淺談防錯技術在白車身焊裝制造中的應用
2019-10-14 03:35:55張偉
時代汽車 2019年9期
張偉
摘 要:隨著社會經濟的發展,汽車生產企業逐步提高自動化與現代化。白車身的車型不斷增加,不同車型共線生產存在漏裝、混裝等風險。防錯技術是利用防錯裝置減少缺陷的一種工程技術。在白車身裝配過程中應用防錯技術,可以對汽車制造質量起到較高的保障作用。本文探討了防錯技術的概念以及特征,介紹了防錯技術在乘用車白車身制造中的應用案例,并提出白車身制造中防錯技術的管理措施,為防錯技術在白車身制造中的進一步推廣應用提供參考。
關鍵詞:焊接;制造;防錯
1 引言
在批量化快節奏的生產過程中,操作者長時間的重復動作,難免出現注意力不集中,造成錯裝、漏裝、漏加工、錯誤加工等潛在風險,導致零件返工或返修,甚至車身報廢,極大地降低了生產效率,增加了生產周期和生產成本。而防錯技術的應用則是將員工誤操作率降低到最低的一種有效途徑。
2 防錯控制技術概述及整體思路
2.1 防錯技術的概念
所謂防錯技術,是指利用防錯裝置,防止人、材料以及機器產生產品缺陷,從而實現零缺陷的一種質量工程技術。防錯技術起源于日本,由質量管理專家、著名的豐田生產體系創建人新鄉重夫先生,基于其長期從事現場質量改進的豐富經驗,首創了POKA-YOKE的概念。
防錯技術集自動檢測、自動化等先進技術于一體,能夠有效防止人為的差錯,利用簡單的方法提升產品的質量。防錯類別的表現方式有相像、相似、相近三種,相像即零件結構相似,局部型面有變化,即使放在一起,也難以識別,只能通過檢具或三坐標識別;相似即零件結構有不同,差異較小,不放在一起無法識別;相近即零件雖在結構、大小上有不同,但差異較小,有識別特征,但不明顯,不能快速、清晰識別,容易混淆。
2.2 防錯技術的層級
防錯整體思路一般分為三個層級,不同的層級對應著不同的對象。在白車身焊裝制造過程中主要體現在第二層級以下。
第一層級:產品策劃時從零件自身形狀及裝配出發,考慮并解決后續工藝及生產時可能出現的錯誤(產品+規劃思考);
第二層級:工藝策劃時從設備及工藝布置出發,考慮并解決后續生產時可能出現的錯誤(規劃+生產思考);
第三層級:通過生產組織及人員培訓,解決后續生產時可能出現的錯誤(生產+規劃思考);
第四層級:錯誤出現后,通過后續工位裝配時能發現,或通過點檢能發現,且返工量不大,確保損失最小化(生產思考)。
3 焊裝防錯技術的應用及案例
在白車身焊裝制造過程中,防錯的要點主要體現在四個方面:(1)標準件焊接的錯漏裝;(2)小件、對稱件焊接的錯漏裝;(3)裝配件的錯漏裝;(4)焊接質量防錯。下面對各種防錯技術的應用進行具體的闡述。
3.1 標準件焊接的錯漏裝
在焊裝車間里,車身上的標準件焊接工藝主要為兩種:凸焊、螺柱焊。
3.1.1 凸焊標準件防錯技術
標準件凸焊錯漏裝失效模式主要有:a、凸焊標準件規格或型號錯誤;b、凸焊標準件數量錯誤;c、凸焊標準件位置錯誤。
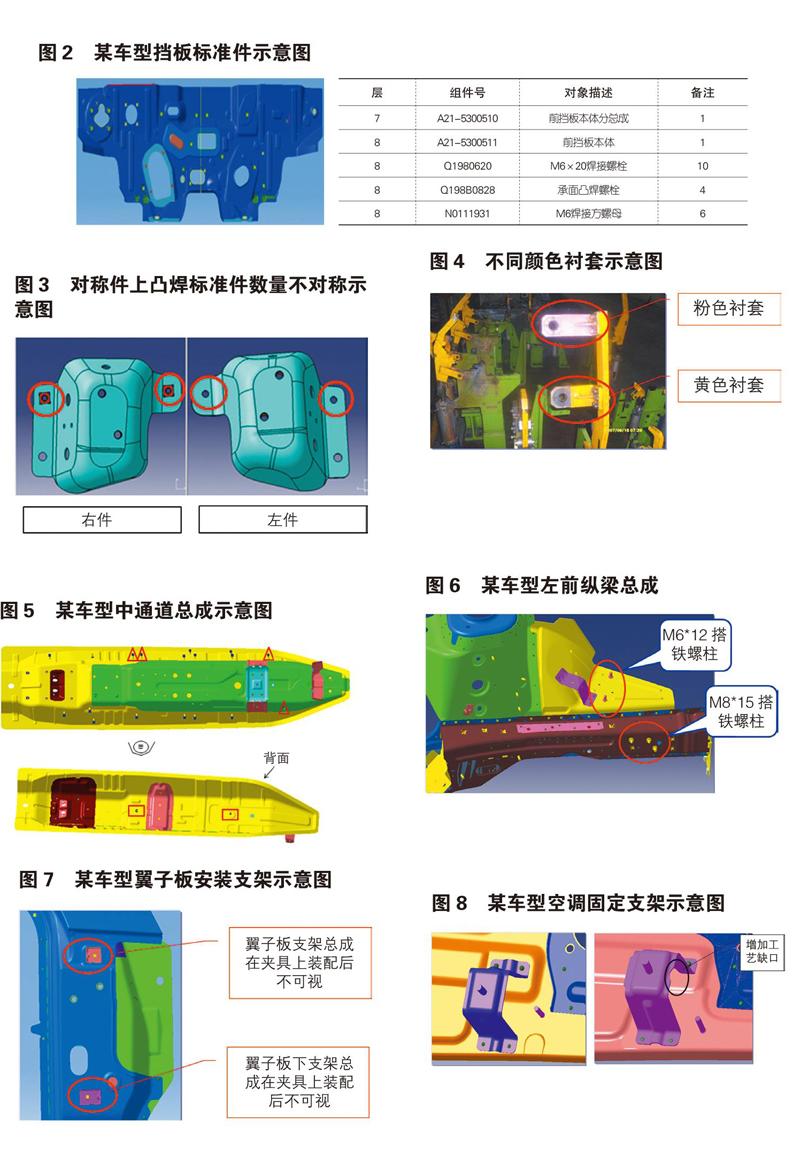
防錯應用案例一:某車型將型號為QR37108的M8凸焊螺母,錯焊成型號為N0111941的M8凸焊螺母;
原因分析:同一種規格不同型號的凸焊螺母(外形有差異),員工誤操作不易辨別。
解決措施:同規格不同型號的凸焊螺母安排在不同的凸焊設備上進行,物流配送上使用顏色差異顯著的料盒分裝兩種同規格不同型號的標準件。
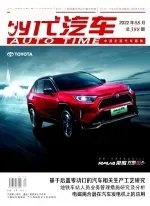
防錯應用案例二:某車型擋板上凸焊兩種型號的螺栓和一種螺母,共計20個標準件,易漏焊。
原因分析:同一板件上凸焊的標準件種類和數量太多,員工易漏件或漏工序。
解決措施:盡量減少同一板件上的標準件種類及數量。
防錯應用案例三:某車型A柱上鉸鏈加強板總成右邊有兩個M8凸焊螺母(凸焊孔徑為9mm),左邊沒有凸焊螺母,但也有兩個9mm孔徑的孔,凸焊時左右件易錯焊。
原因分析:對稱件上凸焊標準件數量不對稱時,非凸焊孔的直徑與凸焊孔的直徑一樣大或相近,員工易焊錯。
解決措施:左右對稱件上的凸焊孔與非凸焊孔設計成孔徑相差1.5-2mm。
3.1.2 螺柱焊防錯技術
標準件螺柱錯漏裝失效模式主要有:a、螺柱規格型號錯誤;b、螺柱數量錯誤;c、螺柱位置錯誤。
防錯應用案例四:某車型前擋板工位螺柱焊的螺柱種類多,易焊錯。
原因分析:螺柱種類多,無相應的焊接位置指示。
解決措施:同一工位的螺柱種類盡量統一(目前主流主機廠已有螺柱標準),在夾具的定位襯套上用顏色標識不同種螺柱的焊接位置。不同配置車型的螺柱差異多用襯套顏色區別,故同一配置車型上不同型號螺柱可在襯套上焊一個對應的螺柱作為螺柱識別的標識。
防錯應用案例五:某車型中通道總成螺柱焊螺柱(QR2020614)數量多達18個,易漏焊。
原因分析:螺柱數量太多,無有效的計數方式。
解決措施:在螺柱焊機每一把焊槍上配計數器,使設備具備計數防錯功能。
防錯應用案例六:某車型左前縱梁總成工位共焊接三種螺柱,分別為M6*14焊接螺柱、M6*12搭鐵螺柱、M8*15搭鐵螺柱,其中2種搭鐵螺柱的焊槍外徑均為30mm,易焊錯。
原因分析:搭鐵螺柱的焊槍外徑均為30mm,同一焊接工位存在兩種搭鐵位置易焊錯。
解決措施:將同一焊接工位的兩種搭鐵統一為一種搭鐵,見圖6。
3.2 小件、對稱件焊接的錯漏裝
在焊裝車間里,車身上焊接小件、對稱件數量較多,也容易出錯,焊接過程中易出現的錯漏裝模式有以下幾種:a、小件的漏裝;b、小件的錯裝;c、相似件的混裝;d、對稱件的錯裝。
防錯應用案例七:某車型側圍外板總成工位,翼子板支架總成和翼子板下支架總成裝配后不可視,易漏裝。
原因分析:翼子板支架總成和翼子板下支架總成零件小,裝配完后不可視,不便檢查是否漏裝。
解決措施:夾具上增加感應開關,檢測是否裝件。(此方案只適合于電控夾具,如果是氣控夾具可以考慮在下道序夾具上增加杠桿閥檢測上道序是否漏件)。
防錯應用案例八:某車型空調左上固定支架總成裝件時易上下裝反。
原因分析:空調左上固定支架總成兩側焊接面存在面差,非對稱件,但由于差異小,裝件時易上下裝反。
解決措施:在螺栓焊接面一側增加工藝缺口,夾具在缺口位置增加防錯銷防錯。
防錯應用案例九:某車型翼子板支架總成和翼子板下支架總成兩件相似,易混裝。
原因分析:翼子板支架總成和翼子板下支架總成兩件僅在與側圍外板貼合面上的長度不同,夾具上無法防錯,易混裝。
解決措施:改為通用件。
防錯應用案例十:某車型涂裝吊具左/右支架,易錯裝。
原因分析:涂裝吊具左/右支架為對稱件,但左右件差異很小,裝配時易左右件錯裝。
解決措施:將左右件改為通用件。
3.3 裝配件的錯漏裝
車身上的裝配件主要是四門兩蓋和前后保等零件,裝配過程中易出現的錯漏裝模式有以下幾種:a、標準件的錯裝; b、力矩錯誤。
防錯應用案例十一:調整線為多車型共線生產,裝配標準件種類多,易錯裝。
原因分析:多車型共線時,裝配標準件種類多,易錯裝。
解決措施:多車型生產時,產品需要盡量統一不同車型間的標準件種類,標準件采用按每輛車分揀配送隨線走的方式送件,可以避免不同車型間的標準件錯裝。
防錯應用案例十二:裝配力矩錯誤。
原因分析:多車型共線時,裝配力矩種類多,易用錯槍導致力矩錯誤。
解決措施:多車型生產時,產品需要盡量統一不同車型間的標準件力矩種類,重要的裝配力矩執行畫檢防錯。
4 結語
白車身焊裝過程中防錯技術的應用是永恒的話題,因為作業環境、制造工藝、生產流程、操作者、設備等不確定因素在時常改變,利用防錯技術實現永久的零件差錯識別是非常困難的,重要的是要持之以恒、與時俱進。防錯技術要不斷適應新的環境、新的工藝、新的要求。總而言之,防錯技術在白車身制造中的有效應用,可以最大限度地避免誤差的發生,從而有效地控制制造成本,提高生產效率。
猜你喜歡
成長·讀寫月刊(2016年11期)2016-12-14 22:41:18
科學與財富(2016年26期)2016-12-01 21:31:10
中國科技博覽(2016年22期)2016-11-01 15:06:27
科技視界(2016年22期)2016-10-18 15:39:28
科技視界(2016年21期)2016-10-17 19:54:05
科學與財富(2016年28期)2016-10-14 22:36:24
企業導報(2016年11期)2016-06-16 15:47:07
企業導報(2016年8期)2016-05-31 18:40:49
瞭望東方周刊(2016年9期)2016-03-24 00:12:46