轉向架檢修裝配線控制與管理系統設計
2019-10-20 15:46:04山榮成鄧鴻劍呂國艷支云龍黃興博袁英宏
科技創新導報 2019年14期
山榮成 鄧鴻劍 呂國艷 支云龍 黃興博 袁英宏

摘? ?要:為了適應動車組轉向架檢修裝配的多品種生產需求,通過對生產現場業務流程的梳理,將廠級MES系統、車間級LCS產線控制系統及各執行單元傳感器、控制器進行無縫集成,通過工業以太網互聯、互通,實現了生產過程的在線調控和可視化管理。本文以轉向架生產線控制系統為研究對象,從產線信息控制系統需求分析、車間生產管理系統設計、各控制系統系統接口設計三個方面對轉向架檢修裝配線控制與管理系統進行分析研究分析。對轉向架檢修裝配線控制系統的設計與推廣具有積極作用。
關鍵詞:轉向架? 生產線? 數據通訊? 控制? 系統設計
中圖分類號:U279? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-098X(2019)05(b)-0087-03
中國高鐵建設及動車組生產已處于世界領先地位,作為動車組的核心部件轉向架則是生產過程的重中之重,當前轉向架分廠的生產模式相對粗放,難以應對車間多品種、突發性生產訂單的需求,主要表現在物流供應不及時而導致的生產停滯;對裝備、工具缺乏在線監控手段,維護保養較為被動;對物料、人員的調度較為落后,浪費人力、物力,導致生產效率不高。
本文針對動車轉向架檢修車間的生產管控系統進行了的軟、硬件設計,通過工業網絡將各種信息傳感設備或系統(如傳感器、激光掃描器、RFID等)、控制器、機器人等關聯在一起,實現了裝備、物料、人員等的互聯,在現場應用中建立了信息共享、智能識別、實時控制和遠程管理于一體的生產管理模式。
1? 生產線信息控制系統需求分析
轉向架檢修組裝生產線信息控制系統即LCS,是轉向架檢修組裝生產線控制系統的信息化部分,它在整個生產組織過程中起到承上啟下的作用,是整個生產線的信息樞紐。承接工廠級MRO的產品構型BOM、車間級生產控制系統(MES)的生產計劃、工位級計算機輔助操作系統(CAA)的操作記錄,向下發出生產指令和物流需求指令指導產線控制系統加工生產和物料需求調度,并向上反饋產線的實時生產進度,工藝或檢測數據,使其在生產過程中實現生產透明、實時生產、齊套生產消除信息孤島,從而達到柔性生產的目的。
為了更好地控制信息流,需要對信息控制系統所涉及各子系統之間的數據交換方式、通訊協議、業務流程及控制機制等需求進行充分的分析,梳理出來的可視化的產線需求如下。
(1)系統功能需求;
(2)業務需求;
(3)接口需求。
2? 車間生產管理系統LCS設計
2.1 轉向架裝配線布局
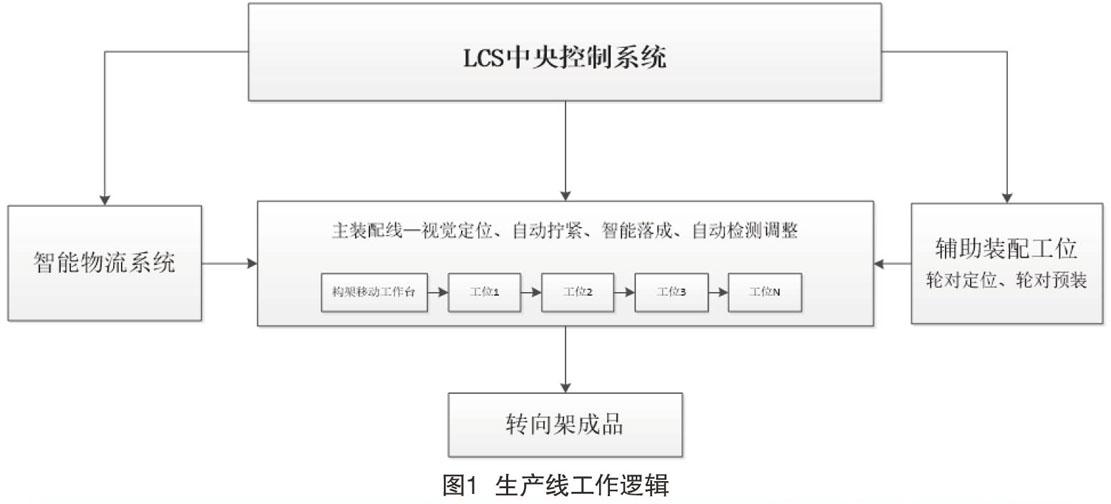
目前實施的裝配線采用按工藝分組排列的原則進行布置,具有物料移動距離短、物流效率高;在制品低、準備時間短;柔性較高的優點。其生產線工作邏輯如圖1所示。
其基本組成為以物料自動化出入庫系統、智能移動平臺、智能化天車為物料流轉的核心,通過生產管控系統在生產過程中調度多種生產模式,實現多品種和小批量轉向架檢修裝配的高效生產。
2.2 轉向架裝配線構架裝配工藝流程
整個轉向架檢修組裝生產線建立在柔性生產理念的基礎上,生產過程中每個轉向架的組裝工藝均略有不同,以達到最佳的裝配質量,其工藝過程以工步作為最小的工藝組裝單元,通過不同的工藝路線進行工藝組合來滿足柔性生產。
備注:對一些特殊工藝過程在軟件設計中處理方法。
(1)對于某些車型需要在落成緊固工位加撒沙裝置時,按落成工序的工位處理。
(2)構架裝配預組按工序處理。
(3)原則上每道工序都應由一到數個工位組成(如工序下確實沒有工位則在軟件中添加虛擬工位),下達給CAA統一按工單—子工單—工步進行下發。
2.3 系統硬件構成
整個MES硬件系統由服務器(應用程序服務器和數據庫服務器)、客戶端(操作終端、工業PC)、數據采集設備(PDA、PAD、RFID閱讀器)和設備控制器,共四大部分組成。控制系統硬件分布如圖2所示。
2.4 系統軟件設計
整個轉向架組裝生產線的業務范圍由10臺AGV、2個立庫(配盤庫、構架庫)和11個作業區(構架配線作業區、構架裝配預組作業區、配盤作業區、線束預組作業區、構架裝配作業區、輪對齊套作業區、落成組裝作業區、零部件預組作業區、轉向架配線組裝作業區、加載試驗作業區、制動試驗作業區)及一個智能吊組成。其中構架組裝線和落成組裝線各為兩條。
支撐整個控制系統的上游系統是MRO系統和車間MES系統。MRO系統為所有型號提供BOM配置數據和拆卸BOM(原始BOM)數據。車間 MES系統提供構架組裝車間和落成車間的生產計劃及零部件需求配送的執行。下游系統主要由AGV執行系統(主要負責工藝路線的調度執行)、CAA系統(主要負責控制系統的工單執行和反饋)、配盤立庫系統(主要負責零部件配盤的執行和出入庫)、構架立庫系統(主要負責構架的出入庫)和智能吊控制系統(主要負責行吊任務的執行)組成。
3? LCS系統與各子系統通訊及接口設計
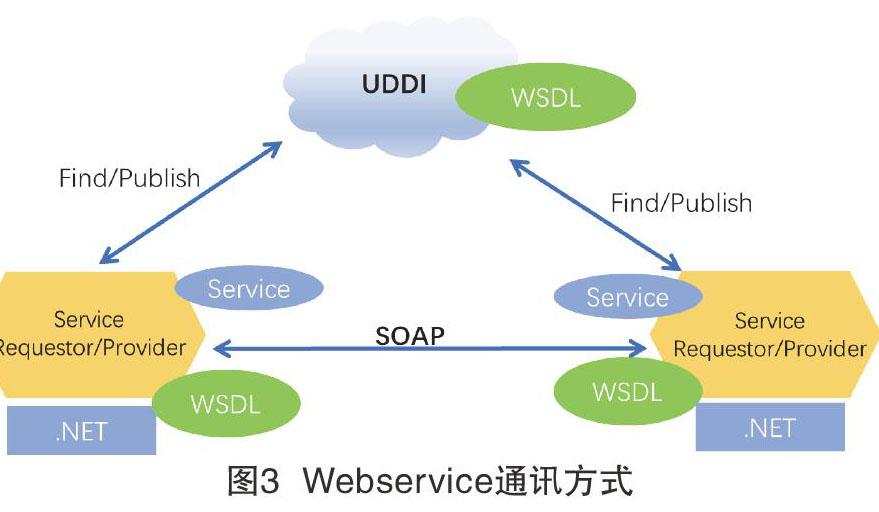
3.1 通訊協議及原理
為了與各子系統進行數據交換,在該構件中采用了即時通訊、實時通訊、本地通訊及ESB總線共四種通訊技術,具體的原理如下。
猜你喜歡
裝備制造技術(2021年2期)2021-07-21 05:38:24
哈爾濱鐵道科技(2020年4期)2020-07-22 02:22:28
制造技術與機床(2019年12期)2020-01-06 03:17:46
西南交通大學學報(2018年5期)2018-11-08 10:58:26
中國科技博覽(2016年18期)2016-10-19 08:43:03
科技視界(2016年21期)2016-10-17 17:06:18
商(2016年27期)2016-10-17 05:41:05
大眾理財顧問(2016年9期)2016-10-11 17:10:17
科技視界(2016年20期)2016-09-29 13:07:14
大眾理財顧問(2016年8期)2016-09-28 14:00:43
