純鈦(TA2)管焊接技術研究
2019-10-16 00:59:18朱協彬趙日定
安徽工程大學學報 2019年4期
關鍵詞:焊縫
張 林,劉 寧*,朱協彬,趙日定
(1.安徽工程大學 機械與汽車工程學院,安徽 蕪湖 241000;2.蕪湖造船廠有限公司,安徽 蕪湖 241000)
鈦和鈦合金具有高強度、良好的延展性和韌性,并具有足夠的耐腐蝕性和高溫強度。雖然鈦制設備投資大,但設備的可靠性和使用壽命大大提高,經濟效益明顯[1-3]。目前,鈦合金管越來越多地應用于石油、化工、能源等工業,在艦船設備和海水淡化設備中的應用也日益增多[4],使得鈦及鈦合金的焊接技術得到了廣泛的重視。
目前,已有很多方法能實現鈦合金的連接。如攪拌摩擦焊、釬焊、鎢極氬弧焊等[5-7]。在鈦和鈦合金的釬焊中,最常用的釬焊焊料金屬主要是銅基、銀基和鋁基[8],但焊接效果很不理想[9-10]。張秋平[11]等指出,Ti-Cu-Ni和Ti-Zr-Cu-Ni合金系列的釬焊料適用于大多數鈦基合金。釬焊得到的純鈦接頭強度在室溫時為基體金屬的50%至70%,在500 ℃時為基體金屬的40%至50%。Ganjeh[12]等研究了工業純鈦的銀基釬料釬焊,其剪切強度最高僅為164.2 MPa。嚴國洪[13]等研究表明,鎢合金材料可用作鈦合金攪拌摩擦焊(FSW)的工具材料,其缺點是易于粘著并形成焊縫孔。鈦合金FSW接頭的強度可以達到基體金屬強度90%以上,但塑性需要再次提高。而鎢極氬弧焊可以獲得良好的焊接接頭,操作簡單,價格經濟,可以大規模應用。田啟發[14]等探究了純鈦焊接接頭的組織和性能。王宇[15]等探究了保護氣體對TA2氬弧焊質量的影響。實驗以工業純鈦管為研究對象,采用手工鎢極氬弧焊對鈦管進行連接,并考察焊接接頭的機械性能和微觀組織。
1 試驗方法
1.1 試驗材料
試驗材料為純鈦管,規格為?114.3 mm×3.2 mm,長度為2 000 mm,根據GB/T3624-2010標準,材料的化學成分和機械性能分別如表1和表2所示。焊絲采用純鈦焊絲,牌號為TA2,規格為?2.0 mm,執行標準GB/T3623-2007。焊接保護氣體為高純氬氣,純度不小于99.99%。
1.2 焊接過程
(1)焊接前準備。為了確保焊接的質量和效率,需要在焊前從環境、坡口及焊接保護措施等方面進行充分準備。①焊接環境準備。施焊場地要設置在潔凈、干燥的室內,保證常溫、無風環境;試驗時所用的磨片、拋光輪、切割片等應是不銹鋼新品。②坡口準備。下料時采用的切割機應帶有冷卻液,防止局部溫度過高,造成切口氧化;管端坡口內表面50 mm內應用鉸刀清除鈍化膜,外表面50 mm內應用不銹鋼砂輪片清除鈍化膜;用丙酮或無水乙醇清潔坡口端面,以防止焊接過程中油污受熱被熔池吸收;焊縫坡口如圖1所示。③焊接保護措施。鈦管點焊對接后,用白色紙質膠帶將焊接處密封住;由于鈦在焊接過程中與O、H、N發生反應,因此必須對焊接接頭區域的正面和背面采取良好的保護措施。使用的手工鎢極氬弧焊的保護罩如圖2所示;適度分段停焊以保證母材不被過熱氧化。

表1 TA2化學成分

表2 TA2機械性能

圖1 鈦管的坡口形式 圖2 鈦管焊接保護罩
(2)確定焊接工藝參數。焊接工藝參數的選擇對焊件質量至關重要。焊接工藝參數主要包括氬氣流量、焊接電壓、焊接電流、焊接速度和氣體保護時間,具體參數如表3所示。

表3 純鈦管手動TIG焊參數
(3)焊接試驗步驟。①兩根鈦管焊接時,為了保證焊縫質量,焊管子的軸線要在一條線上。②鈦管焊接時,采用5~6道焊縫進行焊接。③先打底焊,完成后再蓋面。
2 試驗結果與分析
2.1焊接電流影響
最優焊接工藝參數如表3所示。焊接電流過大會造成組織晶粒粗大,且會增加焊接變形的可能性;而焊接電流太小,焊絲熔化緩慢,會導致沒有焊透,背面焊縫成型不好。當焊接電流過大時,焊接電流可以選為100 A,電壓13 V,其效果如圖3所示。從圖3中可以看出焊縫處出現了輕微的焊接變形,焊縫處鈦管的顏色有銀白色、金黃色和藍色,熱影響區也有部分鈦管顏色變成藍色。由于鈦的熱導率小,隨著輸入到焊縫的熱量增加,組織晶粒變得粗大;熱輸入增加后必須加快焊接速度,否則會導致焊絲滴落直接穿透鈦管;熱輸入增加導致溫度急劇升高,稍稍保護不到位,就會使鈦管被氧化。當焊接電流過小時,可以選取焊接電流為50 A,電壓為13 V,其效果如圖4所示。從圖4a中可以看出鈦管外表面不存在焊接變形問題;從圖4b中可以看出鈦管內表面部分位置出現未焊透現象,背面焊縫成型較差。

圖3 焊接電流過大時的焊接效果
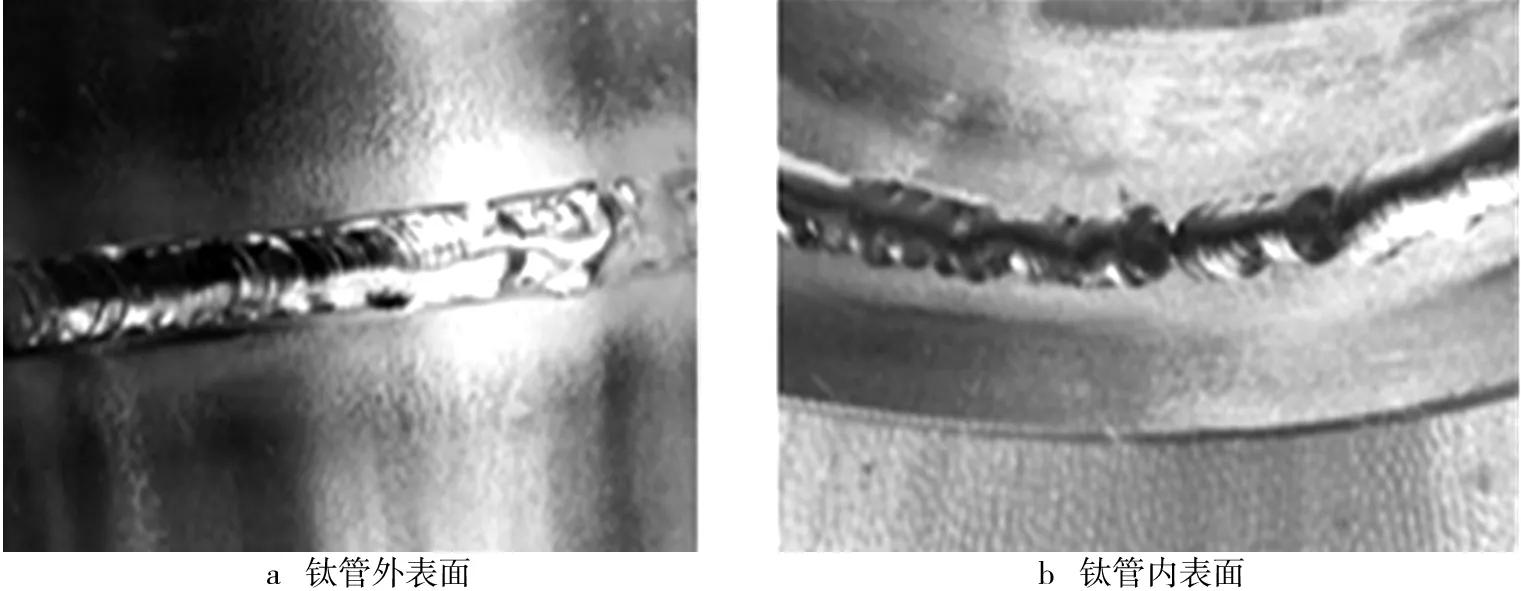
圖4 焊接電流過小時的焊接效果
選擇合適的焊接電流,取50~100 A的中間值,并進行試驗。第一層(打底焊)焊接:焊接電流68~72 A,焊接電壓11~15 V。第二層(蓋面層)焊接:焊接電流83~87 A,焊接電壓11~15 V。按照上述焊接參數進行試驗。焊接效果如圖5所示。在圖5中,氣體保護十分有效,焊縫成形很好。合理控制焊接工藝參數,確保焊接接頭良好成型。
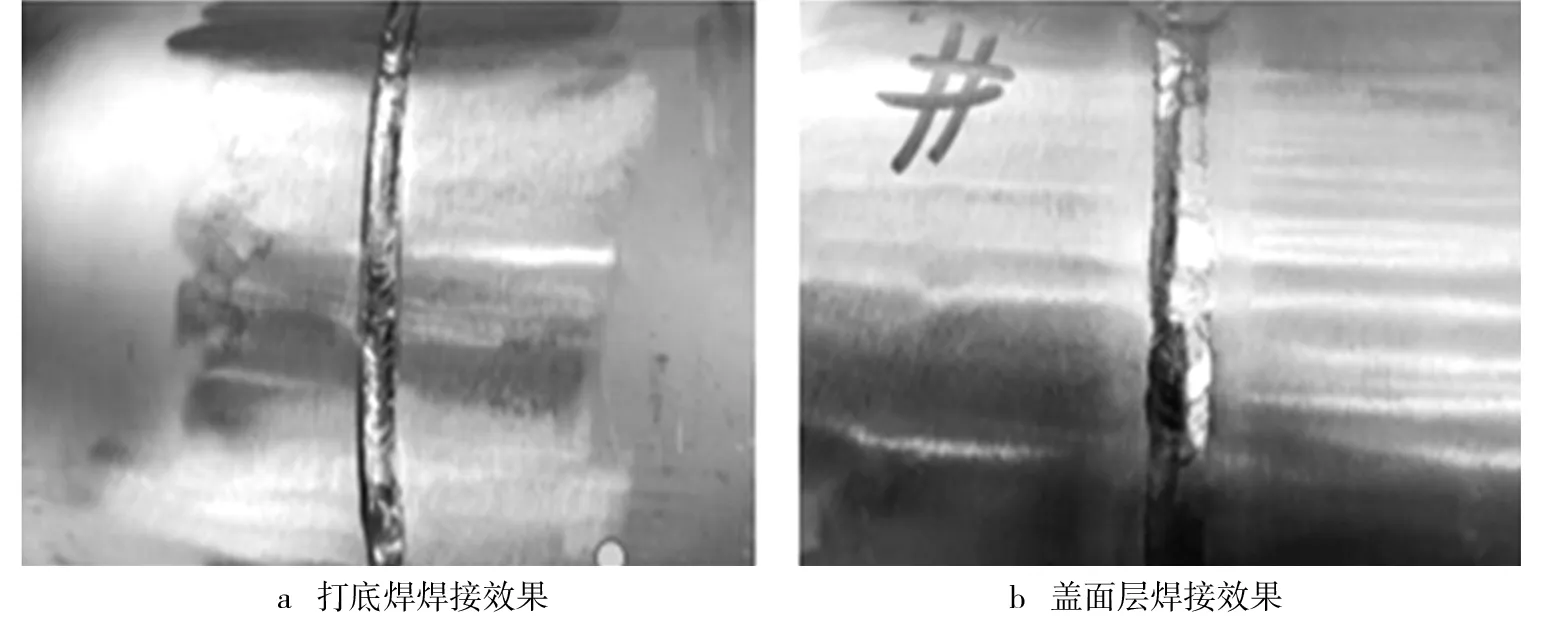
圖5 最優焊接電流時的焊接效果
焊接電流過大時會造成組織晶粒粗大,熱輸入增加后必須加快焊接速度,否則會導致焊絲滴落直接穿透鈦管;焊接電流過小時,焊接熱輸入過小,焊絲熔化慢,容易造成未焊透,背面成型差等問題。
2.2 焊縫外觀檢驗
外觀檢查的主要目的是查看氬氣保護效果、未對準量和變形量。應用表3中的工藝參數得到焊接后鈦管焊縫表面呈銀白色,焊縫成型良好,如圖6所示。
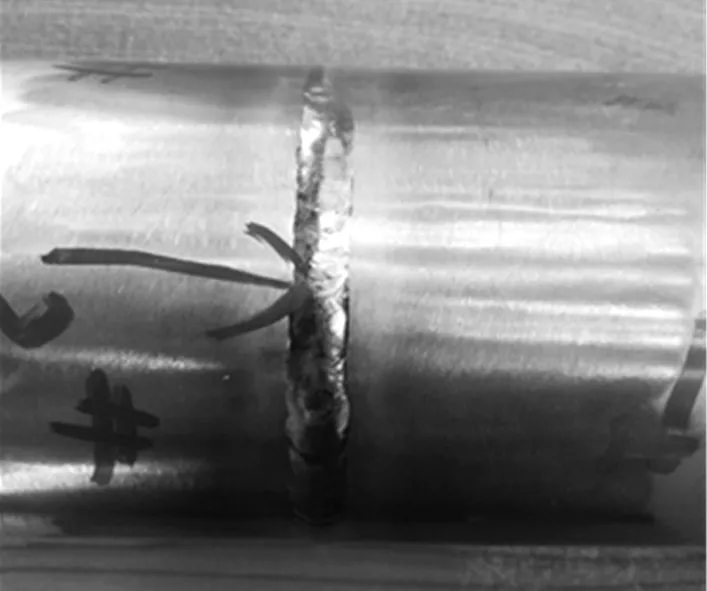
圖6 鈦管焊縫外觀
2.3 焊縫無損檢測
改變焊接電流(管A:焊接電流為83~87 A,管B:焊接電流為50 A),保持其他參數不變進行焊接,得到兩根焊縫管。對焊接的鈦管A和B進行無損檢測,其照片如圖7所示。根據國際標準ISO 5817:2014,圖7a顯示焊縫不存在裂紋、未焊透、夾雜和氣孔,焊縫屬于B級焊縫,符合標準要求。圖7b顯示焊縫內部存在氣孔、夾雜等缺陷,不滿足焊接質量標準要求。
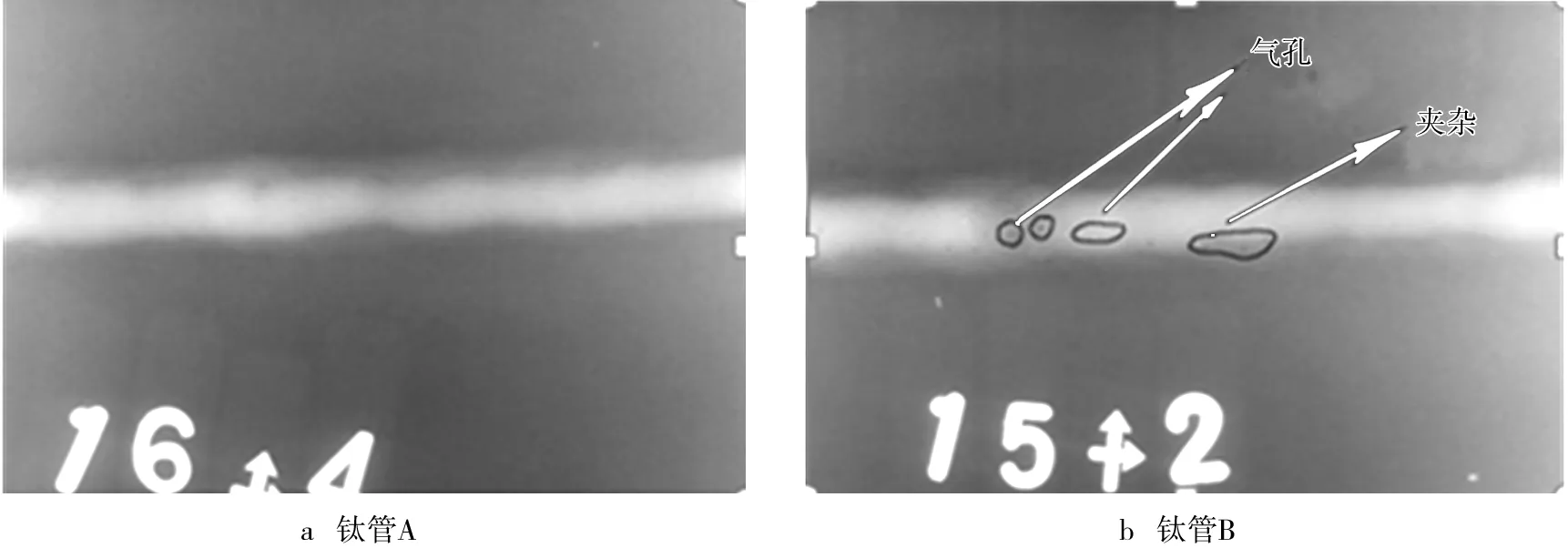
圖7 鈦合金管焊縫射線探傷檢測照片
2.4 焊縫力學性能檢測
對鈦管進行機械性能測試,其取樣位置如圖8所示。取45°、225°兩個位置加工兩個拉伸標準試樣,根據國標GB/T228.1-2010,拉伸試樣形狀和尺寸應符合規定,將樣品的末端加工成適合試驗機夾緊的形狀,如圖9a所示;取0°、180°、90°、270° 4個位置加工4個彎曲標準試樣,2個背彎,2個正彎,根據國標GB/T3624-2010規定,當需方要求并在合同中(或訂貨單)注明時,外徑不大于60mm的管材應進行彎曲試驗。彎曲芯直徑是管外徑的12倍,冷彎90°后管的表面應無裂紋。
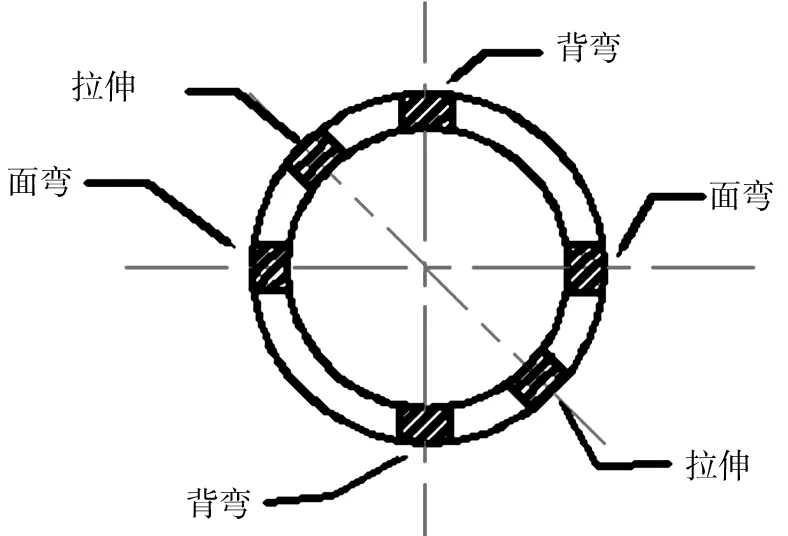
圖8 鈦管機械性能樣品采樣位置
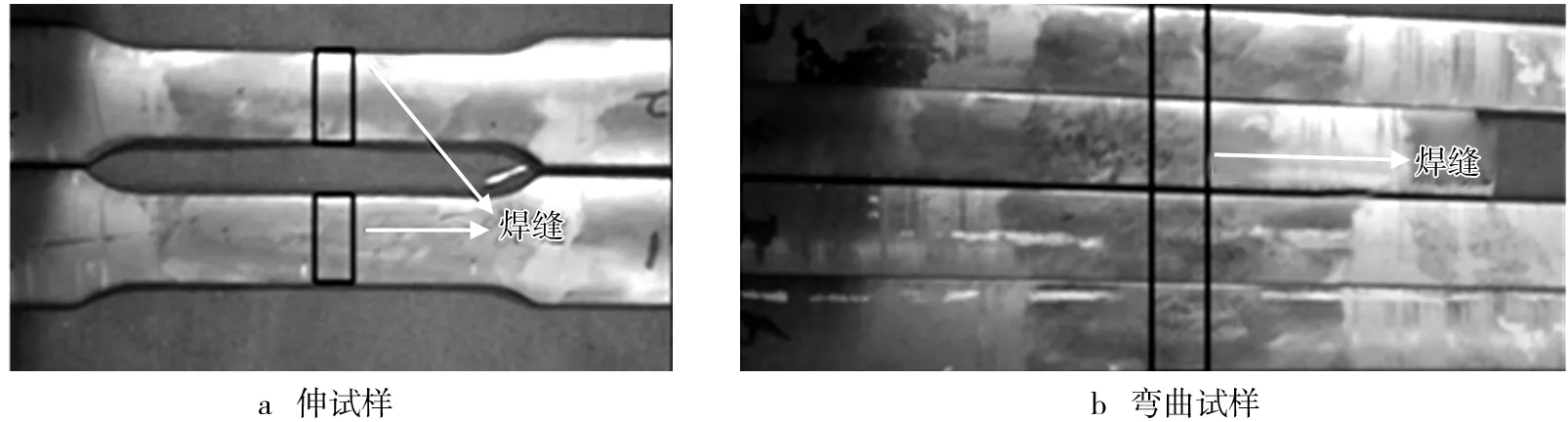
圖9 鈦管力學性能實驗標準試樣
鈦管力學性能實驗后試樣如圖10所示。由圖10a拉伸結果顯示,兩個拉伸試樣的抗拉強度分別為424.91 MPa、409.98 MPa,均達到母材抗拉強度0.9倍以上,拉伸結果符合國標GB/T3624-2010規定,斷裂位置均為焊縫位置;由圖10b、圖10c彎曲結果顯示,4個彎曲試樣受彎面冷彎180°后,表面均未發現裂紋,彎曲結果符合GB/T3634-2010規定。
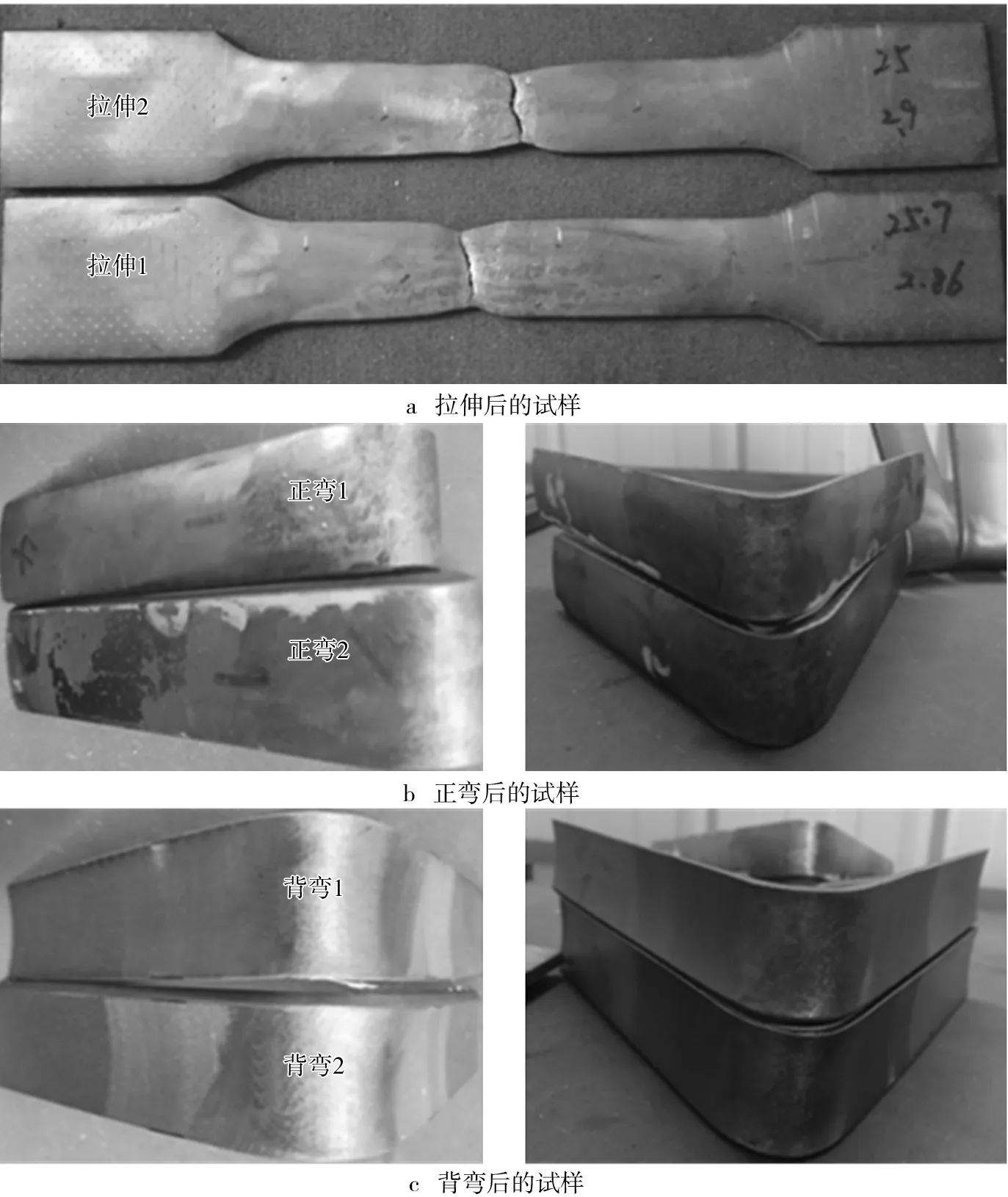
圖10 鈦管機械性能的實驗結果
2.5 焊縫管顯微組織分析
首先對試樣進行鑲嵌,其次再進行粗磨、細磨、拋光,最后用“Kroll”浸蝕劑(HF 1~3 mL,HNO32~6 mL,H2O 91~97 mL)浸蝕后得到焊接接頭試樣的宏觀圖片,如圖11所示。從圖11中可以看出,母材、熱影響區、焊縫分布清晰可辨,由于焊接熱輸入的影響,從母材-熱影響區-焊縫的變化過程中,晶粒變得更加粗大。
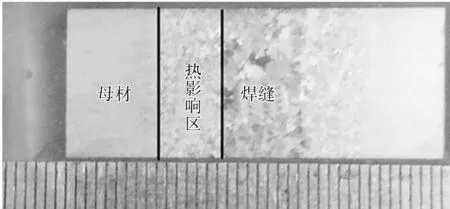
圖11 焊縫管試樣宏觀圖片
使用BH200M顯微鏡對圖11試樣進行觀察如圖12所示。從圖12中可以看出,α等軸晶組織分布在母材區域,晶粒細小,沒有產生馬氏體,接頭機械性能很好;由于焊接熱輸入的影響,熱影響區中的晶粒比母材更加粗大,導致韌性下降;焊縫區域內,因焊接熱輸入持續進行,焊縫區域內為少量等軸α相+拉長條狀α相,機械性能有所下降。焊接接頭的不同區域組織在工業純鈦焊接中很常見,沒有產生異常相。
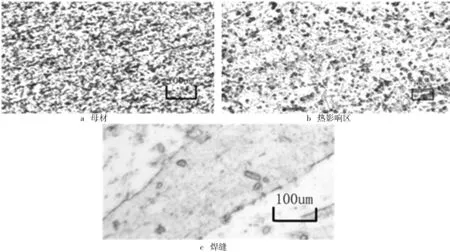
圖12 焊接接頭各個區域的金相照片
3 結論
通過對純鈦管TIG焊接工藝研究,獲得了表面質量優良的焊縫,并對焊接接頭進行了機械性能檢測和顯微組織觀察。具體研究結果如下:第一層(打底焊)焊接參數:焊接電流68~72 A,電弧電壓11~15 V;第二層(覆蓋層)焊接參數,焊接電流83~87 A,電弧電壓11~15 V。
雖然拉伸試驗的試樣在焊縫處發生塑性斷裂,但兩個試樣的抗拉強度均高于規定的抗拉強度430 MPa(母材測量值)的0.9倍。對于純鈦(TA2)管焊接接頭,正彎和背彎達到180°不開裂。結果表明,焊接接頭具有良好的延展性。由于焊接熱輸入的持續影響,焊接接頭組織出現拉長狀的α相,導致機械性能有所下降;當焊接熱輸入適中時,焊接接頭中組織正常,焊接接頭力學性能很好。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07