補(bǔ)強(qiáng)體系對(duì)橡膠減振制品電泳性能的影響
2019-10-21 23:01:48方紅胡勝超
中國(guó)化工貿(mào)易·中旬刊 2019年8期
方紅 胡勝超
摘 要:考察了天然橡膠補(bǔ)強(qiáng)體系對(duì)橡膠減振制品電泳性能的影響。橡膠配方中補(bǔ)強(qiáng)體系含量較低時(shí),雖然橡膠的導(dǎo)電性能較低,電泳性能滿足要求,但是其膠料硬度低、導(dǎo)致制品剛度較低,使得制品性能不合格。炭黑粒徑越小(比表面積越大),電阻越小,絕緣性能下降,使得橡膠制品表面存在油漆,制品外觀不合格。優(yōu)選炭黑N550、N774等大顆粒與白炭黑協(xié)同補(bǔ)強(qiáng)天然橡膠時(shí),可以制備合格的制品。
關(guān)鍵詞:減振制品;橡膠;炭黑;白炭黑;陰極電泳漆
進(jìn)入21世紀(jì),汽車代步成為人們必不可少的交通工具。隨著汽車逐步進(jìn)入家庭化,人們對(duì)乘坐舒服性、安全性、操作性、外觀美感的要求越來(lái)越高,因此橡膠減振制品在汽車上得到越來(lái)越廣泛的應(yīng)用。橡膠減振制品按照結(jié)構(gòu)方法分為以下幾類:全橡膠制品;帶骨架材料制品。
骨架材料又分為金屬材料和非金屬材料。有些金屬材料類制品裸漏在空氣中,金屬材料長(zhǎng)時(shí)間與空氣接觸和雨水接觸,導(dǎo)致金屬材料生銹。因此需對(duì)金屬材料進(jìn)行表面處理,如:磷化、靜電噴涂、電鍍、自泳、電泳等工藝。
電泳涂裝是將具有導(dǎo)電性的被涂工件,浸漬在裝水稀釋濃度比較低的電泳涂料槽中作為陰極(或陽(yáng)極),在槽中另投置與其相對(duì)應(yīng)的陽(yáng)極(或陰極),在兩極間通一定時(shí)間的直流電,通過(guò)物理化學(xué)作用將漆沉積在被涂工件上,形成水不溶性膜的一種涂裝方法。電泳涂裝的優(yōu)點(diǎn):
容易實(shí)現(xiàn)機(jī)械化和自動(dòng)化。減輕勞動(dòng)強(qiáng)度、提高生產(chǎn)效率;
電泳涂裝由于在電場(chǎng)的作用下成膜均勻,所以適合于形狀復(fù)雜,有邊緣棱角、孔穴的加工件、焊接件等,而且可以調(diào)整通電量,在一定程度上控制膜厚,耐腐蝕性能得到明顯提高;
帶電荷的高分子顆粒在電場(chǎng)作用下定向沉積,因而電泳涂裝漆膜的耐水性很好,漆膜的附著力強(qiáng);
電泳涂裝使用漆液濃度低,粘度低,由于浸泡作用粘附被涂工件,所以帶出損耗的漆較少。漆可以充分利用,特別是UF技術(shù)應(yīng)用于電泳涂裝后,漆液的利用率高;
電泳漆中采用純凈水做溶劑,免除了火災(zāi)危險(xiǎn)。大大降低了水和空氣的污染,明顯地減少了環(huán)保設(shè)備費(fèi)用,沒(méi)有溶劑易燃易炸的危險(xiǎn),改善了環(huán)境污染;
提高漆膜的平整性,外觀視覺(jué)好看。
因電泳涂裝具有以上優(yōu)點(diǎn),所以目前電泳涂裝的應(yīng)用廣泛,如:汽車、家用電器、開(kāi)關(guān)、電子元件等。
隨著減振制品剛度的提高,膠料硬度有所升高、填料增加、相應(yīng)配方含膠率有所下降。NR本身不導(dǎo)電,隨著膠料的硬度有所提高,配方中添加的炭黑量和其他填料的量的增大,配方含膠率降低,配方中添加劑、補(bǔ)強(qiáng)劑等形成連體,導(dǎo)致橡膠制品導(dǎo)電。因此在電泳金屬類制品時(shí)金屬材料和橡膠材料上面都會(huì)吸附油漆,影響制品性能和外觀。本文主要討論同種配方體系不同補(bǔ)強(qiáng)劑的配方對(duì)電泳工藝的影響。
1 實(shí)驗(yàn)
1.1 主要原材料
天然橡膠(NR),越南3L;順丁橡膠(BR),燕山石化;防老劑、促進(jìn)劑、硫磺,濮陽(yáng)蔚林化工股份有限公司;炭黑N330、N550、N774,卡博特(中國(guó))有限公司;白炭黑ZEOSIL-175Gr,羅地亞白炭黑有限公司;陰極電泳漆,杭州優(yōu)立化工有限公司。
1.2 主要設(shè)備與儀器
密閉式煉膠機(jī),大連第二橡塑機(jī)械有限公司? ;開(kāi)放式煉膠機(jī),威福興機(jī)械(上海)有限公司;硬度計(jì),上海六菱儀器廠;注射機(jī),磐石油壓工業(yè)(安徽)有限公司;MTS831,美特斯工業(yè)系統(tǒng)有限公司;MTS833,美特斯工業(yè)系統(tǒng)有限公司;電泳設(shè)備,溫州華泰電泳設(shè)備有限公司;電泳漆,杭州優(yōu)立化工有限公司。
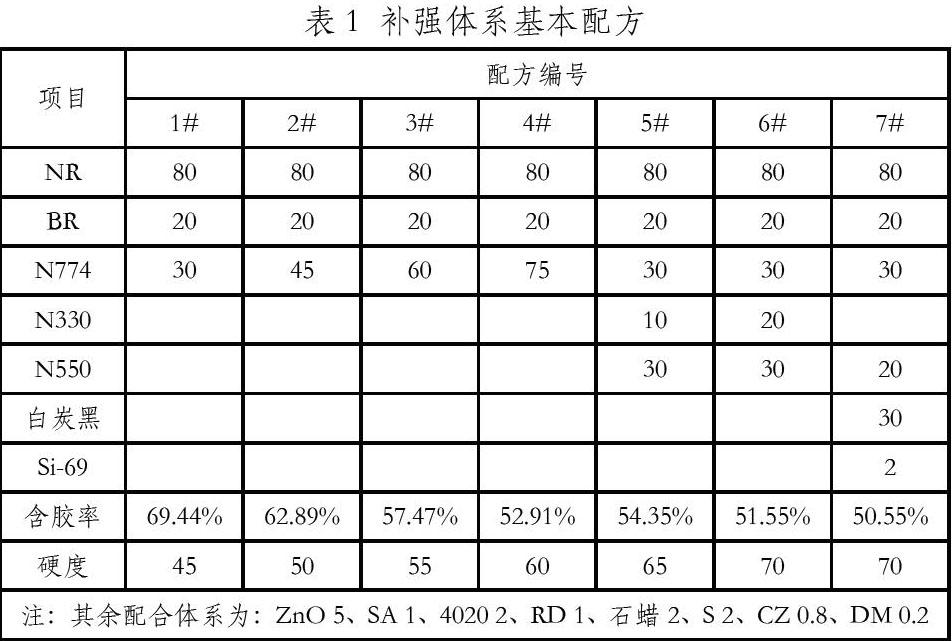
1.3 配方
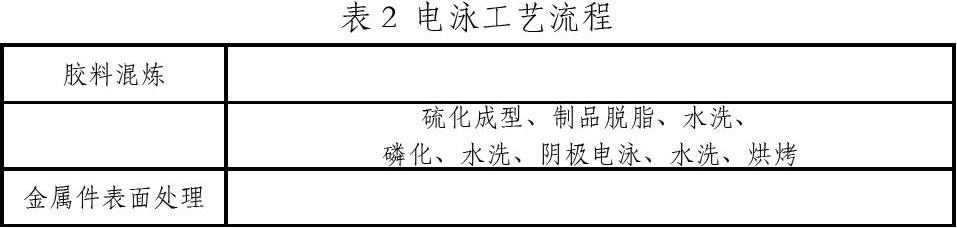
1.4 工藝流程
2 結(jié)果與討論
實(shí)驗(yàn)對(duì)比:
根據(jù)制品性能要求:1#、2#、3#、4#、5#配方做出制品檢測(cè)靜剛度偏低、動(dòng)剛度偏低,不合格。6#、7#配方靜剛度合格、動(dòng)剛度合格。
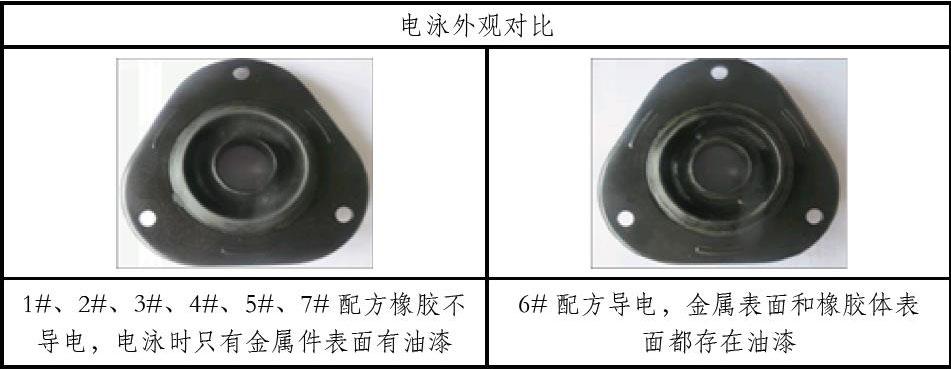
電泳外觀對(duì)比
1#、2#、3#、4#、5#、7#配方橡膠不導(dǎo)電,電泳時(shí)只有金屬件表面有油漆 6#配方導(dǎo)電,金屬表面和橡膠體表面都存在油漆
使用1#、2#、3#、4#、5#、6#、7#配方制品進(jìn)行電泳,1#、2#、3#、4#、5#、7#配方橡膠不導(dǎo)電,電泳時(shí)只有金屬件表面有油漆,6#配方導(dǎo)電,金屬表面和橡膠體表面都存在油漆。
產(chǎn)品剛度曲線
為了得到合格橡膠減振制品,對(duì)電泳工藝進(jìn)行了調(diào)整,具體調(diào)整工藝見(jiàn)表。
雖6#配方性能合格,但是橡膠配方導(dǎo)電,制品膠料表明吸附油漆,通過(guò)調(diào)整電泳工藝,制品表明依然有油漆,無(wú)法投入生產(chǎn)。
3 結(jié)論
1#、2#、3#、4#、5#配方低硬度膠料使用粗粒子炭黑橡膠配方絕緣,制品表面沒(méi)有油漆;6#、7#配方對(duì)比,硬度相同、雖然7#配方含膠率低于6#配方,但是7#配方絕緣性能良好。所以橡膠減振類制品(橡膠和金屬粘結(jié)件)需要采用電泳涂裝工藝進(jìn)行電泳時(shí),橡膠配方需要使用粗粒子炭黑或者無(wú)機(jī)補(bǔ)強(qiáng)劑,避開(kāi)高補(bǔ)強(qiáng)的小粒徑炭黑。
有7#配方得出以下結(jié)合:
在120V電壓、25℃溫度情況下,隨著電泳時(shí)間增加,電沉積量也增加,泳透深度增大,漆膜厚度逐步增加;
在150V電壓、25℃溫度情況下,隨著電泳時(shí)間增加,電沉積量也增加,泳透深度增大,漆膜厚度逐步增加。但當(dāng)漆膜打到一定厚度時(shí),由于電阻的影響,電泳時(shí)間在延長(zhǎng),也不可能在增加膜厚;
在180V高電壓、25℃溫度情況下,電壓高,電沉積速度提高、漆膜增厚。但電壓高,電解反應(yīng)加劇隨著電泳時(shí)間增加出現(xiàn)電擊穿返溶而導(dǎo)致漆,膜外觀狀態(tài)變壞。
實(shí)驗(yàn)7#配方電泳1#、2#、3#、4#、7#、9#制品鹽霧性能不合格。實(shí)驗(yàn)5#、6#、8#制品鹽霧性能合格,但實(shí)驗(yàn)6#制品電泳時(shí)間長(zhǎng)于實(shí)驗(yàn)5#制品電泳時(shí)間,生產(chǎn)效率低下。實(shí)驗(yàn)8#制品電泳使用高壓電泳,存在電擊穿返溶風(fēng)險(xiǎn)。所以在生產(chǎn)時(shí)采用實(shí)驗(yàn)5#電泳工藝條件生產(chǎn)制品,滿足制品性能要求。
參考文獻(xiàn):
[1]蘇貴榮.實(shí)用橡膠配合技術(shù)[M].咸陽(yáng):西北橡膠塑料研究院,2010(06):24-27.
[2]楊清芝.實(shí)用橡膠工藝學(xué)[M].北京:化學(xué)工藝出版社,2005 (04):78-91.
[3] JB/T10242-2001.陰極電泳涂裝通用技術(shù)范[S].中國(guó)機(jī)械工業(yè)聯(lián)合會(huì),2001.
[4] GBT1771-2007.色漆和清漆耐中性鹽霧性能的測(cè)定[S].中華人民共和國(guó)國(guó)家質(zhì)量監(jiān)督檢驗(yàn)檢疫總局,中國(guó)國(guó)家標(biāo)準(zhǔn)化管理委員會(huì),2008.
