勞保手套用高粘度樹脂加工性能研究
2019-10-18 06:00:46李明
中國(guó)氯堿 2019年9期
李 明
(唐山三友氯堿有限責(zé)任公司,河北唐山063000)
在勞保手套生產(chǎn)中,國(guó)內(nèi)廠家普遍使用瑞士英利士公司生產(chǎn)的737 特種樹脂作為配置增塑糊的主要原料,此種樹脂粘度遠(yuǎn)遠(yuǎn)高于普通樹脂,吸收增塑劑速率快,在下游應(yīng)用中效果很好。針對(duì)737樹脂的這種加工特性, 探索使用國(guó)內(nèi)糊樹脂代替737 樹脂的加工方法,從而降低了勞保手套的生產(chǎn)成本,本文就此種特殊加工方法進(jìn)行探討,研究了勞保手套用高粘度樹脂的加工性能。
1 實(shí)驗(yàn)部分
1.1 主要原料
糊樹脂A、糊樹脂B,2 種國(guó)產(chǎn)樹脂,分子量在950~1 000;鄰苯二甲酸二辛酯,分析純,天津致遠(yuǎn)試劑有限公司。
1.2 儀器設(shè)備
激光粒徑分析儀,malvern 2000; 掃描電鏡,SU8010;粘度計(jì),博克飛DV2T;凝膠化測(cè)試儀,臨安豐源GT-2。
2 結(jié)果與討論
2.1 粒徑分析
紅粉是由相應(yīng)的糊樹脂(以下簡(jiǎn)稱生粉)經(jīng)過烘烤粉碎制造,因此對(duì)生粉與相對(duì)應(yīng)的紅粉進(jìn)行粒徑對(duì)比分析。對(duì)比圖分別見圖1 和圖2。圖1 為糊樹脂生粉B 與紅粉的粒徑對(duì)比圖,圖2 為樹脂A 生粉與紅粉粒徑對(duì)比圖。4 種樹脂粒徑分析具體參數(shù)見表1。由表1 可以看出,2 種糊樹脂制作的紅粉的粒徑大多集中在40~50 μm。樹脂B 所制造紅粉在15 μm粒徑處的粒子明顯多于樹脂A 所制造紅粉,由圖1和圖2 可知,這是由生粉的粒徑分布所決定的。樹脂A粒徑小于樹脂B 粒徑,但是制作成紅粉后樹脂A 紅粉大于樹脂B 紅粉。
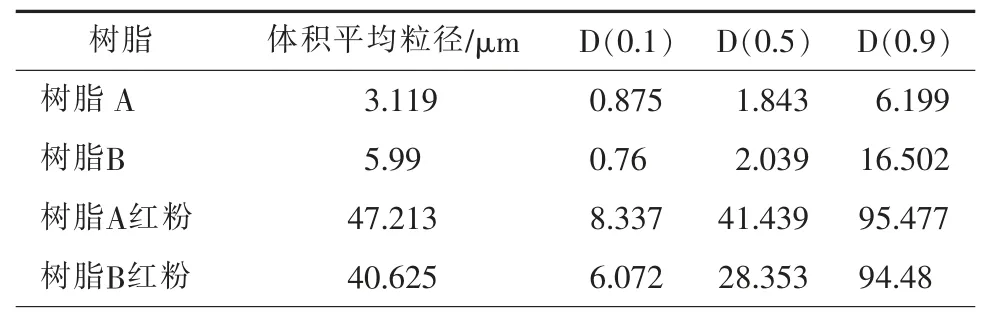
表1 4種樹脂粒徑分析具體參數(shù)
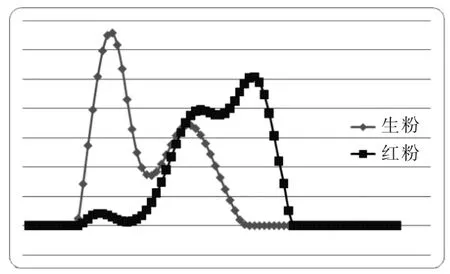
圖1 樹脂B生粉與紅粉粒徑對(duì)比圖
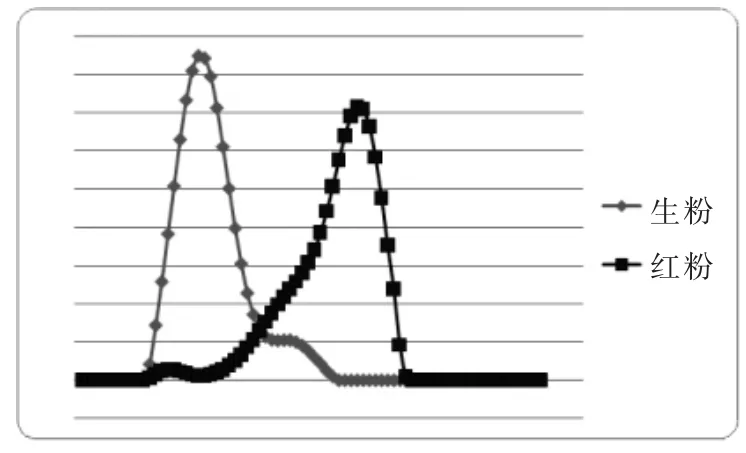
圖2 樹脂A生粉與紅粉粒徑對(duì)比圖
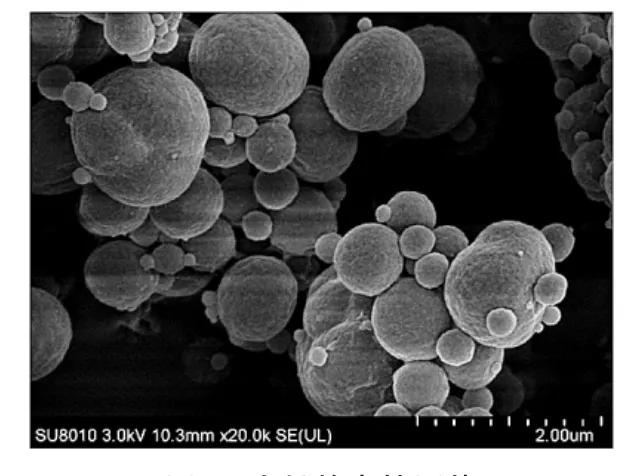
圖3 生粉的電鏡圖片
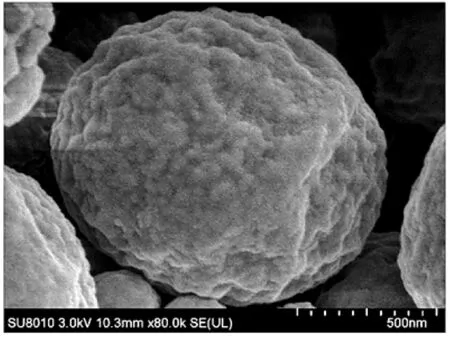
圖4 生粉的局部放大圖
2.2 掃描電鏡分析
生粉的電鏡圖片及局部放大概圖分別見圖3和圖4。紅粉的電鏡圖片及局部放大概圖分別見圖5和圖6。由電鏡分析可以知道,對(duì)比生粉與紅粉的電鏡照片,紅粉表面可以看到很多粘連現(xiàn)象,樹脂顆粒之間已經(jīng)發(fā)生了部分塑化現(xiàn)象。顆粒連接到一起形成大顆粒。

圖5 紅粉的電鏡圖片
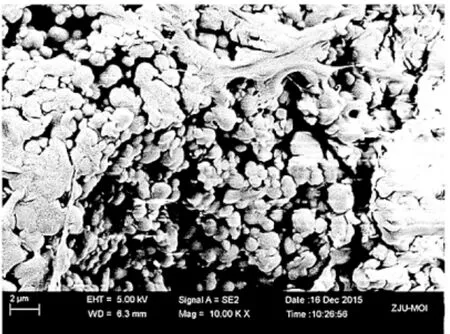
圖6 紅粉的局部放大圖
2.3 2 種生粉樹脂的熱穩(wěn)定性試驗(yàn)
將2 種糊樹脂置于165 ℃恒溫油浴中進(jìn)行熱穩(wěn)定性試驗(yàn),實(shí)驗(yàn)結(jié)果見表2。

表2 樹脂A與樹脂B2種樹脂的熱穩(wěn)定性實(shí)驗(yàn)
由表2 數(shù)據(jù)可知,樹脂B 樹脂的熱穩(wěn)定性明顯好于樹脂A。可見樹脂A 在165 ℃環(huán)境下更容易熱降解。由于紅粉生產(chǎn)過程中用同樣的條件對(duì)樹脂A及樹脂B 進(jìn)行處理, 但2 種樹脂熱穩(wěn)定性相差較大。因此,建議在烘烤制備紅粉的過程中降低樹脂A的烘烤溫度。
2.4 2 種紅粉粘數(shù)測(cè)試
由2.3 可以知,樹脂A 的熱降解遠(yuǎn)遠(yuǎn)大于樹脂B 樹脂。所以將2 種樹脂的粘數(shù)進(jìn)行實(shí)驗(yàn),驗(yàn)證在制造紅粉的過程中2 種樹脂是否都存在分子量下降的現(xiàn)象。粘數(shù)測(cè)試結(jié)果見表3。

表3 粘數(shù)測(cè)試結(jié)果
根據(jù)表3 測(cè)定的結(jié)果可知,2 種糊樹脂經(jīng)過烘烤后的粘數(shù)基本不變,說(shuō)明在制作紅粉的過程中只是造成了糊樹脂表面的粘連,并沒有實(shí)質(zhì)的引起樹脂的分解。
2.5 生粉與紅粉堆積密度測(cè)試
將樹脂A、樹脂B 以及以2 種樹脂為原料制作的紅粉進(jìn)行堆積密度測(cè)試,測(cè)試結(jié)果見表4。
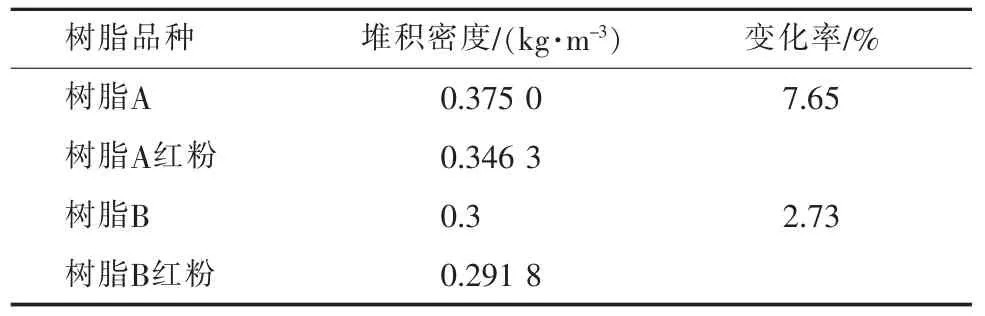
表4 樹脂的堆積密度測(cè)試結(jié)果
由表4 數(shù)據(jù)可知,樹脂A 在制備紅粉的過程中堆積密度變化率較大,而樹脂B 樹脂變化較小,這可能是由于樹脂A 樹脂在烘烤過程中發(fā)生樹脂顆粒表面的粘連較大引起的內(nèi)部空隙較大的作用結(jié)果。而樹脂B 樹脂在烘烤過后堆積密度變化不大,說(shuō)明烘烤對(duì)樹脂的內(nèi)部空隙影響不大。 結(jié)合試驗(yàn)2.3 和試驗(yàn)2.4,得到樹脂A 制造的紅粉可能是過度烘烤的結(jié)果。
2.6 凝膠時(shí)間
凝膠化是指高分子聚合物在一定條件下互相連接,形成空間網(wǎng)狀結(jié)構(gòu),結(jié)構(gòu)的空隙中充滿了作為分散介質(zhì)的液體(在干的凝膠中也可以是氣體),這樣一種分散體系粘稠并失去流動(dòng)性能。凝膠化對(duì)制品加工溫度及薄厚產(chǎn)生重要影響。將增塑糊放置在75 ℃水浴中,出現(xiàn)凝膠的時(shí)間即為此種增塑糊的凝膠時(shí)間,2 種增塑糊凝膠時(shí)間對(duì)比見表5。
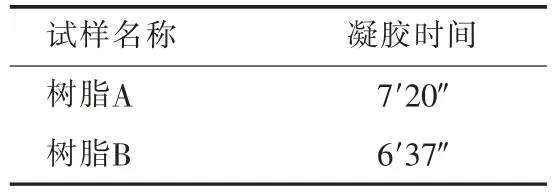
表5 2種增塑糊凝膠時(shí)間比
由表5 可知,在同樣的溫度下,樹脂B 增塑糊產(chǎn)生凝膠的時(shí)間較短,即樹脂B 樹脂配制的增塑糊更容易產(chǎn)生凝膠化現(xiàn)象。
2.7 紅粉與增塑劑的相容性
在進(jìn)行2 種紅粉增塑糊的對(duì)比實(shí)驗(yàn)中發(fā)現(xiàn),在2 種增塑糊放置24 h 后樹脂A 的紅粉出現(xiàn)了明顯的分層現(xiàn)象,而樹脂B 紅粉與增塑劑相容性良好,增塑糊較均勻。
3 結(jié)論
(1)樹脂A 樹脂與樹脂B 樹脂在制作成紅粉后表面可以看到很多粘連現(xiàn)象,樹脂顆粒之間已經(jīng)發(fā)生了部分塑化現(xiàn)象,且紅粉的粒徑較大且分布不規(guī)則。
(2)對(duì)比樹脂B 樹脂,樹脂A 樹脂配成勞保手套糊后粘度較低,并且凝膠化時(shí)間較長(zhǎng),這就需要下游廠家需要在生產(chǎn)時(shí)捶滴的時(shí)間較長(zhǎng),且在塑化過程中也需要更多的能量。
(3)樹脂A 在以同樣的加工方法制造的紅粉與樹脂B 樹脂制造的紅粉相比,與增塑劑的相容性較差,靜置后存在分層現(xiàn)象。
