基于分級遞階結構的鐵礦石燒結過程智能控制研究
2019-10-21 09:36:39周紀平
科學與信息化 2019年16期
關鍵詞:智能控制
摘 要 本文針對鐵礦石燒結過程特征,在分級遞階結構基礎上提出智能控制方法,對燒結過程進行有效控制。根據灰色理論與BP神經網絡技術,構建智能預測模型,最后在滿意度協調控制的基礎上,對小礦槽料位與燒結終點進行有效的協調。實驗結果表明,該系統的應用能夠使燒結波動得到有效抑制,燒結產量顯著提升。
關鍵詞 分級遞階結構;鐵礦石;智能控制
引言
在鋼鐵生產過程中,鐵礦石燒結十分重要,能夠為高爐煉鐵提供主要原料,與煉鐵質量、能源消耗、產量等具有重大關聯。燒結過程具有較強的非線性、滯后性、耦合嚴重等特點,對BTP的影響因素眾多,因此需要采用人工智能技術,為燒結工程控制提供有效途徑。
1 智能控制系統概述
1.1 設計需求
燒結礦作為鋼鐵生產的重要環節之一,燒結終點將對燒結礦的質量、數量產生直接影響。在以往生產過程中,很難建立準確、可靠的工業過程模型,致使最終的應用效果也不盡人意。近年來,我國在燒結控制方面將重心放置在BTP研究方面,借助神經網絡技術為BTP預測鋪平道路。但是,在燒結過程中仍然存在信息不健全、工藝復雜等情況,采用單一方式只能在有限的信息中進行計算,無法對BTP中的更多信息進行預測,并且現行控制方式沒有考慮到燒結后的滯后性與混雜特性,以及嚴重耦合對BTP產生的不良影響,導致在實際工業應用中難以與規定的控制要求相符合。
對此,迫切需要提出新的方式提高燒結過程的控制效率。在人工智能不斷發展的背景下,集成建模技術、智能協調策略等應運而生,為燒結過程控制提供了新的發展路徑。本文在分級遞階的基礎上將灰色理論、模糊控制、神經網絡等理論和技術引入其中,構建智能控制系統,實現對燒結過程的有效控制。
1.2 分級遞階結構形式
智能系統采用分級遞階結構形式,將該系統劃分為協調級、執行級與組織級三個層次,堅持“精度與智能成反比”的原則,與決策到控制全局的優化思想相結合,對管理、操作與控制任務進行協調處理,實現子系統的物理協作,從而完成對整個系統的有效控制。在多任務系統運行過程中,具有較為成熟的中斷機制、通信機制、優先權調用機制,能夠在多種平臺下利用計算機將任務進行分層處理,使各項任務能夠分級進行。因此,采用多任務系統能夠實現遞階系統中多項任務有組織、有目的的合理分布,并共處于同一個工作環境中[1]。
1.3 主要結構
在燒結過程中,參數量眾多且耦合嚴重,特別是通過改變燒結機速度對BTP進行調整時,導致圓輥轉速發生改變,對小礦槽料位產生影響,進而影響整個燒結工程。為了提高生產穩定性與燒結礦質量,與工藝標準相結合,將臺車速度設置在1.5—2.5m/min,將料槽位設置在50—80噸之間;在BTP控制中,將目標設定為第22個風箱位置,也就是倒數第二個。與燒結過程特點相結合,本文在分級遞階基礎上設計出一種智能控制方案,構建遞階控制系統,具體如下圖1所示。
在該系統中主要包括智能控制層與基礎自動化層,在基礎自動化層中,主要由通信接口、集散控制系統構成,其中后者可對燒結過程進行全過程控制,通過接口完成PLC與智能控制器間的數據傳輸;在智能控制層中安裝智能控制器對燒結過程進行監督,運行原理為:構建BTP預測模型與軟測量模型,對其進行提前預測和判斷,并在此基礎上建立燒結終點智能控制器,通過對臺車速度進行改變,完成對BTP的有效控制,通過料位控制器對料位進行調整;由于料位與BTP之間具有較大的關聯性,在滿意度基礎上進行協調控制,完成對料位控制器、BTP的有機協調,明確臺車的速度,將其作為智能控制器,在輸入內容上主要為臺車速度、氣體流量與溫度等[2]。
2 智能控制系統的構建
該系統主要由五個部分構成,即BTP預測模型、軟測量模型、預測控制器、智能協調控制模型以及料位控制器,本文將針對上述五個部分進行分別論述和分析。
2.1 BTP預測模型與軟測量模型
(1)BTP預測模型
在燒結過程中,廢氣溫度不斷提升,中部風箱中溫度不斷增加,如若臺車的速度較為緩慢,中部風箱中的廢氣溫度將會飛速上升,BTP的位置也將向前移動;反之,如若臺車的速度較快,則風箱中廢氣溫度上升速度變緩,溫度還可能降低,BTP的位置也將逐漸后移。由此可見,風箱中廢氣溫度與BRP均可對燒結狀態產生一定影響,這也是BTP預測模型中的重要數據。在BTP預測中,首先要對目前BRP數值進行計算,然后構建灰色預測模型,對下一時間段BRP的數值進行預測,最后將臺車速度、BRP數值與此時BRP變化情況輸入到BP神經網絡模型之中進行預測。在對BRP計算過程中,可用Xi代表中部風箱號碼,用Ti代表對應的廢氣溫度,通過數據擬合等方式對A/B/C等系數進行計算,然后采用BRP中的最佳位置廢氣溫度替代Ti,進而計算出BRP當前數值。
在灰色理論指導下,構建BRP預測模型,具體如下:
式中,g(0)(1)代表的是利用BRP原始數據中的首個元素進行建模,序列維數為5;u代表的是灰色量;a代表的是發展系數;a與u的數值均可通過最小二乘法的方式計算出來。
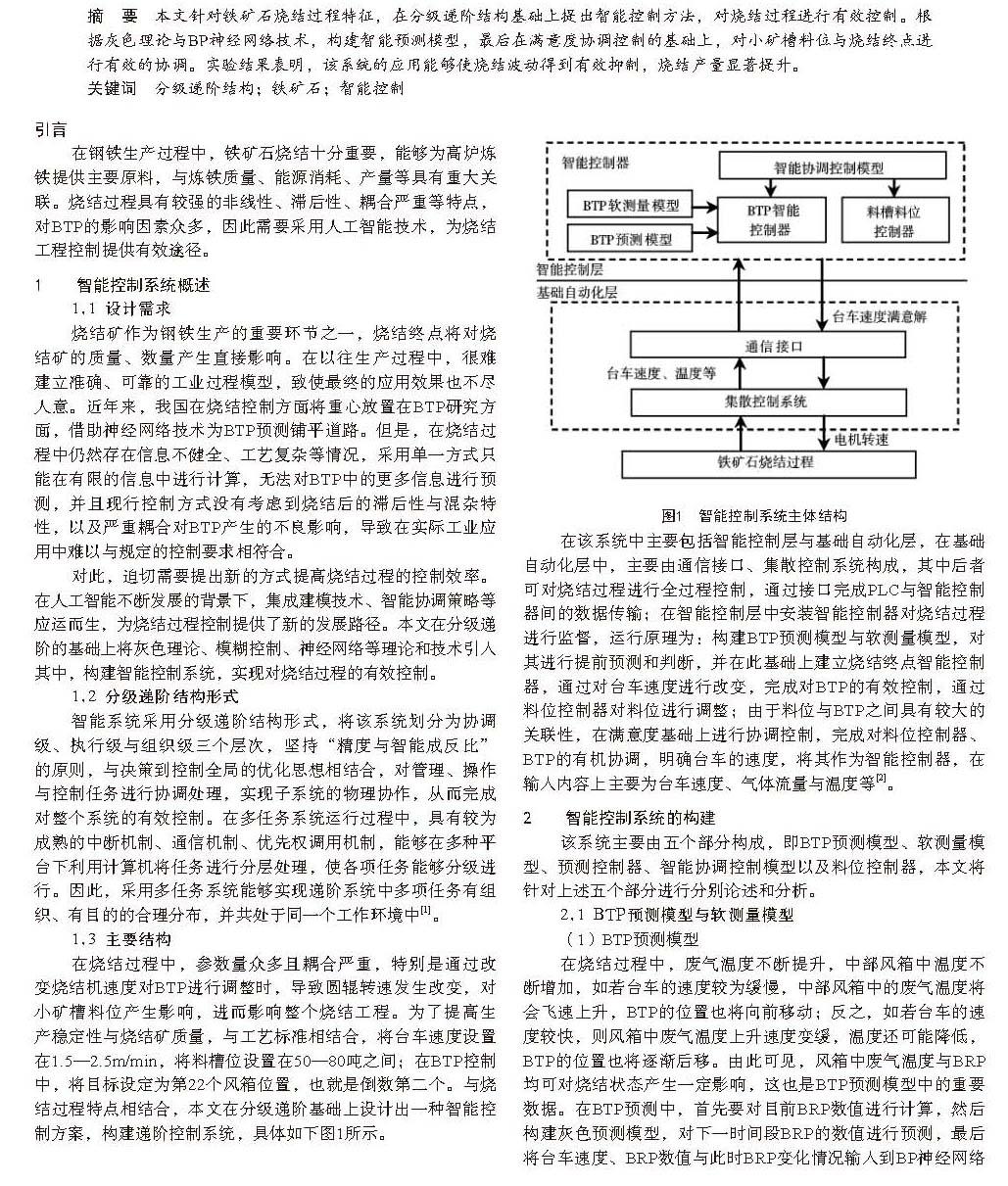
利用BP神經網絡構建的BTP預測模型如圖2所示,該結構中共計擁有4個輸入層和1個輸出層,在隱含層中,神經元的數量為11。假設神經網絡中的輸入變量為xj,其中j的取值范圍為1到4,則可將BTP預測模型表示為:
式中,
代表的是第j個輸入變量與第i個神經元的權值;
代表的是第i個隱層神經元與輸出層之間的權值;bi代表的是第i個隱層神經元的閾值,其中i的數值取值為1到11;b0代表的是輸出神經元的閾值[3]。
(2) BTP軟測量模型
與燒結理論相結合,BTP代表的是燒結機中廢氣溫度最大時相對風箱的位置。在風箱附近對廢氣溫度進行測量時,可根據二次多項式對分布曲線進行擬合,表達式為:
式中,Ti代表的是風箱廢氣溫度;A、B、C均代表二項式系數;Xi代表的是風箱位置,通過對實際數據進行擬合后,可對BTP的位置進行計算。
2.2 BTP智能控制器
在混雜模糊-預測的基礎上構建智能控制模型,對臺車速度值進行預測和優化,完成對BTP的有效控制,具體措施為:建立預測控制器與模糊控制器,構建轉換模型,二者相互協調投入運行。
(1)模糊反饋控制器
該控制器的輸入變量設置成第22個風箱處,并與BTP數值間存在偏差,差值大小用e表示,偏差的大小變化情況用ec表示;用△u對臺車速度進行測量,將測量結果作為輸出變量。在模糊反饋控制器中,上述三個變量均采用7個模糊自己,輸入變量的基本論域在-1.0到1.0之間,輸出變量基本論域在-0.2到0.2之間,臺車速度變化在-0.15到0.15m/min之間,在模糊論域中,輸入變量為-6、-5、-4、-3、-2、-1、0、1、2、3、4、5、6;輸出變量為-6、-5、-4、-3、-2、-1、0、1、2、3、4、5、6;臺車速度變化量為-7、-6、-5、-4、-3、-2、-1、0、1、2、3、4、5、6、7;其中前兩者均為鐘型隸屬度函數,UC為三角形隸屬函數,經過機理分析與專家總結可制定出模糊控制規則表,利用重心法對其進行模糊判決[4]。
(2)預測控制器
該控制器主要由預測模糊器與BTP預測模型構成,在實際運行中包括BTP預測、動態系統特性辨識、模糊控制幾個方面,算法如下:
第一:對動態系統特性進行辨識,對神經網絡進行訓練后,實現BP網絡對系統模型的辨識;
第二:系統對響應特征進行預測,借助已經訓練完畢的BP預測模型,對BTP的預測數值進行計算;
對BTP的預測值與設定值間的偏差進行計算,將偏差變化率與偏差當作輸入變量,利用控制器進行分析,從而對控制量進行計算;
反復執行上述流程,直至整個過程結束。
(3)軟切換模型
在預測控制器與模糊控制器二者轉變的過程中,重點在于BTP所處狀態是否穩定,如若其處于穩定狀態,則采用模糊控制器進行輸出;如若其狀態不穩定,則采用預測控制器進行輸出。對于中部風箱來說,其內部的廢氣溫度與BTP之間具有較為顯著的聯系,可通過對其變化進行觀察,構建軟切換模型,具體如下:
式中,N的數值為3,T(k)代表的是k時刻中部風箱廢氣溫度;Tdi(k)代表的是偏差的平均值;Ti(k)代表的是穩定狀態下標準溫度值;
根據模糊數學思想,對軟切換系數進行計算,公式為:
式中,lim1與lim2代表的是T(k)與(k)的最大值與最小值,與燒結實際情況相結合,將lim1的數值設置為50℃,將lim2的數值設置為10℃;
假設模糊反饋控制器中輸出強度系數為a,預測控制器中的輸出強度為a2,二者的計算方式為:
a1=a=max(k1,k2)
a2=1-a
在BTP控制器中采用加權平均法對輸出數值進行計算。
3 基于滿意度的智能協調控制措施
為了防止混合料的料槽中出現缺料或者料多等情況,本文在專家控制系統上利用調節臺車速度對料位進行控制。在專家控制器的輸入變量中,與當前料位與變化情況相結合,臺車的速度與輸出變量相一致。在控制目標上,應將料位始終保持在50到80噸之間,該區間屬于安全范圍,既不會出現缺料,也不會出現料多等情況,因此控制量并非只有單一的解,在控制器的輸出方面,屬于臺車速度的變化范圍,可與專家規則相結合進行制定。在料位控制與BTP控制方面,主要采用改變臺車速度的方式,使兩個控制回路間的耦合關系得到有效解決,二者在調整后能夠自由的協調,在滿意度的基礎上實現協調和優化目標,使臺車的速度進行計算,并求出最終的滿意解。
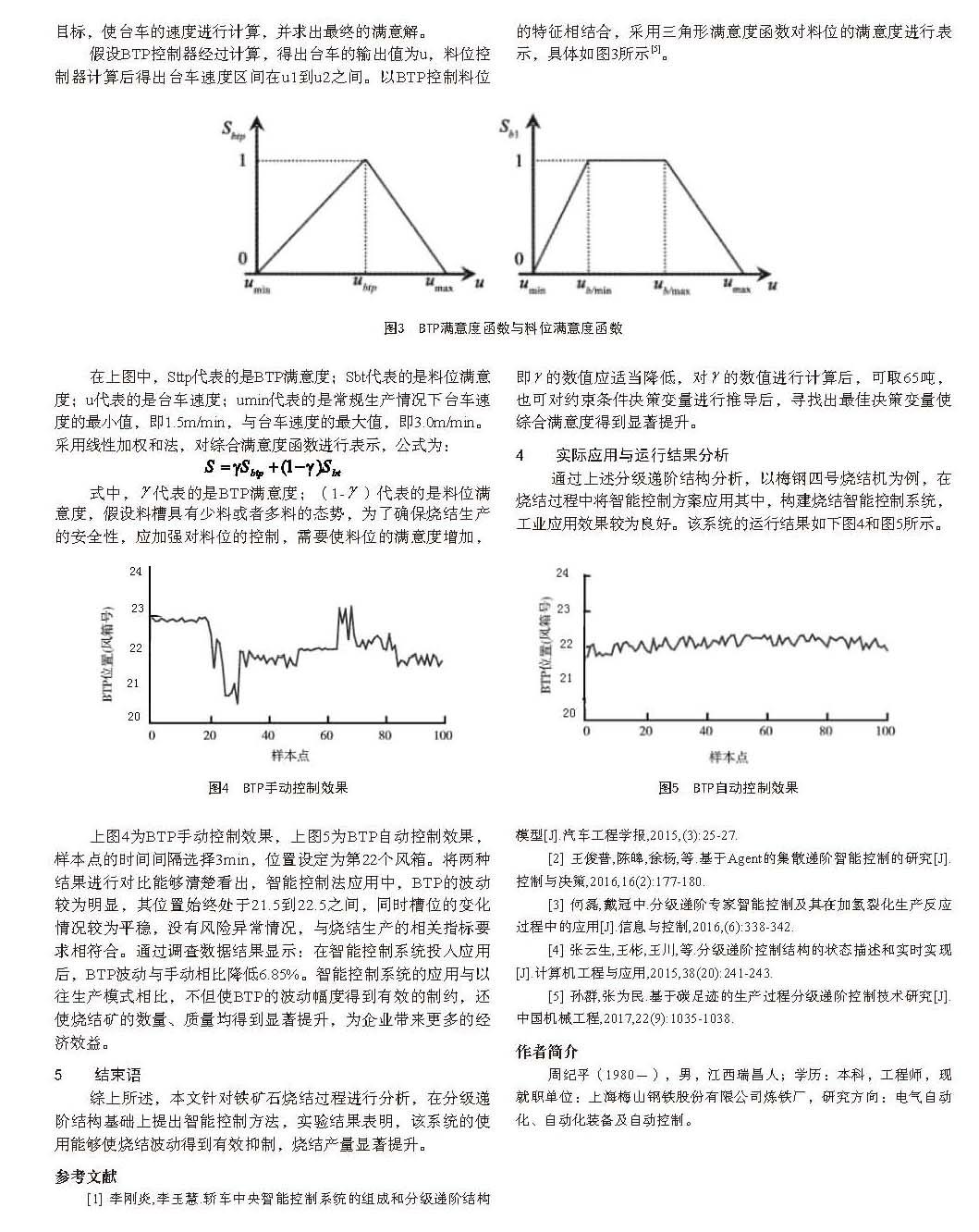
假設BTP控制器經過計算,得出臺車的輸出值為u,料位控制器計算后得出臺車速度區間在u1到u2之間。以BTP控制料位的特征相結合,采用三角形滿意度函數對料位的滿意度進行表示,具體如圖3所示[5]。
在上圖中,Sttp代表的是BTP滿意度;Sbt代表的是料位滿意度;u代表的是臺車速度;umin代表的是常規生產情況下臺車速度的最小值,即1.5m/min,與臺車速度的最大值,即3.0m/min。采用線性加權和法,對綜合滿意度函數進行表示,公式為:
式中,代表的是BTP滿意度;(1-)代表的是料位滿意度,假設料槽具有少料或者多料的態勢,為了確保燒結生產的安全性,應加強對料位的控制,需要使料位的滿意度增加,即的數值應適當降低,對的數值進行計算后,可取65噸,也可對約束條件決策變量進行推導后,尋找出最佳決策變量使綜合滿意度得到顯著提升。
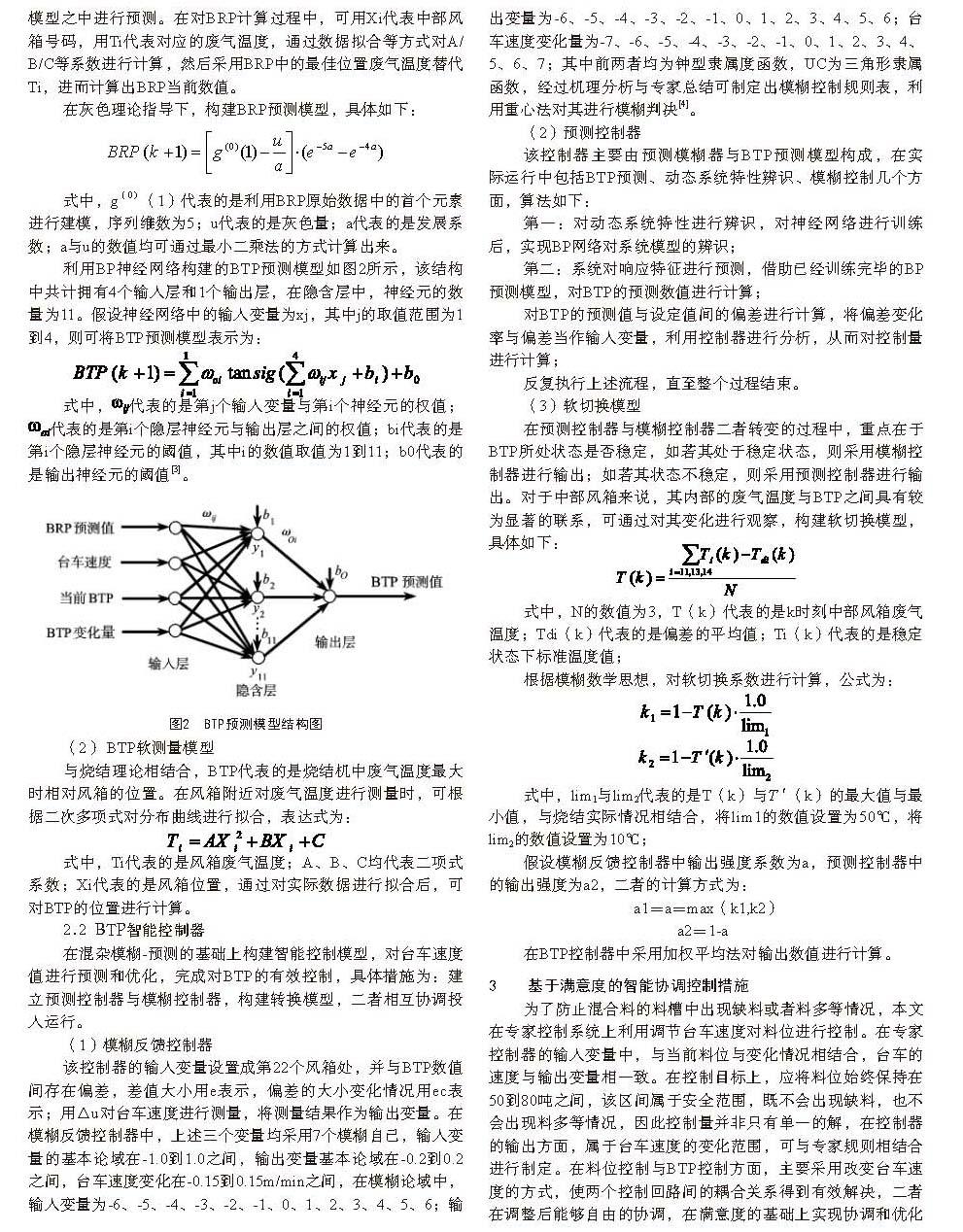
4 實際應用與運行結果分析
通過上述分級遞階結構分析,以梅鋼四號燒結機為例,在燒結過程中將智能控制方案應用其中,構建燒結智能控制系統,工業應用效果較為良好。該系統的運行結果如下圖4和圖5所示。
上圖4為BTP手動控制效果,上圖5為BTP自動控制效果,樣本點的時間間隔選擇3min,位置設定為第22個風箱。將兩種結果進行對比能夠清楚看出,智能控制法應用中,BTP的波動較為明顯,其位置始終處于21.5到22.5之間,同時槽位的變化情況較為平穩,沒有風險異常情況,與燒結生產的相關指標要求相符合。通過調查數據結果顯示:在智能控制系統投入應用后,BTP波動與手動相比降低6.85%。智能控制系統的應用與以往生產模式相比,不但使BTP的波動幅度得到有效的制約,還使燒結礦的數量、質量均得到顯著提升,為企業帶來更多的經濟效益。
5 結束語
綜上所述,本文針對鐵礦石燒結過程進行分析,在分級遞階結構基礎上提出智能控制方法,實驗結果表明,該系統的使用能夠使燒結波動得到有效抑制,燒結產量顯著提升。
參考文獻
[1] 李剛炎,李玉慧.轎車中央智能控制系統的組成和分級遞階結構模型[J].汽車工程學報,2015,(3):25-27.
[2] 王俊普,陳皞,徐楊,等.基于Agent的集散遞階智能控制的研究[J].控制與決策,2016,16(2):177-180.
[3] 何磊,戴冠中.分級遞階專家智能控制及其在加氫裂化生產反應過程中的應用[J].信息與控制,2016,(6):338-342.
[4] 張云生,王彬,王川,等.分級遞階控制結構的狀態描述和實時實現[J].計算機工程與應用,2015,38(20):241-243.
[5] 孫群,張為民.基于碳足跡的生產過程分級遞階控制技術研究[J].中國機械工程,2017,22(9):1035-1038.
作者簡介
周紀平(1980-),男,江西瑞昌人;學歷:本科,工程師,現就職單位:上海梅山鋼鐵股份有限公司煉鐵廠,研究方向:電氣自動化、自動化裝備及自動控制。
猜你喜歡
卷宗(2016年10期)2017-01-21 15:33:38
科技創新與應用(2016年34期)2016-12-23 16:04:06
科技創新與應用(2016年34期)2016-12-23 09:52:55
電子技術與軟件工程(2016年20期)2016-12-21 11:36:49
電子技術與軟件工程(2016年20期)2016-12-21 11:00:56
計算機教育(2016年10期)2016-12-19 12:15:52
演藝科技(2016年10期)2016-11-26 22:11:21
科學與財富(2016年28期)2016-10-14 04:41:37
科技視界(2016年4期)2016-02-22 19:51:01