X80自保護藥芯焊絲半自動焊焊縫夾雜物特征分析*
2019-10-17 07:06:06賈書君劉清友隋永莉
焊管 2019年9期
關鍵詞:焊縫
童 帥,賈書君,劉清友,隋永莉
(1.鋼鐵研究總院工程用鋼研究所,北京 100081;2.中國石油天然氣管道科學研究院,河北 廊坊 065000)
0 前 言
自保護藥芯焊絲半自動焊是一種無需外加氣體保護的焊接技術,為了防止焊接過程中空氣的侵入,通常在藥芯中加入大量鋁元素用來脫氧和脫氮[1-2]。但大量鋁形成的氧化物和氮化物在焊縫中作為夾雜物存在時,不但影響合金元素的分布, 在冷卻過程中作為凝固的核心影響固態(tài)相變過程[3],而且AlN 作為一種多邊形脆性夾雜物,還能夠作為裂紋源,降低沖擊功和提高脆性轉(zhuǎn)變溫度[4-6]。
近年來,隨著自保護焊接技術在高鋼級管道施工中的推廣和應用,暴露出的技術問題也越來越多,尤其是自保護焊縫沖擊韌性離散成為管道焊接的主要技術難題之一[7]。因此,為了詳細研究高鋼級管線鋼中自保護藥芯焊絲半自動焊縫韌性波動的原因,首先要對自保護焊縫中夾雜物的分布、種類、數(shù)量、形貌及尺寸等進行詳細的解剖和分析。
本研究以工業(yè)生產(chǎn)的X80 鋼板和不同廠家生產(chǎn)的自保護藥芯焊絲為試驗材料進行焊接評定試驗,采用光學金相、掃描電鏡等手段對不同成分焊接接頭焊縫中的夾雜物進行定性和定量分析,為解決自保護焊縫的韌性波動難題提供技術思路和試驗依據(jù)。
1 試驗材料及方法
本研究選取了3 家焊材廠生產(chǎn)的X80 自保護藥芯焊絲和5 家鋼廠生產(chǎn)的18.4 mm 壁厚X80鋼板作為試驗材料,通過正交組合后進行焊接試驗,焊接過程執(zhí)行同一規(guī)范,焊接參數(shù)見表1,焊道布置如圖1 所示。試驗共獲得了15 種不同化學成分的焊接接頭,焊縫中心位置的化學成分和沖擊試驗結果見表2。

表1 焊接工藝參數(shù)
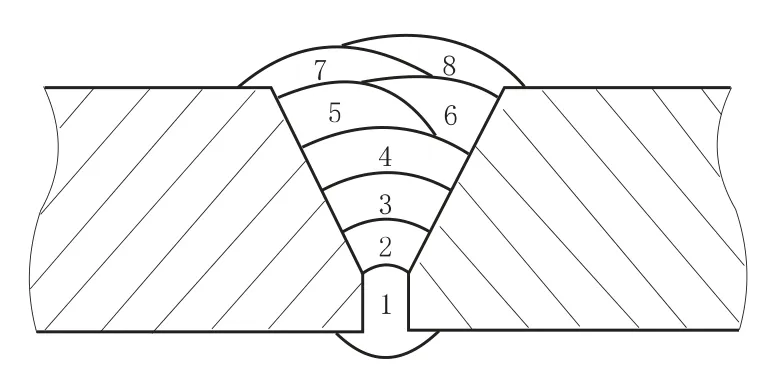
圖1 焊縫的焊道布置示意圖
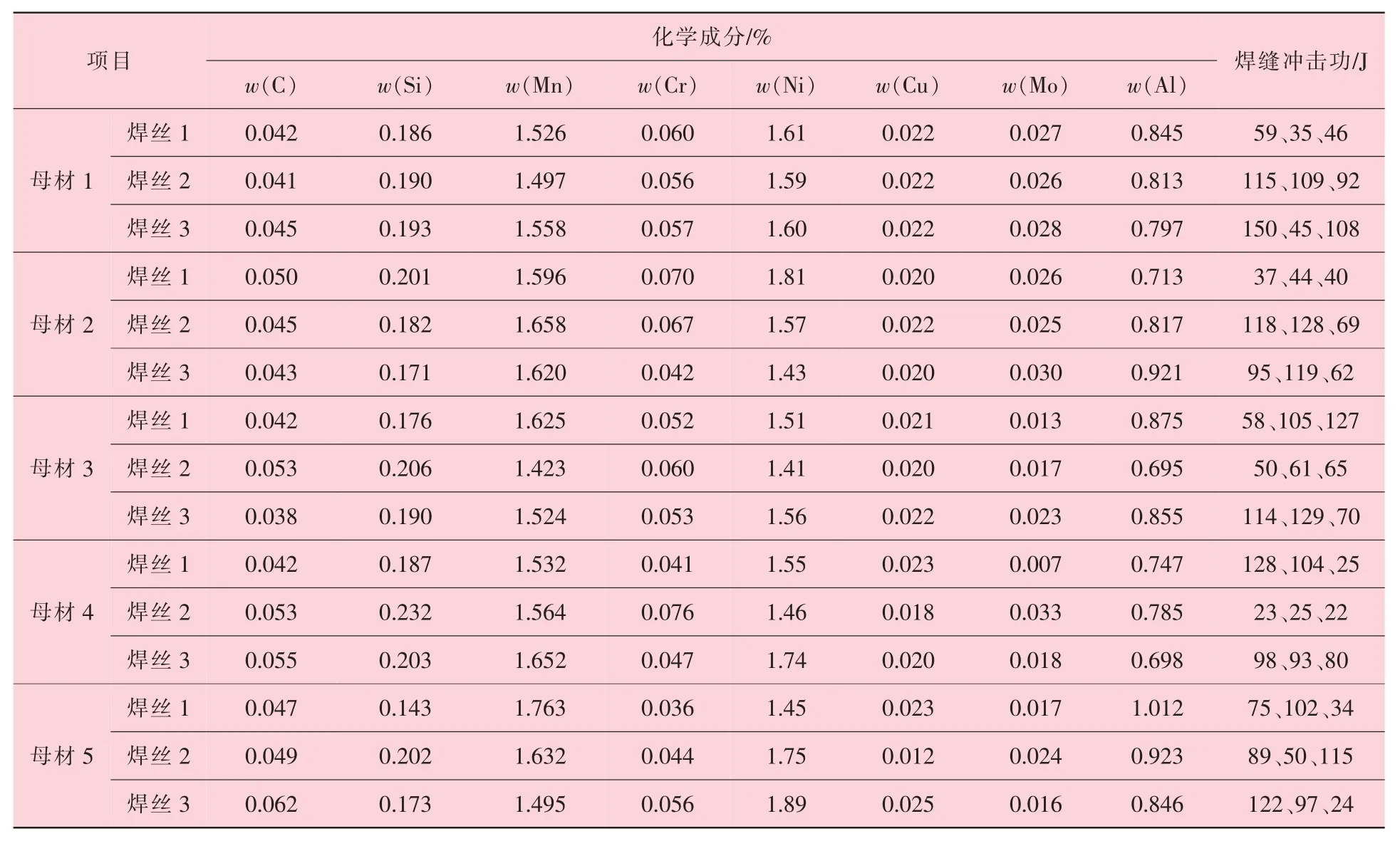
表2 15 種焊接接頭焊縫中心化學成分及沖擊試驗結果
利用Leica MEF-4M 型金相顯微鏡觀察焊接接頭的宏觀形貌,并結合SRMAS 軟件進行夾雜物的定量分析。觀測前先對整個焊接接頭進行研磨拋光,并用3%的硝酸酒精溶液腐蝕。環(huán)焊縫典型宏觀形貌如圖2 所示。選取焊縫中間10 mm厚度作為重點分析區(qū)域 (焊接接頭沖擊試樣的缺口位置),具體觀測尺寸為 4 mm×10 mm (圖 2紅色框內(nèi)區(qū)域)。同時利用HITACHI S-4300 型冷場發(fā)射掃描電鏡進一步觀察焊縫中夾雜物的尺寸和形貌,利用能譜分析確定夾雜物的成分和類型。
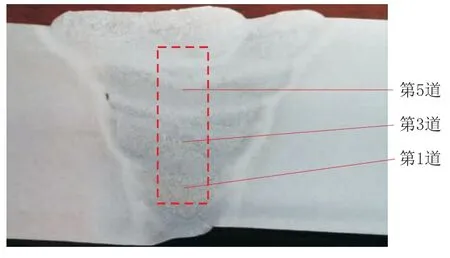
圖2 焊接接頭的宏觀形貌
2 試驗結果
2.1 夾雜物分布
為詳細了解夾雜物在X80 自保護藥芯焊絲半自動焊縫內(nèi)部的具體分布特點,首先用光學金相顯微鏡對研磨拋光后的焊縫進行觀測,結果發(fā)現(xiàn),該類型焊縫內(nèi)夾雜物數(shù)量和尺寸分布不均,沿焊縫中心線呈梯度變化。考慮到焊縫沖擊韌性測試的取樣位置均在心部,所以重點觀察圖2 中紅色框區(qū)域,紅框內(nèi)自下而上分別對應第1 焊道至第5 焊道。圖3 給出了3 個典型焊道的光學照片,由圖3 可見,第1 焊道內(nèi)夾雜物數(shù)量明顯較其他兩焊道偏多,并且夾雜物尺寸也偏粗大; 第3 焊道內(nèi)夾雜物數(shù)量明顯減少; 第5 焊道夾雜物數(shù)量最少,并且尺寸非常細小。分析焊縫中出現(xiàn)這種夾雜物不均勻分布的原因為:最底層焊縫是單道焊并且焊縫較窄,焊條不擺動, 靠近上面的焊道較寬甚至變?yōu)橐粚觾傻? 允許擺動甚至擺動幅度較大,焊接速度將變慢, 焊接熔池的冷卻速度也變慢, 有利于氧化物夾雜上浮到熔渣中而除去; 另外,熔池的形狀系數(shù) (熔寬/熔深)影響熔池的結晶方向, 形狀系數(shù)越大越有利于氧化物夾雜排到熔渣中[8]。
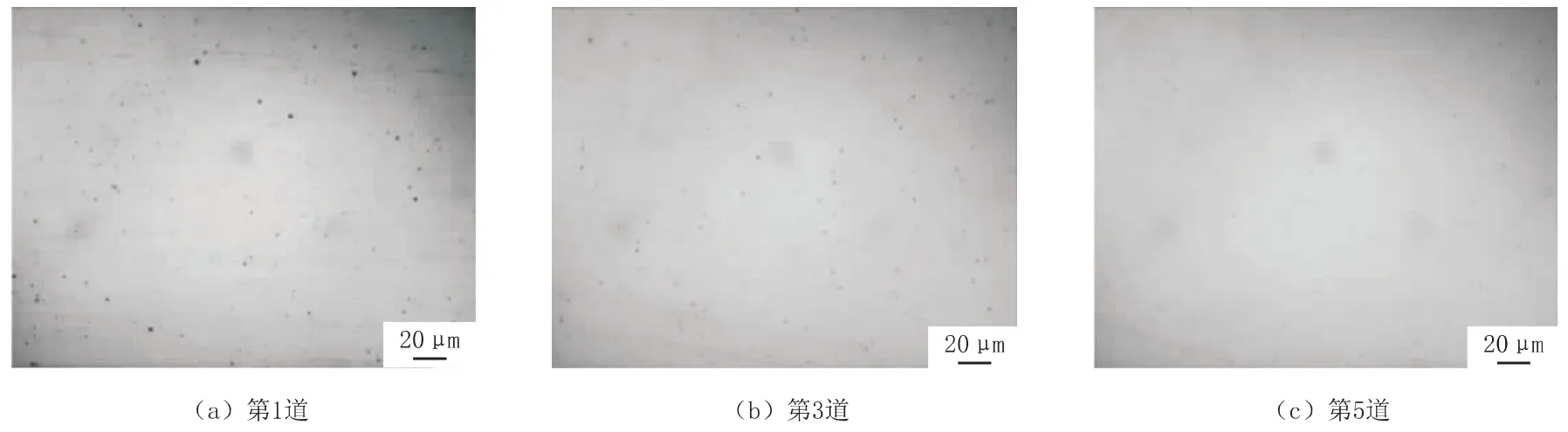
圖3 焊縫內(nèi)各焊道的夾雜物分布情況
2.2 夾雜物定量分析
選取焊縫中心附近位置拍攝20 張拋光后的金相照片,采用SRMAS 軟件對照片中的夾雜物進行統(tǒng)計分析。圖4 為母材2 和焊絲3 組合的焊縫夾雜物粒度分布統(tǒng)計結果。由圖4 可知,焊縫夾雜物顆粒尺寸主要分布在0.1~0.7 μm,尤其是尺寸在 0.1~0.2 μm 的夾雜物數(shù)量最多,占到總夾雜物數(shù)量的23%。可見,X80 自保護環(huán)焊縫中的夾雜物尺寸比較細小。
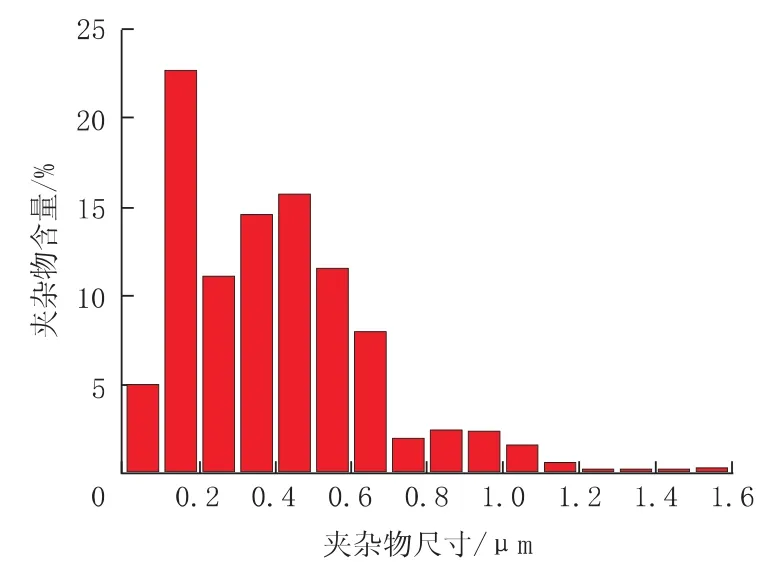
圖4 母材2 和焊絲3 組合的焊縫夾雜物粒度分布
表3 為15 種焊接接頭焊縫中心的夾雜物定量統(tǒng)計結果。由表3 可以看出,3 種不同廠家生產(chǎn)的焊絲對焊縫夾雜物的影響略有不同:焊絲1形成的焊縫中最大夾雜物尺寸和平均夾雜物尺寸均高于其他兩種焊縫; 焊絲2 的焊縫中夾雜物數(shù)量最少、顆粒最細; 焊絲3 的焊縫夾雜物水平居中。盡管焊絲對焊縫夾雜物水平有一定的影響,但總體來說,本研究中X80 自保護藥芯焊絲半自動環(huán)焊縫中的夾雜物控制比較理想。焊縫中的夾雜物平均晶粒尺寸都在0.4 μm 左右,最大顆粒尺寸也都控制在 2.0 μm 以下,試驗結果與RAMIREZJE 等[9]的研究結果完全吻合。
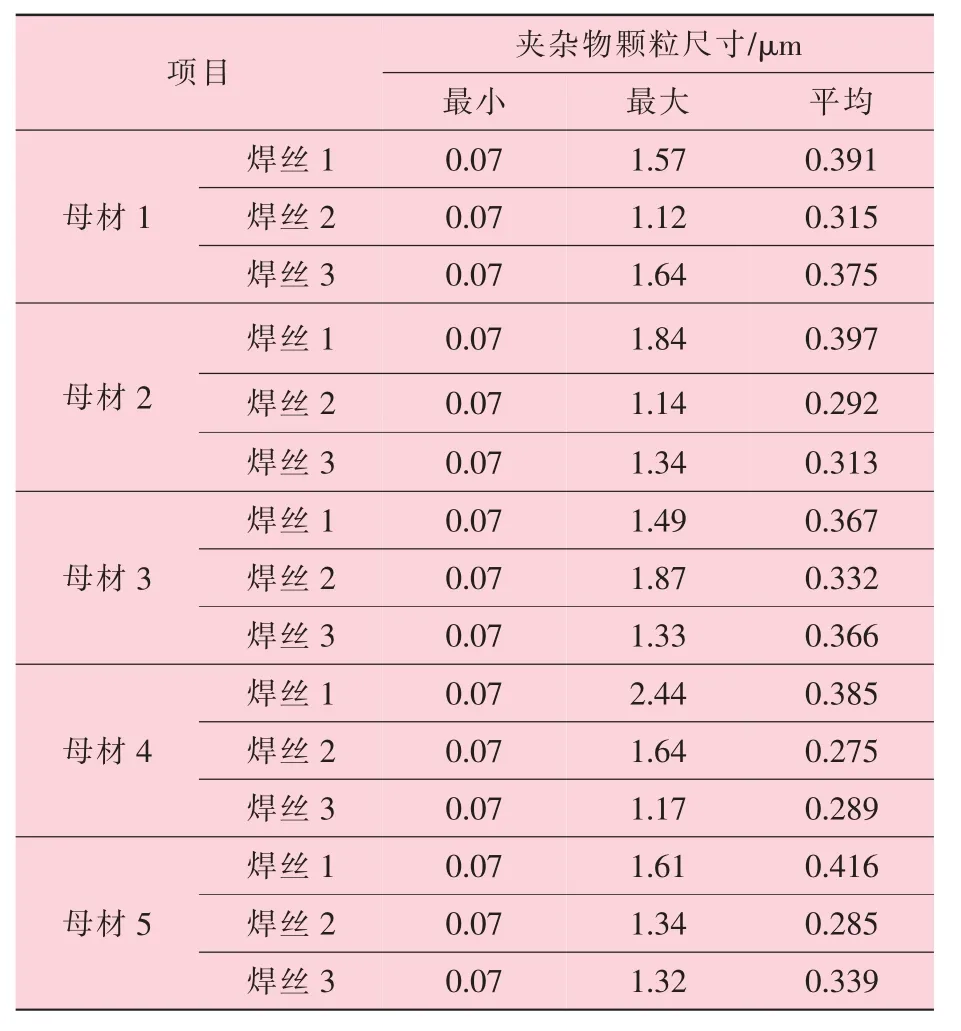
表3 15 種焊接接頭焊縫中心夾雜物定量統(tǒng)計結果
從表3 可看出,鋼板成分對焊縫夾雜物特征的影響規(guī)律不明顯。其主要原因在于焊縫的化學成分主要來自焊絲溶入焊縫的成分和母材稀釋擴散過來的成分。大量研究結果表明[10-12]:在X80 管線鋼管自保護焊接時,母材成分的稀釋率大都在10%~30%,所以母材對焊縫成分的影響有限,因此自保護焊縫中夾雜物水平主要是由焊絲決定的。
2.3 夾雜物形貌分析
因為自保護藥芯焊絲半自動焊接技術不采用外加氣體保護,所以很難完全避免空氣中的O和 N 進入焊縫中。相關試驗結果[10]表明,X80 自保護焊縫中的w(N)可達到0.02%~0.04%,由于該類焊縫主要是通過藥芯中的Al 來脫O 和脫N,焊縫中很可能會殘存大量的AlN,而AlN 作為一種硬質(zhì)多面體結構,必然會影響焊縫的沖擊韌性水平。喻萍等[4]的研究結果表明:自保護藥芯焊絲半自動焊縫中夾雜物主要由AlN 和Al2O3組成,且夾雜物體積分數(shù)隨焊絲中Al 含量的增加而增大; 在 Al 含量低的焊縫中,圓形 Al2O3為主的夾雜物較多,而在Al 含量高的焊縫中以多邊形的AlN 為主。張占偉等[13]通過調(diào)整藥芯成分,將熔敷金屬中Al 質(zhì)量分數(shù)降低至0.84%,得到以Al2O3為主的圓形夾雜物,可顯著提高熔敷金屬的低溫韌性。因此,為了進一步研究X80 自保護焊縫中夾雜物與沖擊韌性之間的關系,有必要對夾雜物的物相構成進行表征和分析。
采用掃描電鏡對X80 自保護焊縫中的夾雜物進行形貌及能譜分析。能譜分析表明,X80 自保護焊縫中的夾雜物主要以復合氧化物夾雜為主,具體夾雜物種類有 A12O3、Ca 和 Mg 的尖晶石,化學式分別為 xCaO·yAl203和 xMgO·yAl203。另外,還有少量的TiAl 夾雜物。該類型夾雜物中Al2O3和MgO 所占比重較大,所以一般為球形或類球形,典型形貌及能譜如圖5 和圖6 所示。當復合夾雜物中Zr 或Ti 含量所占比重較高時,夾雜物的形狀以方形為主,如圖7 所示。
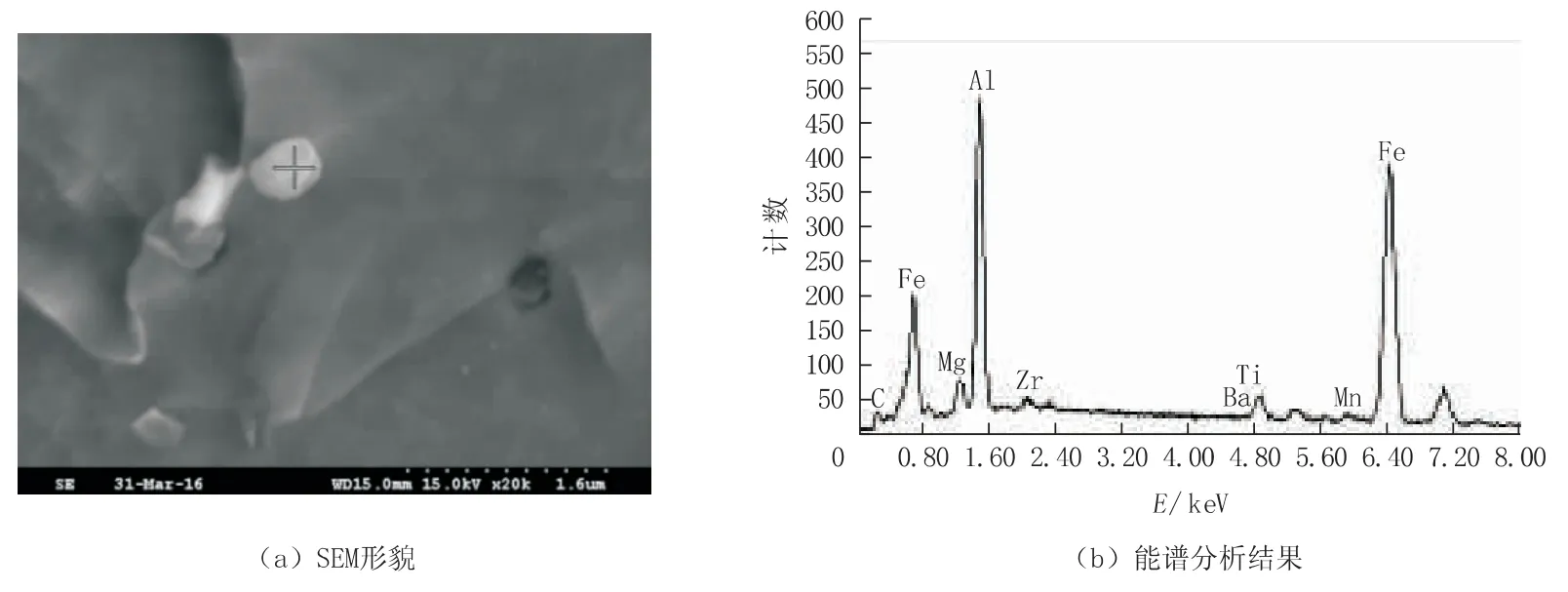
圖5 Al、Mg、Ti 的復合氧化物形貌及能譜圖
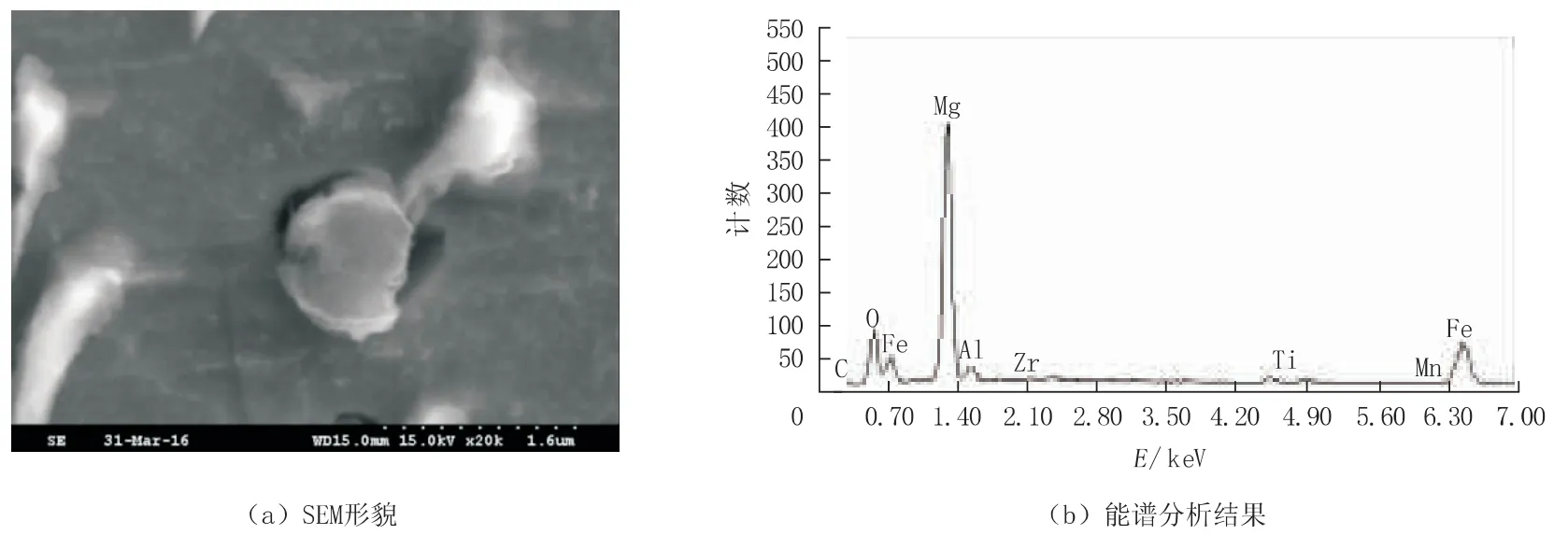
圖6 Mg、Al、Ti 的復合氧化物形貌及能譜圖
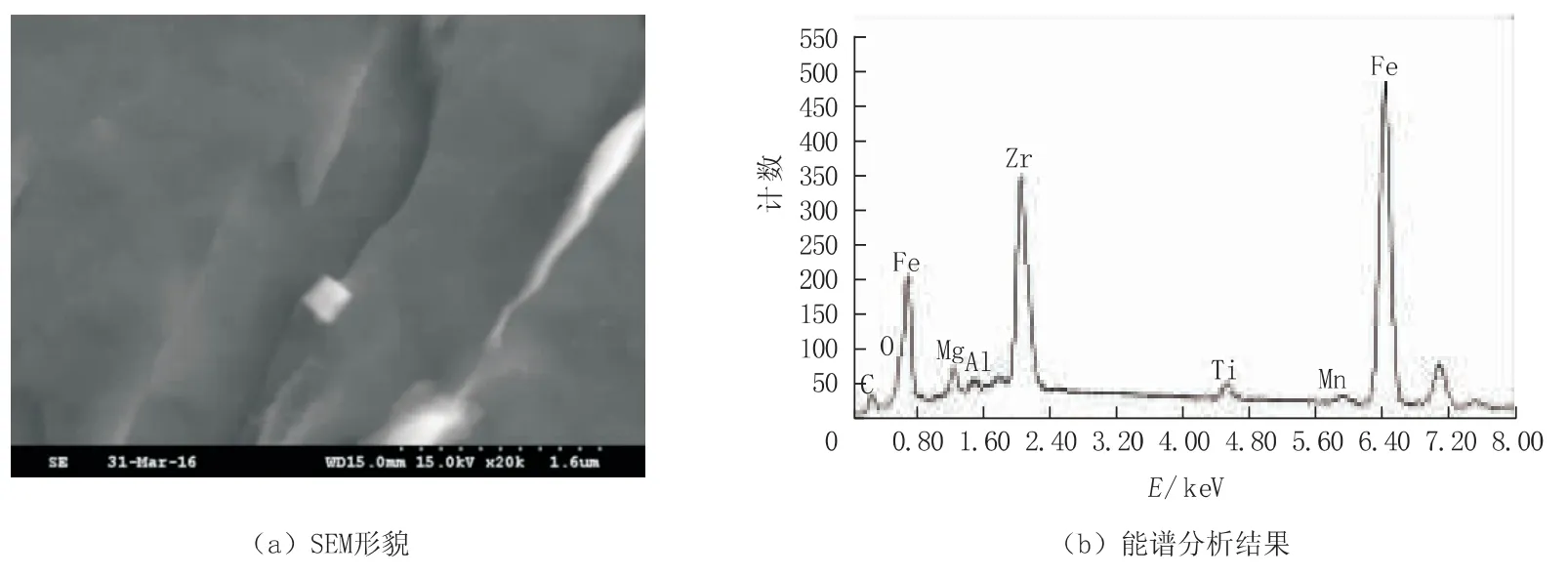
圖7 Zr、Ti、Mg 的復合氧化物形貌及能譜圖
通過對15 種焊縫的夾雜物進行表征分析發(fā)現(xiàn),X80 自保護焊縫中的夾雜物大都以細小的氧化物夾雜為主 (Al2O3),沒有發(fā)現(xiàn) AlN 夾雜,從而避免了大塊不規(guī)則硬質(zhì)AlN 夾雜對焊縫沖擊韌性的破壞。
2.4 夾雜物與沖擊韌性
X80 自保護焊縫中大量的 Al2O3、MgO 等夾雜物均屬于不易變形的脆性夾雜物,當該類夾雜物尺寸較大時,在外力作用下,夾雜物與焊縫之間變形能力的顯著差異將導致夾雜物與焊縫基體交界處產(chǎn)生應力集中, 易產(chǎn)生微裂紋或夾雜物本身開裂,從而降低焊縫韌性水平。為研究X80自保護環(huán)焊縫中夾雜物與焊縫沖擊韌性波動的關系,根據(jù)API SPEC 5L 標準在焊縫中心取沖擊試樣,試樣規(guī)格為 10 mm×10 mm×55 mm,取樣及缺口位置如圖8 所示。由表2 和表3 的分析結果可以看出,焊縫的沖擊韌性與夾雜物的數(shù)量和尺寸沒有直接對應關系,沖擊韌性值隨機分布在20~150 J。采用掃描電子顯微鏡觀察焊縫沖擊斷口中裂紋啟裂源與夾雜物的關系。圖9為焊縫沖擊斷口宏觀照片,由圖9 可以看出,焊縫沖擊斷口的3 個區(qū)域 (纖維區(qū)、放射區(qū)和剪切唇)特征較為明顯,纖維區(qū)主要是以韌窩斷裂為主,放射區(qū)主要以準解理斷裂為主,剪切唇為韌窩斷裂。在這3 個區(qū)域中,放射區(qū)所占比例最大,再次證明自保護焊縫的沖擊韌性較低。文獻[7]指出,當在準解理斷裂的起裂源處發(fā)現(xiàn)夾雜物時,夾雜物對焊縫沖擊韌性的影響較大,將會降低焊縫韌性。仔細觀察了多個焊縫沖擊斷口,發(fā)現(xiàn)該類型斷口的準解理或解理斷裂面周圍主要為韌性斷裂帶 (如圖10 所示),起裂源均在扇形面的中心位置 (圖10 (b)),并且在解理面或準解理面的起裂位置均未發(fā)現(xiàn)夾雜物。以上試驗結果表明,在X80 自保護藥芯焊絲環(huán)焊縫中夾雜物并不是解理斷裂的起裂源,不會對沖擊韌性造成不利影響。
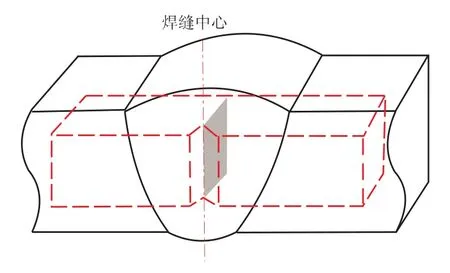
圖8 焊縫沖擊試樣取樣位置示意圖
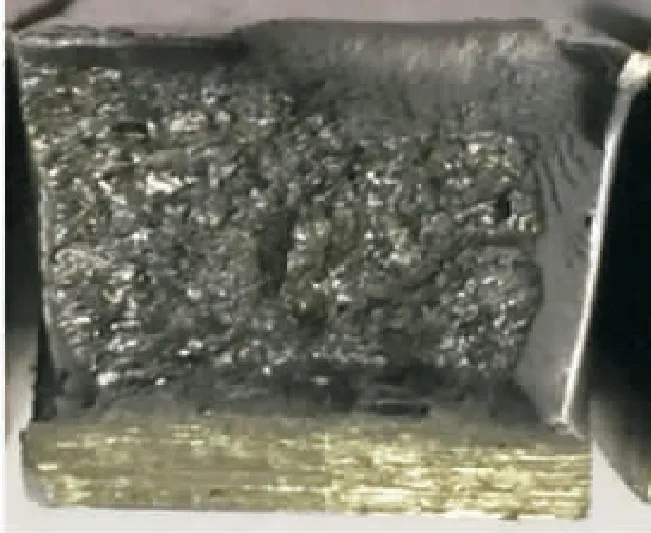
圖9 焊縫沖擊斷口宏觀圖片
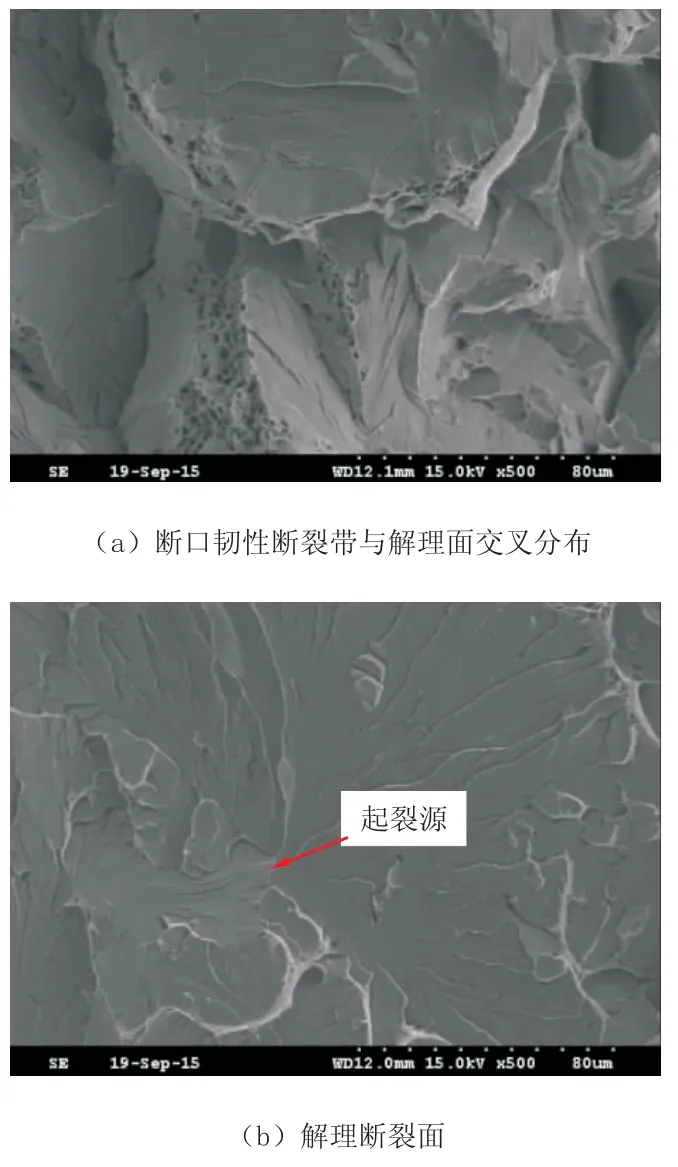
圖10 焊縫沖擊斷口SEM 照片
3 分析討論
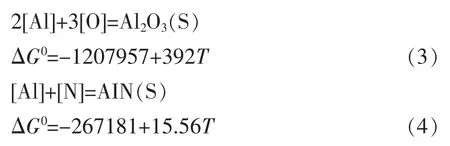
盡管w(Al)為0.6%~1.0%的X80 自保護焊縫中w(N)高達0.02%~0.04%,但焊縫夾雜物卻主要是Al、Mg 和 Zr 的復合氧化物,尤其以圓形或類圓形的 Al2O3為主,并沒有觀測到 AlN 的存在。分析該現(xiàn)象的成因,在這些夾雜物中,Al 從藥皮反應區(qū)到熔滴反應區(qū)都參與了激烈的化學反應,Mg 和Zr 有部分變?yōu)檎羝糠趾脱醴磻M入熔渣和焊縫金屬中。通常采用熱力學計算的方法來研究焊縫中夾雜物的形成順序和可能性。假設X80 自保護焊縫的化學成分為0.05%C-0.2%Si-1.6%Mn-1.0%Al-2.5%Ni-0.025%N-0.01%O。為了確定熔池中固溶的Al 和O、N 之間的平衡關系,首先采用公式 (1)和公式 (2)[14]來分別計算出X80 自保護焊縫成分的液相線溫度T1和固相線溫度 TS,即
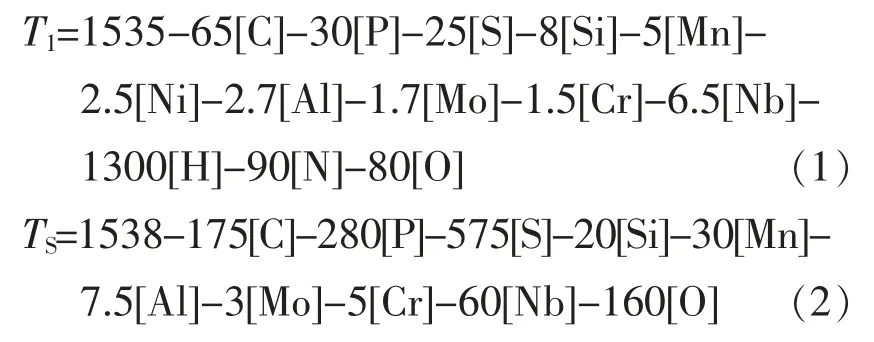
計算得出,焊縫的液相線溫度為1 510 ℃,固相線溫度為1 468 ℃。熔池中Al 與O 反應生成 Al203,Al 與 N 反應生成 AlN,其化學反應式及吉布斯自由能表達式分別為
而吉布斯自由能

式中:R——氣體常數(shù);
K——平衡常數(shù)。
對于反應式xA+yB=mC+nD,平衡常數(shù)K 為

其中 aA、aB、aC、aD分別為反應物 A、B 和生成物 C、D 的活度。
根據(jù)上述化學反應式得出平衡常數(shù)

而活度

因此

由于 Al2O3是純物質(zhì),所以 aAl2O3=1,將公式(8)、(10)和(11)帶入公式(5)可得

活度系數(shù)fi通常是多種合金元素綜合作用的結果。根據(jù) Siverts 定律[15]

e 為合金元素之間相互作用系數(shù)。常見合金元素之間的相互作用系數(shù)[10]見表4,由于本研究涉及的材料為低合金鋼材料,成分中合金元素含量較低,因此均不考慮合金元素之間的二階作用。
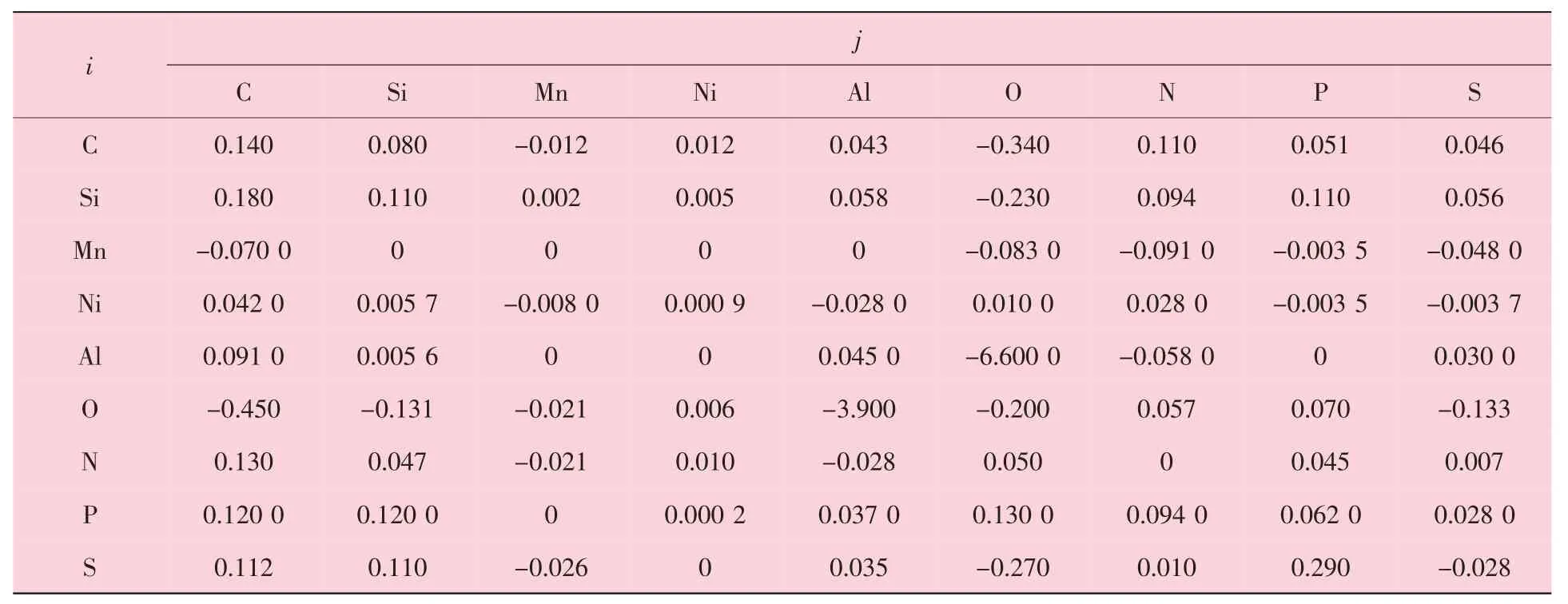
表4 常見合金元素之間的相互作用系數(shù)
將公式 (3)、公式 (15)及表 4 的數(shù)據(jù)帶入公式 (14),即可得出液相線溫度和固相線溫度時的脫氧常數(shù) [Al]2·[O]3。同理,對于 AlN 的反應式也可以得出

同樣的計算方法可以得出在液相線溫度和固相線溫度時的固氮常數(shù) [Al]·[N],見表5。
根據(jù)表5 作圖,可以得出熔池中 [Al]、[O]、[N]的平衡關系曲線,如圖11 所示。從圖11 可以看出,在該成分的熔池中只要w(O)>0.001 16%就會有 Al2O3析出,而焊縫中的實際 w(O)=0.01%,所以在液態(tài)熔池冷卻凝固過程中,Al2O3易析出;而在[Al]、[N]的平衡關系圖中,焊縫成分中的w(N)=0.025%,對應到圖中可以看出,熔池中很難有AlN 析出。并且該計算的結果是基于平衡態(tài)計算的,實際焊接時,熔池的冷卻速度很快,析出就更加困難,因此,熔池凝固過程中不利于AlN 的析出。
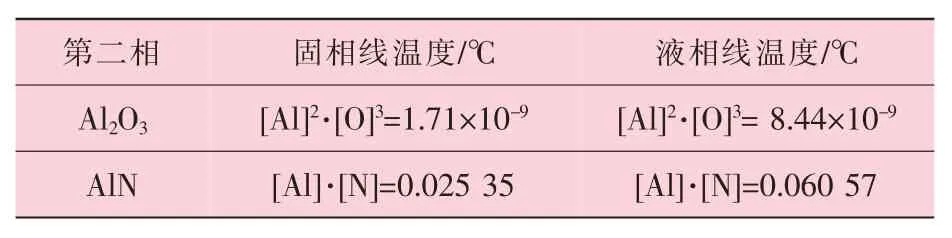
表5 熔池中[Al]、[O]、[N]在液相線溫度和固相線溫度時的平衡關系式
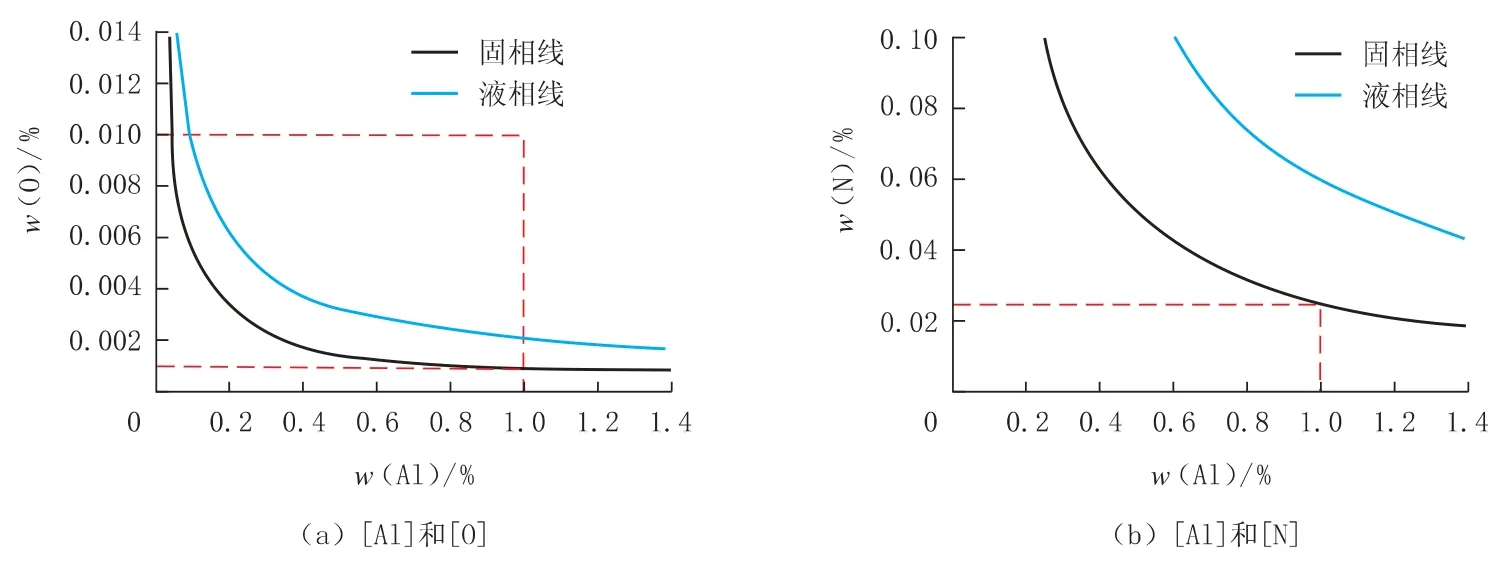
圖11 熔池中[Al]、[O]、[N]的平衡關系
4 結 論
(1)X80 自保護藥芯焊絲半自動焊縫內(nèi)夾雜物分布不均,根焊內(nèi)夾雜物數(shù)量最多,尺寸最大,填充焊道內(nèi)自下而上夾雜物的數(shù)量和尺寸逐漸減少。
(2)不同成分X80 自保護焊縫夾雜物統(tǒng)計結果表明:該類型焊縫中夾雜物顆粒尺寸細小,平均晶粒尺寸均在0.4 μm 左右,最大顆粒尺寸大都控制在2.0 μm 以下。
(3)夾雜物能譜分析表明,X80 自保護焊縫中的夾雜物主要是以A12O3為主的復合氧化物,同時還有 Ca 和Mg 的尖晶石,具體化學式為xCaO·yAl203和 xMgO·yAl2O3。
(4)在 w(N)為 0.02%~0.04%、w(Al)為 0.6%~1.0%的X80 自保護焊縫中,夾雜物主要是細小的以Al2O3為主的球形復合氧化物,沒有觀測到多邊形AlN,尤其是大顆粒夾雜物存在; 同時,斷口掃描分析表明,夾雜物并不是裂紋的啟裂源。在本研究中,X80 自保護環(huán)焊縫夾雜物控制水平較理想,夾雜物并不會對沖擊韌性造成不利影響。
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術學院學報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07