門座起重機金屬結構檢驗方法探討
2019-10-21 09:31:11楊竣
科學導報·科學工程與電力 2019年27期
楊竣
【摘 ?要】因為門座起重機結構大型且復雜,工作級別高,工況復雜,在我們實際使用作業中容易出現各種故障及破壞,以致降低或失去其預定的功能,甚至造成災難性的事故,使生產過程不能正常運行而造成巨大的經濟損失。本文主要對門座起重機結構特點、門座起重機運行狀態、門座起重機故障診斷方法以及處理方法做了具體分析,以供參考。
【關鍵詞】門座起重機;金屬結構;應力測試;無損檢測
一、引言
隨著運輸物流行業的快速發展,社會對港口門座起重機的依賴性也越高,對設備的安全可靠性要求越高。門座起重機多被用于海港和內河港口等地方工作,門座起重機的運行故障率,安全性,影響作業效率,進而影響港口的經濟效益。因此有必要明確門座起重機金屬結構故障發生的部位,并有針對性地進行檢驗和處理。
二、門座起重機金屬結構特點
門座起重機的結構分為四大機構,包括起升機構、變幅機構、旋轉機構、行走機構。前三個機構為工作機構,行走機構為非工作機構。工作機構中金屬結構包括了平衡系統、臂架系統、人字架、回轉平臺、司機室及機器房等。目前港口采用較多的一種門架結構。其為剛性拉桿四連桿式組合臂架系統,利用鉸軸來連接象鼻梁、剛性拉桿與臂架三部分,并與起重機機架組成四連桿機構,這樣便可以在變幅過程中實現貨物的水平移動,通過杠桿和活動平衡重來保證臂架系統的自重平衡。
三、門座起重機運行狀態分析
門座起重機是一種間歇動作的機械,它具有短暫、重復、周期性循環、起制動頻繁、沖擊載荷大等工作特點,從而容易導致在使用過程中出現意想不到的開裂、變形等,對安全生產造成嚴重的威脅。
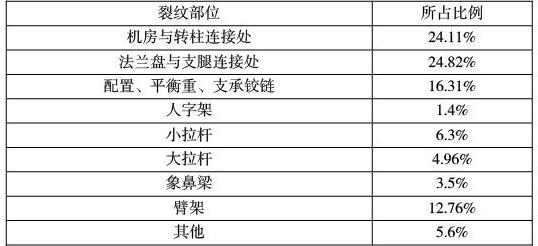
(1)裂縫;根據對設備事故的調查分析(1),疲勞裂紋是門座起重機金屬結構最常見和最危險的缺陷,由此引起的故障約占金屬結構故障80%以上。門座結構的所有重要部位均有裂紋,通過對全國各主要港口門座起重機金屬結構故障的調查和歸納分析(2),裂紋所在部位分布情況分別如下表:
由上數據分析可知,裂紋是門座起重機金屬結構的主要故障。門座起重機在運行過程中如果出現了裂紋,就會影響起重機的整體運行,如果裂紋的現象過于嚴重,還有可能引發安全事故。裂紋產生的原因有:制造時采用的原材料的質量不符合標準要求、機零部件安裝不到位、焊接部位的焊接缺、陷焊接工藝等,都有可能導致門座起重機產生裂紋。起重機的作業載荷都比較復雜,在工作過程中不僅要承受的工作荷載,還要承受其他沖擊荷載(如風載荷)及熱脹冷縮的交變應力等,會使起重機金屬結構出現疲勞損傷,進而產生裂紋。另外,因為港口地區是露天作業,在濕度高、鹽堿度高等不良天氣的影響下,門座起重機會發生一定的銹蝕,久而久之就會加速裂紋的發展,影響起重機的正常使用,縮短起重機的使用壽命。
(2)變形;港口門座起重機受力相對復雜,容易使受力構件產生變形,變形的部位通常位于象鼻梁、大、小拉桿、主臂等部位,變形的原因主要有制造時焊接工藝及焊接缺陷產生的變形,使用時超載引起的結構變形,受外力撞擊而產生的變形等。結構變形相對裂紋在規定的載荷下使用出現的較少,但產生的危害同樣嚴重,因此,應加強日常的檢查,對相對容易產生裂紋變形的部位多加關注,確保設備的安全使用。
四、起重機金屬結構檢測方法與設定
起重機涉及的金屬結構檢測方法:(1)靜態應力測試的目的是得知金屬結構關鍵點的受力情況,從而判斷測點處的靜強度是否滿足要求。(2)動態應力測試的目的是判斷結構動強度是否滿足工作要求。(3)無損檢測的目的是對結構件重要焊縫進行無損探傷抽查檢測,觀察有無疲勞開裂等現象,以便采取修復加固等有效措施。(4)對主梁上拱度及受載后的撓度的測量是為了判斷上拱和撓度值是否符合起重機相關標準規定。
為使門座起重機的結構強度達到其日常工作的要求,在測試的過程中要盡可能的設置與實際工作狀態更接近的工況。應力檢測需要在起重機靜載和動載兩大類工況下進行,依據儀器所記錄的應力曲線讀取應力最大峰值和應力穩態值并計算應力對比值(應力最大峰值/應力穩態值)。
五、門機金屬結構檢驗結果對比
1.應力測試。本次測試采用電阻應變方法,即在所需測量的位置布置相應數量的電阻應變片,利用應變片所具有的金屬應變電阻效應,測取、記錄測點處應變值的大小,并應用虎克定律計算得到各測點處應力值的大小。
2.結果分析
2.1應力測試結果分析。實際測得的測試數據可以得出:該起重機在滿載作用下,最大應力出現在起重機門座腿上部與上支承環聯接的截面,起重臂處在225°位置時,該截面的應力最大值為120.5 MPa,該門座腿采用Q235材質的鋼板焊接而成,由負重載荷引起的應力未超出材料常溫下的許用應力([σ1]=156.7 MPa)。其次,臂架與行走機構平衡梁受力相對較大。由應力結果來看,最大應力值出現在門腿與上支承環連接處,由負載引起的應力最大值為-101.22 MPa。由表3可知,最大應力值出現在門腿與上支承環連接處,由負載引起的應力最大值為-44.52 MPa。
2.2無損測試結果分析。(1)門機檢測中發現裂紋5處,表面氣孔、夾渣、咬邊等多處,裂紋大多產生于起重機金屬結構受拉或剪切正應力及臺車中部支承軸補強板等應力集中的焊縫處,穿透性裂紋出現在回轉平臺與門腿結合面焊縫處及人字架底部偏上變截面處,出現穿透性裂紋的兩個部位在起重機的使用過程中不斷承受交變載荷,發生疲勞破壞,撕裂了此處全厚度鋼板長度分別達110 mm和70 mm,并有向內擴展的趨勢。全部的5處裂紋均已及時提出整改要求,深度較淺的經打磨后加焊補,裂紋深度超過母材公稱壁厚10%或超過2 mm的及穿透性裂紋均采用碳弧氣刨,按要求將裂紋全部刨除,并按要求刨出坡口,并用角磨機打磨去除滲碳層后按工藝要求實施多層堆焊成形,經探傷復檢后未發現新超標缺陷。在原缺陷產生位置處的焊縫表面及近表面處的缺陷得到消除,保障了本部份金屬結構的安全使用。(2)門機檢測中發現2處較大裂紋。位置在支腿與上支承環連接板焊接處,裂紋長度分別達430 mm和450 mm。對于這些較大的裂紋缺陷,建議使用單位要找有資質的廠家制定合理的修復工藝措施進行整改,整改后對應位置以及其它相似結構位置還應做為該門座起重機日常管理的監護重點。
結語
總之,該方法對門座起重機金屬結構的靜載、動載應力情況進行檢測與分析,可以較客觀準確地判定起重機金屬結構的強度是否滿足工作要求。在檢驗中可以準確的檢測出裂紋、變形或較大的風險點,是檢驗結果的準確性、真實性的有效依據,確保港口作業起重機的結構安全性,對門座起重機的檢驗有重要意義。
參考文獻:
[1]趙章焰.機械承載結構裂紋診斷控制與維修方法的研究及應用.2001.2
[2]運向勇.深圳市港口起重機安全狀況及分析.起重運輸機械,2000.1
[3]張海洋.淺談門座起重機金屬結構檢驗方法.2018.
[4]劉紅英,探討門座起重機金屬結構檢驗方法研究.2017.
(作者單位:海南省鍋爐壓力容器與特種設備檢驗所)
