TC4鈦合金類零件端面車削表面殘余應力檢測分析
2019-10-21 12:45:35鄧霜徐佶鑫王成洲
科技風 2019年8期
鄧霜 徐佶鑫 王成洲
摘?要:通過對TC4鈦合金盤端面車削后表面殘余應力進行檢測,分析其分布規(guī)律,為實際生產(chǎn)提供參考。
關鍵詞:TC4鈦合金 端面車削 殘余應力 檢測分析
殘余應力的測試方法按是否損傷被測物體,大致可以分為兩大類:機械釋放測量法和無損傷的物理測量法。無損傷的物理測量法主要有X射線衍射法、中子衍射法、磁性法、超聲法、同步輻射法和電子散斑干涉法等[1-4]。本文通過采用X射線衍射法對TC4鈦合金類零件端面車削表面殘余應進行檢測并分析不同切削參數(shù)對表面殘余應力的分布影響,找到其分布規(guī)律,為實際生產(chǎn)提供有效的參考與指導。
1 檢測工具與參數(shù)說明
本文檢測選用X射線衍射法對工件表面加工殘余應力進行測量,設備選用加拿大Porto公司生產(chǎn)的LXRD MG2000殘余應力分析儀。圖1為本次使用的LXRD MG2000殘余應力分析儀。
該設備要求在檢測不同材料殘余應力時設置不同的測量參數(shù),本次研究主要針對TC4鈦合金,設備主要測量參數(shù)設置如下表:
表面殘余應力測試過程,工件經(jīng)過端面車削過后,將表面清理干凈,放置在殘余應力測試儀平臺上;更換好測試儀的測試靶材,按照上表設置相應參數(shù)的大小,遵照LXRD MG2000殘余應力分析儀的操作規(guī)范,進行TC4試件盤端面表面殘余應力的檢測,殘余應力檢測狀態(tài)如圖2所示。
2 殘余應力檢測結果分析
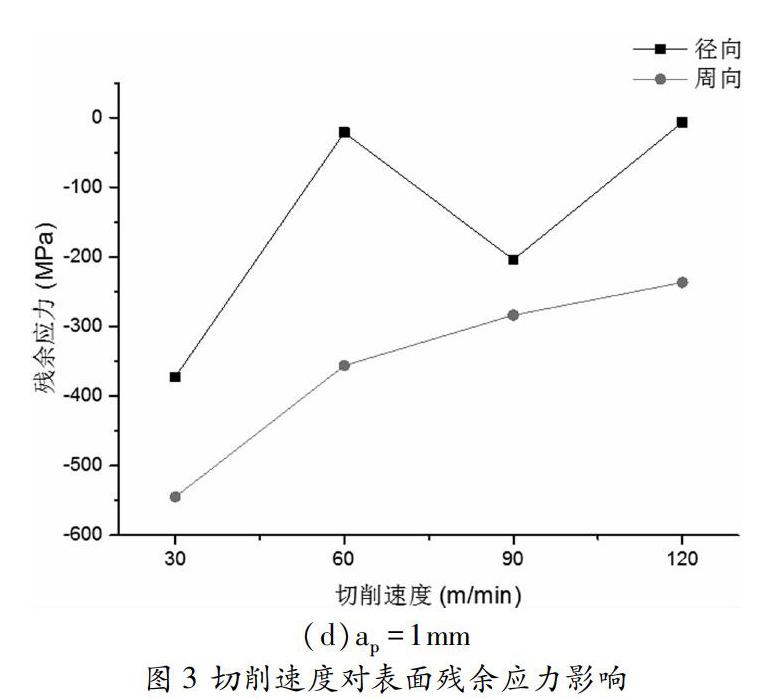
為了研究切削速度對盤端面殘余應力狀況的影響,選擇端面的周向和徑向兩個方向測量殘余應力,結果見圖3,圖中a?p 代表切削深度。從圖3(a)可以看到,周向殘余應力均為壓應力,隨著切削速度的增加周向殘余壓應力先增大后減小,切削速度對殘余應力的影響非常明顯。從圖3(b)可以看出:徑向殘余應力均為壓應力,殘余壓應力隨著切削速度的增加而減小;周向殘余應力均為壓應力,并且周向壓應力明顯大于相同條件的徑向壓應力,隨著切削速度的增加周向殘余壓應力先增大后減小。
從圖3可以發(fā)現(xiàn),在切削深度一定的條件下,隨著切削速度的提高,表面殘余壓應力有減小的趨勢。產(chǎn)生上述現(xiàn)象的原因是切隨著削速度提高,切削過程產(chǎn)生的熱量增加,切削熱對殘余應力的影響份額增加,而機械效應的變化不大,最終導致周向和徑向兩個方向的表面殘余壓應力都呈現(xiàn)減小的趨勢。
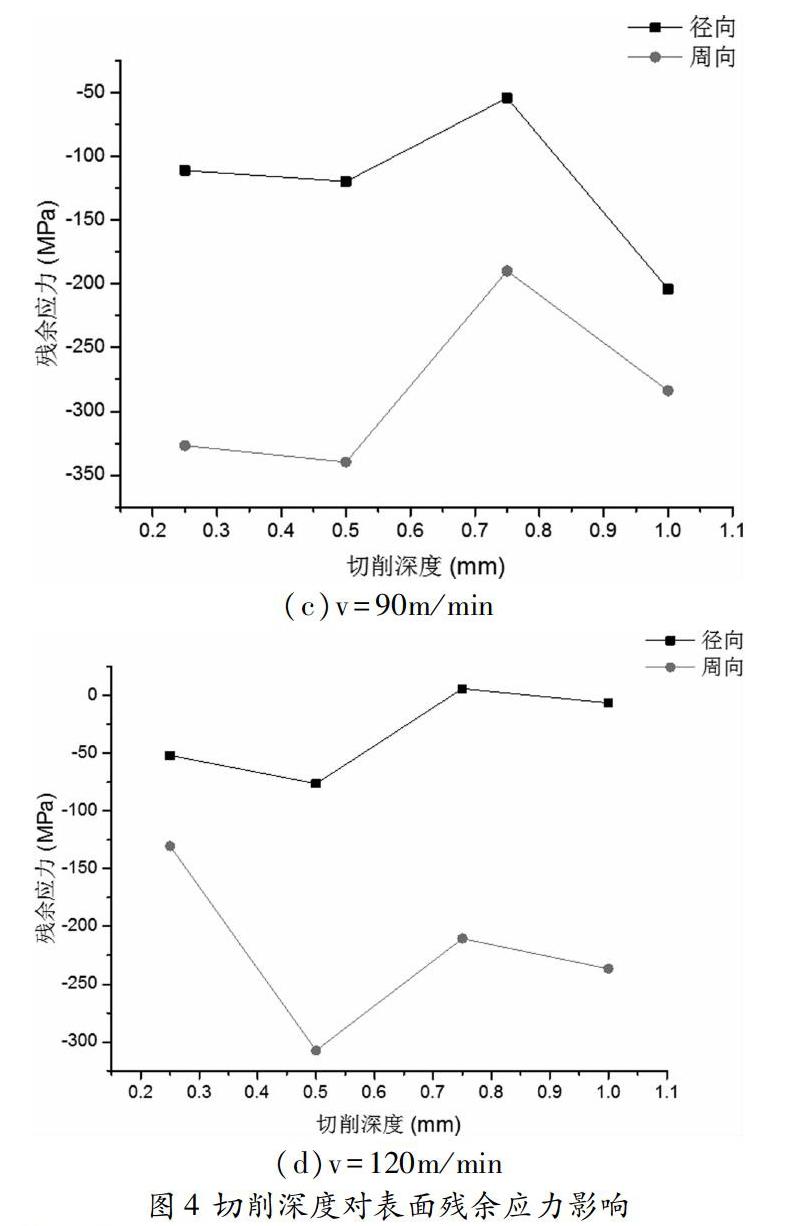
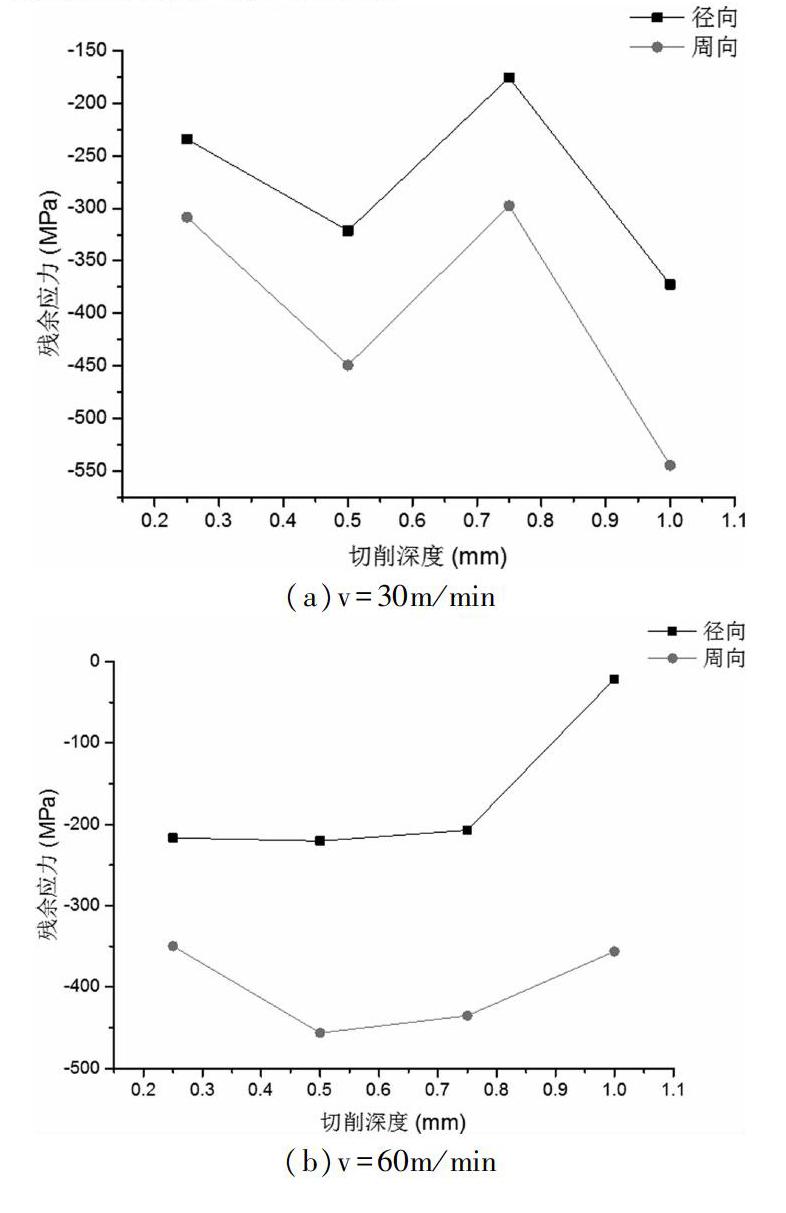
由圖4(a)可以看到:當v=30m/min時,實驗切削深度條件下徑向和周向殘余應力都為壓應力,隨著切削深度的增大,兩者的變化規(guī)律基本相同,并且周向壓應力大于徑向壓應力。對比4(a)~4(d)可以發(fā)現(xiàn)不同切削速度條件下,切削深度對表面殘余應力的影響并不相同。切削深度的增加,增加了工件表層材料的塑性變形,從而增加了機械效應對殘余應力的影響;同時,變形量的增加也會導致切削熱的增加,增加熱效應對殘余應力的影響,不同切削速度條件下,機械效應和熱效應兩者增加量并不相同,最終導致不同切削速度條件下,切削深度對表面殘余應力的影響并不相同。
3 總結
本文開展了鈦合金端面車削加工后X射線衍射法對鈦合金盤端面車削加工殘余應力進行檢測。研究了切削速度和切削深度對殘余應力分布的影響。殘余應力檢測結果表明:切削速度對表面殘余應力影響很大,切削速度提高時切削溫度升高,熱效應的影響增大,從而使表面殘余壓應力減小;切削溫度的升高引起工件表層軟化,最終導致殘余應力的分布深度增加。切削深度的增大對殘余應力的分布深度影響較大,切削深度越大,機械效應的影響增強,最終導致殘余應力的分布深度增大。
參考文獻:
[1]王明海,劉中海,王虎軍,等.精密切削鈦合金 TC4 表面殘余應力的模擬研究[J].制造業(yè)自動化,2010,(12):68-71.
[2]田身剛,周麗,黃樹濤,等.切削用量對鈦合金已加工表面殘余應力的影響[J].工具技術,2013,47(10):33-37.
[3]沈軍,林波,遲永剛,等.殘余應力物理法測量技術研究狀況[J].材料導報,2012,(S1):120-125.
[4]米谷茂.殘余應力的產(chǎn)生和對策[M].北京:機械工業(yè)出版社,1983.