全自動智能取料試管貼標機研制
2019-10-21 07:01:15鄭開經
大眾科學·上旬 2019年10期
鄭開經
摘 要:為解決現在醫院化驗室采血試管使用手工貼標簽方式效率低、易出錯、不美觀問題,研究了一種高效、貼標精準、出錯率極低的全自動貼標機。利用上位機和ARM聯合控制,通過連接醫院LIS系統,可以即時同步需要做檢查病人的信息,自動選取打印內容和化驗的試管種類;通過ARM對旋轉機構和打印時間的精準控制,使每一個帶有病人信息的標簽都可以平整地貼在Φ12mm試管指定位置上。設備從接收到貼標命令到完成動作出料只需4s/支,是手工速度的7倍以上。全自動試管貼標機保證了貼標內容的準確無誤,同時大大提高了貼標工作效率。
關鍵詞:ARM;LIS;貼標機;試管;自動化;步進電機;優化算法
引言:
隨著大眾健康意識的不斷提升與人口老齡化的沖擊,醫療衛生系統的工作負荷愈發沉重,提高醫護工作者的工作效率勢在必行。傳統的醫療機構采用人工方式對真空采血管進行貼標,該方式易造成采血管的二次污染,且人工方式效率低下[1]。現有的幾款自動試管分揀與貼標機無法滿足大眾日益提升的需求。本著實用性、高效性、低成本、可擴充等原則進行設計,采用單片機和上位機的共同控制,設計了一種可以快速將病人的個人信息準確無誤地貼到試管上,而且可以提高貼簽的效率和準確性的全自動貼簽機[2]。貼簽機的應用可使化驗室醫務人員便捷地進行試管貼標工作,且方便醫院進行病人檔案管理。
1工作原理
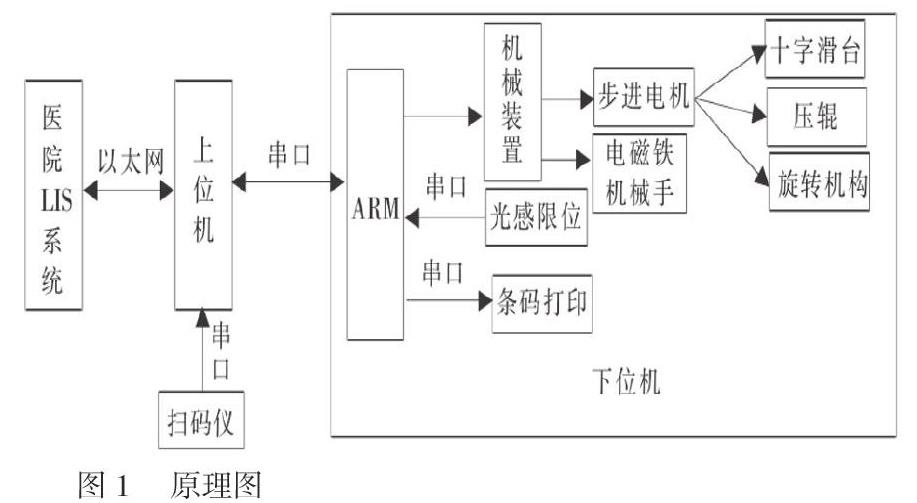
全自動試管貼標機的主要功能,是先通過掃碼儀采集需做檢查的病人的代碼,上位機再利用代碼向醫院LIS系統發出該病人信息的請求,獲得所需患者的相關信息及檢驗項目,提取需要打印出來的信息并生成條碼,再把這些信息傳送到ARM與設定好的標簽打印模板生成標簽,然后控制條碼打印機打印標簽,配合機械結構實現將標簽平整貼到試管上的工作。ARM將通過報文將工作狀態反饋給上位機,完成后上位機給LIS系統中標本進行標記,整個自動試管貼標機系統的控制命令傳遞、工作實現、狀態信息反饋完成。原理如圖1所示。
圖1 原理圖
2機械結構設計
2.1多功能試管倉結構設計
多功能料倉由8個排料倉組成,可以放置8種常用的化驗試管,各個倉寬度為國標試管管體直徑Φ12,而試管帽直徑大于Φ12,則能夠架在倉體上,倉體采用45°傾斜角放置,保證試管可以利用自身重力滑落到倉體下端,配合機械手進行夾取[3]。同時可以在同樣的空間中放置更多的試管,下方空間還可以安置控制電路。在每個料倉下端安裝光感,實現實時監測倉內試管數量和取料判斷功能。
2.2十字滑臺結構設計
十字滑臺主要配合機械手實現在X、Y兩個軸向的移動,每個軸向上由一個步進電機控制,使機械手能夠精準到達所需試管的料倉位置進行抓取及運送到貼標機構處。機械手位置準確與否直接影響取料、送料的可靠性,步進電機生產成本低,方便維修,結構少,排除累計誤差,可有效帶動負載慣量。如果為非超載狀態,可以在該表脈沖數、信號頻率之后實現停止位置、轉速的控制。
2.3機械手結構設計
機械手負責對試管的抓取和釋放兩個動作,主要由一片電磁鐵構成。電磁鐵采用功率15W最大吸合力20N的較大型號,考慮到試管倉試管間的擠壓力保證能夠可靠取料。電磁鐵1通電吸合兩側鐵片,機械手抓緊,斷電則松開。
2.4旋轉貼標結構設計
三輥旋轉貼標機構主要由1個步進電機帶動的2個主輥和另一個電機帶動只具有壓緊功能的從動壓輥組成。主輥電機是齒輪軸,方便用皮帶帶動2個主輥旋轉,而壓輥電機使用絲杠軸,讓壓輥固定件可以帶動壓輥橫向運動,實現壓緊動作。金屬輥外包裹一層尼龍,尼龍本身硬度適中且具有一定彈性,可保證輥與試管貼合緊密。當試管移動到旋轉機構中心時,壓輥橫向運動,使三輥壓緊試管,從而通過主輥旋轉帶動試管和壓輥旋轉。為了保證壓輥壓在試管上的受力均衡,使用兩個同型號的電機安裝在壓輥固定件的上半段和下半段,也使壓輥前后運動更可靠。
2.5打印機結構設計
打印機采用熱敏標簽打印機,打印清晰,速度快,熱敏頭壽命長,更換便簽紙也很方便。這種打印機可編程,自帶指令集支持ARM直接發送報文控制動作和打印內容。打印機有自剝離托附紙及回收的功能,利用30mm×50mm便簽紙自帶的挺度,可以使其自然平整地送到壓輥和試管之間縫隙,旋轉機構旋轉時尼龍材質有彈性的壓輥可以輕松將標簽紙卷到試管壁上,完成貼標工作。
2.6出料結構設計
出料機構由推拉式電磁鐵和試管托片組成,電磁鐵一端與托片相連接,實現托片的伸縮動作。電磁鐵采用12V最大吸合力42N型號,保證動作的快速性。但較大的電磁鐵在動作的瞬間將產生電磁干擾,擾亂其它并行動作,所以需要對電路板和線路進行必要的電磁隔離。電磁鐵不通電時托片處于伸出狀態,此時試管帽可以架在托片上,試管可以處在選裝機構中間進行操作。當電磁鐵通電托片收縮,同時壓輥拉開,試管可以憑自身重力下落到正下方的出料口。
3控制系統設計
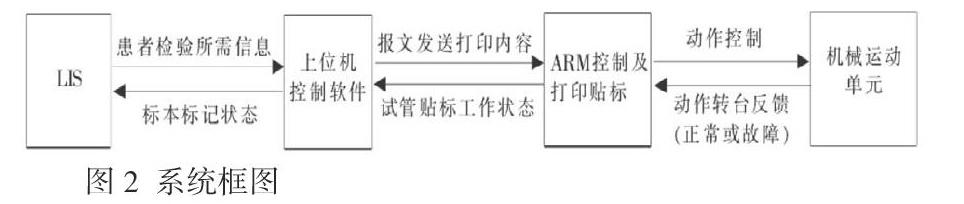
試管自動貼標系統的主要功能,是將從LIS獲得的患者相關信息及檢驗項目打印到試管標簽上并通過相應的機械動作結構自動將標簽粘貼到管壁上。除與LIS進行交互的上位機控制軟件外,整個貼標系統還包括以ARM為主控制芯片的打印貼標控制系統以
(接40頁)
(轉41頁)
及以步進電動機為主要執行機構的機械動作單元,系統結構如圖2所示。
圖2 ?系統框圖
4樣機試驗
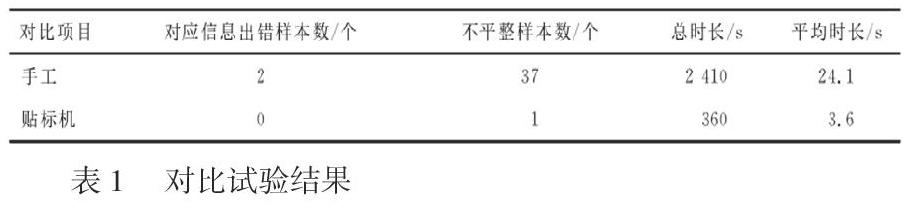
在自動試管貼標機重復性實驗過程中,采用醫院常用的直徑Φ12mm~Φ13mm、長度50~100mm規格真空采血試管,能夠兼容現有檢驗系統標簽內容,兼容條碼格式有Code39、Code128、EAN128、EAN8/13、Codabar、Int2/5、UPCA/E,試管倉存放8種試管,每倉30支,整機容量240支。整體流程速度可以達到小于4s/支。整機外形尺寸為600mm×580mm×580mm(長×寬×高),體積較小,便于放置在化驗室。貼標位置錯誤率和整體系統運行錯誤率均低于1‰。為了更直觀地看到自動試管貼標機的工作效率,采用100個試管手工和機器對比,從掃描器掃描病人信息開始計時,手工過程包括點擊打印機工作按鈕和貼標簽2個步驟,而試管貼標機根據接收到的報文組織標簽內容并控制相關結構工作。結果如表1所示。試驗結果表明,自動試管貼標機整體結構合理,能實現高效、準確貼標,且自動化程度高,可流水線模式工作,操作方便,所貼標簽工整、美觀、衛生。
表1 對比試驗結果
結束語:
全自動試管貼標機擁有獨創的5部一體機械結構,配合合理可靠的排布,既保證了組合動作路徑的高效性,又減小了整體的體積。簡單易操作的上位機管理軟件,能夠準確采集LIS系統的患者信息,取代了手動查詢的時間,也避免了因選擇化驗信息錯誤導致的醫療事故。以ARM為控制核心配合穩定的步進電機控制電路和傳感器的硬件策略,實現了對整體動作單元的閉環控制和并行控制,保證每一個動作的可靠高效。聯網實現的信息實時共享也必將是今后現代化系統發展的趨勢,而醫院的各個設備通過LIS系統間接實現了一體化連接,也給自動試管貼標機更多的發展前景。
參考文獻:
[1]鐘璞,管俊洛,田炳彬,袁偉.全自動掃碼貼標一體機設計和實踐[J].設備管理與維修,2017(07):61-62.
[2]程瑞,張秀艷,薄濤,劉海.平面貼標機的設計[J].價值工程,2017,36(17):110-111.
[3]才華,劉樹軍,李軻冉.自動上下料試管貼標機的設計與研究[J].科技展望,2016,26(24):138-139.
猜你喜歡
湖南師范大學學報·自然科學版(2017年1期)2017-03-14 16:08:34
科技與創新(2017年1期)2017-02-16 19:36:23
科技創新導報(2016年21期)2016-12-17 13:07:48
中國科技博覽(2016年19期)2016-10-19 14:47:24
中國科技博覽(2016年19期)2016-10-19 13:40:37
中國科技博覽(2016年18期)2016-10-19 07:01:13
中國市場(2016年36期)2016-10-19 03:40:15
科技視界(2016年20期)2016-09-29 14:13:02
科技視界(2016年20期)2016-09-29 13:45:10
現代經濟信息(2016年4期)2016-06-20 18:29:48
