightness control fabric

注:第1行為紅/黑;第2行為黃/黑;第3行為藍/黑。圖12 飽和度調控圖Fig.12 Saturation control fabric
對比分析織物圖與圖4、5的色塊模擬圖,可知實物圖與模擬圖的相似度較高,且織物圖之間的梯度變化也較明顯,色彩豐富,紋理獨特,給人新穎的視覺沖擊。
3.2 數碼彩色紗性能分析
彩色紗的外觀有著特殊的效果,但為達到這種效果,犧牲了普通紗線的某些性能優勢。彩色紗主要變化因素為混紡比,因此,本節討論混紡比對紗線條干、紗線強力、紗線毛羽的影響,并根據結果尋找改善方法。
實驗選擇品紅、青2種粗紗,混紡比以10%為梯度變化,共紡制9種紗,每個品種紡4管,每管紡1 200 m,細紗設計為捻系數為340、Z捻向的線密度為19.43 tex混色紗。然后對這些紗線的條干、強力、毛羽進行測試,討論牽伸比與混色紗結構的關系、混紡比對紗線條干、紗線強力、紗線毛羽的影響。
3.2.1 混紡比對紗線條干的影響
本文實驗采用YG133B/PRO-H型條干均勻度測試儀進行單紗的條干均勻度測試,測試和分析彩色紗線長度方向上的不勻程度和細紗疵點數目。每個混紡比的測試速度為200 mm/min,測試時間為1 min,測試10次,取平均值,實驗數據如表7所示。
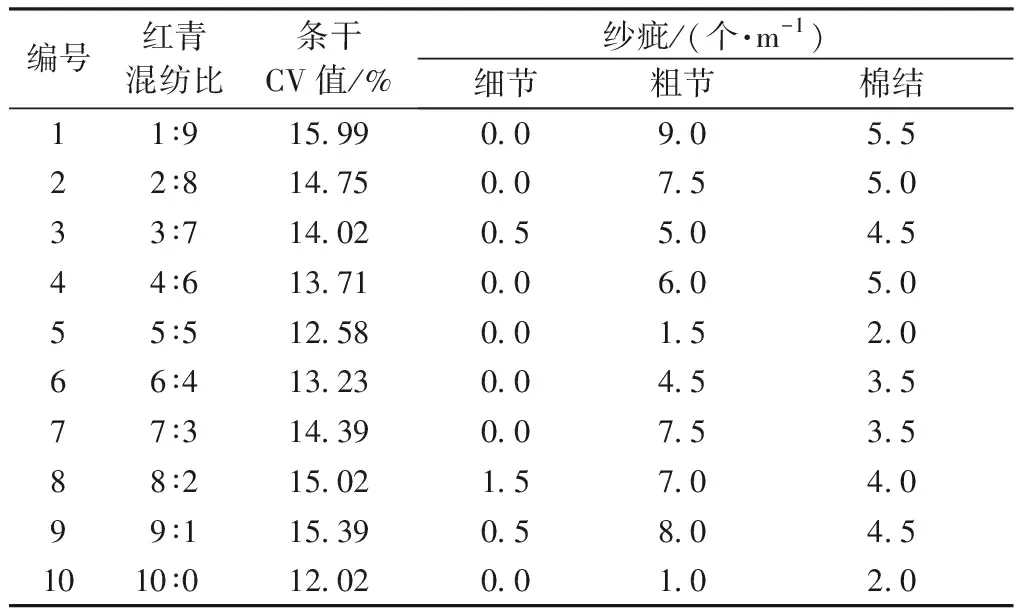
表7 彩色紗條干均勻度Tab.7 Color yarn evenness
紗線的條干均勻度主要表達了紗線外觀的粗細均勻度。由表7可以看出,彩色紗的條干均勻度、粗細節和棉結比純色單紗大很多。實驗發現彩色紗在紡紗過程中隨著混紡比差異的增大,紗線的條干惡化會越嚴重。這是由于混紡比差異較大時,輸入較少的該部分粗紗的牽伸倍數會變大,在三角區加捻的時候羅拉對其的牽制能力小,機械振動會使該部分纖維浮游于彩色紗的外側,導致紗線整體的條干變差[7-8]。
3.2.2 混紡比對紗線強力的影響
本文實驗采用YG068C型全自動單紗強力儀對單紗進行斷裂強力、斷裂伸長率等性能測試,測試時上下夾持間隔為500 mm,每個混紡比測試20次,取其平均值,實驗結果如表8所示。參數設置為:預加張力0.5 cN/tex;拉伸速度500 mm/min。
紗線的強力將直接影響到單紗及成型織物的質量,若紗線的拉伸力學性能太差,不僅會導致高斷頭率、低織造工作效率,也會使得織物的服用性能變差。由表8可以看出,彩色紗在紡紗過程中隨著混紡比差異的增大,伸長率增大且斷裂功與強力均會降低。造成紗線強力降低的成因與3.2.1節中條干均勻度下降的成因基本一致。
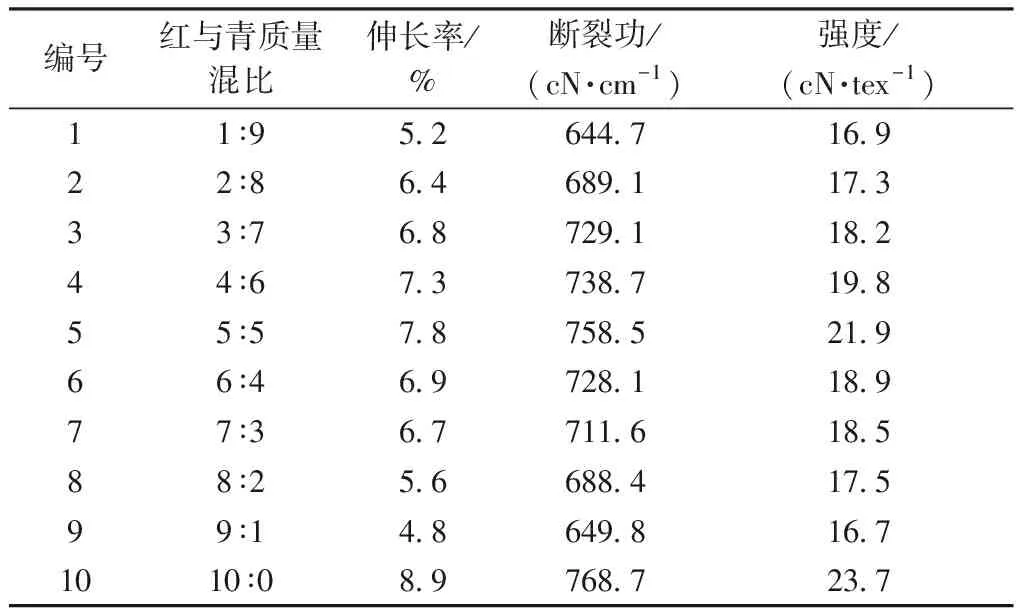
表8 紗線強力Tab.8 Yarn strength
3.2.3 混紡比對紗線毛羽的影響
采用YG172 A型紗線毛羽測試儀進行紗線毛羽測試,測試速度為30 m/min,取10個片段,每個片段長度為100 m。記錄3 mm內毛羽根數(S1+2)、3 mm及以上毛羽根數(S3),結果如表9所示。
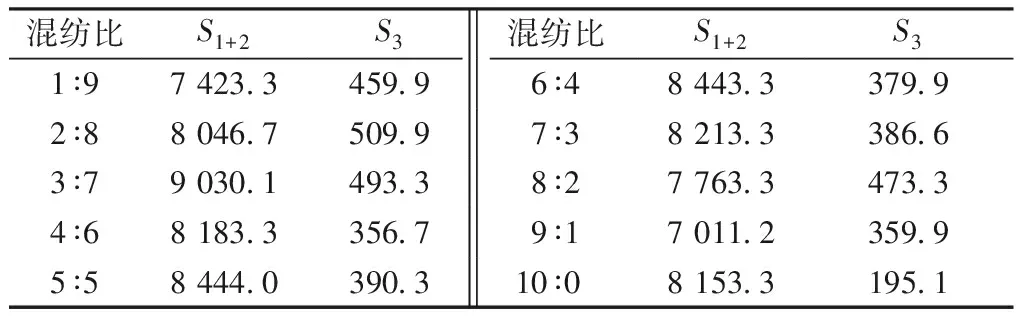
表9 紗線毛羽指數Tab.9 Yarn hairiness
毛羽是紗線的重要品質參數之一,有害毛羽過多會影響后續的織造加工[9-10]。觀察表7的實驗結果可知,彩色紗線3 mm以上的有害毛羽比純色單紗多;彩色紗隨著混紡比差異的增大,3 mm以內的有益毛羽減少,而3 mm以上的有害毛羽增多。
有害毛羽的增多主要是由于在紡制大混紡比差的彩色紗時,其中喂入的小比例粗紗纖維牽伸倍數較大,在后區牽伸中沒有得到良好的握持,導致纖維回縮產生毛羽。另一方面,牽伸時紗條牽伸倍數的差距較大,導致2根纖維須條在前羅拉鉗口匯聚時粗細不同,匯聚三角區的形態亦不同,從而使得前羅拉鉗口處的須條受到的張力差異越來越大,且匯聚點的位置波動較大,最終使紗線成紗過程中有害毛羽產生。
4 結 論
本文研究了三通道環錠數碼紡紗機通過調控多通道牽伸比實現了對成紗混紡比的調控;構建以CMYWK為基礎色的粗紗梯度化配比牽伸,實現了一步法數控混配色的紡紗機制;將CMYKW五基色粗紗按照單通道單基色、雙通道雙基色及三通道三基色等不同混色模式進行組合并梯度化配置其混色比,給出了5種單基色、10種二次色和12種三次色混色模式,并以10%為梯度,運用PS軟件模擬色譜體系,實現了梯度化調控色相、明度及飽和度的功能,為基于CMYKW五基色實現全色譜彩色紡紗奠定了理論基礎;以三通道環錠數碼紡紗機為平臺,CMYKW五基色粗紗為原料,設計并生產了紅、黃、青明度及飽和度梯度變化的54種混色紗。對紗線的的條干、毛羽、強力進行實測發現:隨著混紡比差異的增大,混色紗的條干惡化會越嚴重;斷裂功與強力也均會降低;3 mm以內的有益毛羽會減少,且3 mm以上的有害毛羽會增多。如何提升混色紗的質量也是今后需要重點研究的問題。本文研究為實現數字化彩色紡紗提供了理論基礎,也為一步法紡制彩色紗線實現批量化生產奠定堅實的實踐基礎。
FZXB
