自動控制在輥壓磨中的應用
2019-10-21 12:45:35魯升安龐浩劉書雨藺新杰
科技風 2019年8期
關鍵詞:控制
魯升安 龐浩 劉書雨 藺新杰
摘?要:輥壓磨系統采用的自動控制,輥壓磨主要用于鈦白的初品粉碎系統,可提高粉碎效果,降低能耗,取代過去高能耗設備。
關鍵詞:輥壓磨;物料;控制
輥壓磨早期應用于水泥行業,設備構造簡單,便于維修保養,占地面積小,噪音低,輔助設備少。因該設備具有的優點多,國外鈦白行業優先采用該設備。鈦白行業規模小,因此該設備被改造應用于鈦白。近年來隨著經濟發展,國內鈦白企業的崛起,國外先進的粉碎設備也被引了進來。本文主要談談輥壓磨自動控制系統,自動化的應用穩定產能的同時,首先穩定了質量,使鈦白粉的質量有了質的飛躍,自動化投用后,也減少了用人,人工成本也大大降低。
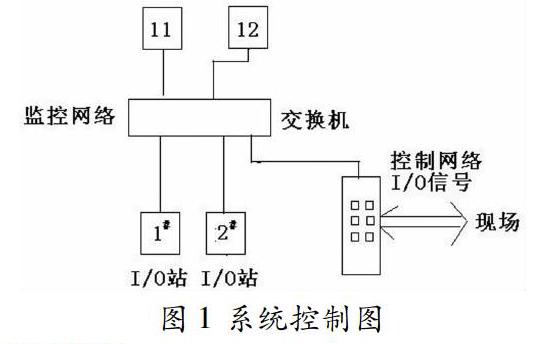
1 網絡構成
系統由兩個網絡層次組成:監控網絡和控制網絡。
監控網絡主要用于工程師站、操作員站和現場控制站的通訊連接。下層控制網絡存在于各個現場控制站內部,主要用于主控單元和智能I/O單元的通訊連接。
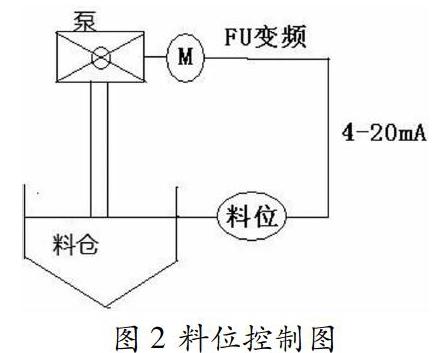
2 物料自動控制
物料高度→給料設備變頻器,物料高時發出信號停止給料設備,物料低時發出信號啟動給料設備。
3 物料與水混合液位自動控制
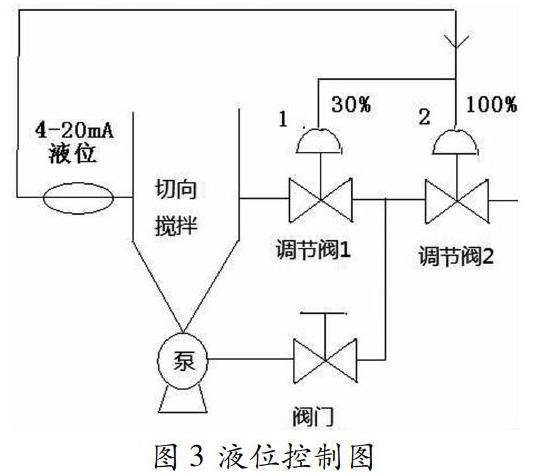
混合器液位高出給定值時發出信號,閥門2開度增加,閥門1自動關小。
混合器液位低于給定值時發出信號,閥門2關小,閥門1自動開大,增加循環。
4 主機潤滑自動控制
主電機啟動時,計時器開始工作,半小時后計時器發出信號啟動潤滑油泵,潤滑油泵工作1分鐘后停止發出信號,第二個循環開始。
5 流程
窯上來的顆粒料來原料倉,原料倉上加設除灰裝置,防止污染環境。原料倉來料通過可以控制物料量的設備,控制物料進入衡重倉。衡重倉安裝液位計,設定物料重量上、下限,發送4-20mA信號,控制原料倉給衡重倉來料,實現自動控制。
橫重倉物料依靠自重流下來,進入金屬分離器,合格料經插板閥進入輥壓磨粉碎,鐵超標物料被分離出來,進不合格料回收系統。
輥壓磨液壓系統采用自動補壓,設定壓力上、下限,壓力變送器把4-20mA信號發送給中央處理器,下限時中央處理器給一個啟動信號,液壓油泵啟動,系統加壓,到上限時,壓力變送器發一個4-20mA信號給中央處理器,中央處理器接到信號后,發出停止信號,油泵停止工作,液壓系統正常工作。
輥壓磨采用自動給油系統向主軸承供油。主機正常工作時,兩側軸承測溫元件測得的溫度可能存在差異,這是正常現象,引起差異的主要原因有:(1)測溫元件誤差。(2)軸承質量。(3)潤滑條件。(4)冷卻條件。(5)承受載荷大小。(6)受主機溫度平均影響。
物料通過擠壓后,各種物理指標發生改變,物料先進入金屬分離器,合格物料進入切向攪拌器。金屬物超標物料進入不合格料回收系統。
切向攪拌器內物料需要加一定比例水,一定比例分散劑,充分混合。切向攪拌器內液位自動控制,設定上、下限,水從切線方向加入,分散劑從頂部加入,切向攪拌器設計有循環系統,有一部分再循環物料也從切線方向加入切向攪拌。
切向攪拌器內物料完成混合后進入粗擠壓泵,擠壓泵研磨的物料進入分散設備,擠壓泵采用變頻控制,根據分散設備的進口壓力調整擠壓泵頻率。
分散設備對來物料進行充分分散,讓物料達到下一個工序的應用指標。分散設備采用變頻控制。分散機出口安裝密度儀,密度合格后打開出料閥。物料進入下一個工序。
分散機出來物料不合格,通過循環閥進入切向攪拌器,進行二次循環分散,切向攪拌器液位上限開關發出信號控制分散機出料閥打開出料。出料閥打開同時,循環閥自動關小,出料閥聯動循環閥。切向攪拌器內物料低于下限時下限開關發出信號4-20mA給中央處理器,中央處理器發送指令出料閥慢慢關小,同時循環閥自動開大。形成自動循環。
6 結語
輥壓磨具有高效、節能、可靠性高、振動小、設備重量輕,安裝維護方便等優點。系統實時控制,控制器的中央處理器采用高效芯片,基于嵌入式實時操作系統,保證控制精確,實時,高效。可靠性采用多種冗余結構(控制器、網絡、電源模件、I/O模件)。系統安全穩定可靠,系統采用智能設備管理。故障診斷快捷,精度校正準確,帶電可以插拔,維護簡單方便。
猜你喜歡
現代經濟信息(2016年19期)2016-10-20 17:15:21
商業會計(2016年13期)2016-10-20 15:43:05
中國科技博覽(2016年19期)2016-10-19 13:43:31
中國科技博覽(2016年19期)2016-10-19 12:09:22
中國科技博覽(2016年18期)2016-10-19 08:58:33
中國科技博覽(2016年18期)2016-10-19 08:43:03
科技視界(2016年21期)2016-10-17 17:06:18
商(2016年27期)2016-10-17 05:41:05
科學與財富(2016年28期)2016-10-14 20:57:11
大眾理財顧問(2016年9期)2016-10-11 17:10:17