大螺距矩形螺紋、梯形螺紋及大模數ZA蝸桿 在數控車的加工方法及切削參數的探討
2019-10-21 10:12:43能徐文向紅明胡大成
科技風 2019年6期
能徐文 向紅明 胡大成
摘?要:大螺距多頭矩形螺紋、梯形螺紋的結構比較復雜,在普通車床上加工大螺距多頭螺紋時,存在依靠不同尺寸樣板磨成型刀刀具,對操作者技能要求較高,加工精度低,分頭的準確性低,從而影響大螺距多頭螺紋的表面質量與使用壽命,現淺談自己實踐探索在數控車加工大螺距矩形螺紋、梯形螺紋的加工方法與切削參數,為數控車加工大螺距螺紋提供借鑒。
關鍵詞:大螺距螺紋;數控;切削方法;刀具
目前大螺距矩形螺紋、梯形螺紋都在普通車床上利用成型刀進行加工,分頭分別利用小刀架移動與墊塊規、脫開掛輪和分度盤,而數控加工大螺距多頭矩形螺紋、梯形螺紋能夠準確的控制定位與精度、提高工件表面質量和提高切削效率。
1 刀具的選用與加工方法的分析
1.1 刀具選用
經過實踐試切,選用切槽刀對大螺距多頭矩形螺紋、梯形螺紋進行加工,并對刀桿主后面、副后面分別進行加工,使主后面、副后面加工的角度分別大于齒形角(α)和螺旋升角,保證刀桿主后面、副后面角度對大螺距多頭矩形螺紋、梯形螺紋槽的側面無干涉,保證槽側面的光潔度。此刀具相比普通的刃磨刀具,第一,在數控加工中,刀片磨損之后,可以隨時更換刀片,不存在對刀問題;第二,對刀具的合理利用,降低了企業的加工成本。
1.2 加工方法的分析
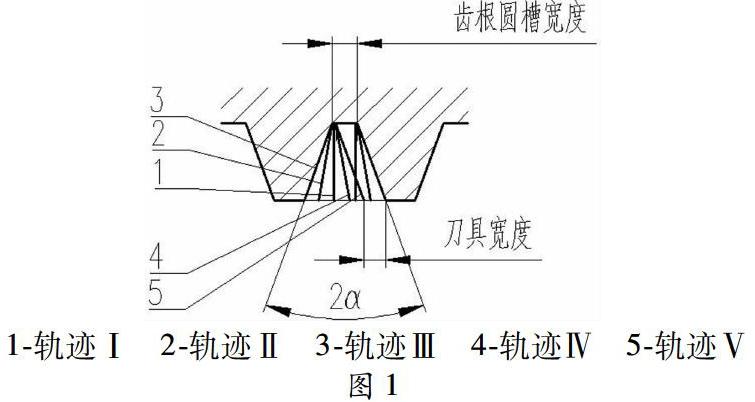
數控車上加工大螺距矩形螺紋、梯形螺紋方法采用交錯式徑向進刀(如圖1所示)。根據螺紋性質的周期性變化,編制程序時只考慮一個周期中的牙型槽,內容為:
①判斷齒根圓槽寬度大于刀片寬度(ap);②沿齒根槽中間位置軌跡Ⅰ徑向切削;③沿軌跡Ⅱ有一定角度徑向切削;④沿軌跡Ⅲ有一定角度徑向切削;⑤沿軌跡Ⅳ有一定角度徑向切削;⑥沿軌跡Ⅴ有一定角度徑向切削。切削過程中,保證所有進刀軌跡的徑向進刀量一致。此方法相比成型刀具,不存在隨著刀具徑向進給增加,切削面積的增大。
2 切削程序的優化與加工指令的確定
切削大螺距螺紋槽時,槽側面是由相同徑向進給的切削線組成斜面,所有軌跡徑向進給量小于切槽刀片的刀尖圓弧半徑,有利于提高大螺距螺紋槽側面的光潔度;根據周期性的變化,在數控系統為SINUMERIK828D的數控車上利用恒螺距螺紋切削G33、起始點偏移SF、輪廓定義ANG進行編程,從而優化程序,根據不同大螺距多頭矩形螺紋、梯形螺紋及大模數ZA蝸桿牙型進行編制程序。
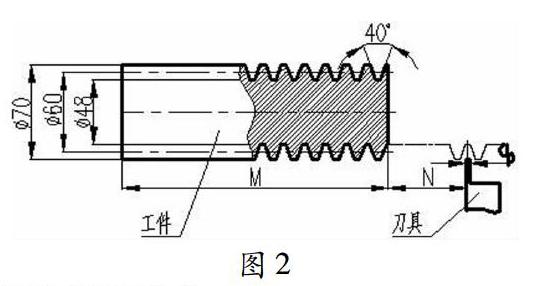
對大模數ZA蝸桿為例(如圖2)。模數m=5、頭數z=2、齒形角α=20°、導程角γ=9.46°、蝸桿特性系數q=12。
蝸桿軸向齒距P這是一段中文版式雙行合一,請在合適位置插入換行符?X=πm
蝸桿齒頂高h?a?=h?a?*m=m
蝸桿齒根高h?a?=h?a?*m+c*m=1.2m
齒根圓槽寬度L=P?x?/2-2h?f?tan20°=3.486
軌跡3、5進刀位置槽寬度B=P?x?/2+2(h?a?+5)tan20°=15133(5為安全距離)
軌跡2、4進刀位置槽寬度S=P?x?/2+2(h?a?+5)tan10°=9.13(5為安全距離)
根據加工方法分析,加工ZA蝸桿選用3mm切槽刀,M為螺紋有效長度,N為安全距離,a?p?為刀片寬度(SINUMERIK828D系統)。
G0 X80 Z30 M03 S160
R17=0 R18=1;R17分頭初始角度 R18頭數
ABA:
R100=70 R200=80;R100初始值R200退刀
R1=N-a?p/2?R2=N-(9.13/2) R3=N-(15.133/2)
R4=N+(9.13/2)-a?p?R5=N+(15.133/2)-a?p
AAA:
G0 Z=R1
X=R100
G33 Z=-M?K=15.708 SF=R17
G00 X=R200
Z20
G01 Z=R2 F0.2
X=R100 ANG=-80
G33 Z=-M?K=15.708 SF=R17
G00 X=R200
G00 Z20
G01 Z=R3
X=R100 ANG=-70
G33 Z=-M K=15.708 SF=R17
G00 X=R200
G00 Z20
G01 Z=R4
X=R100 ANG=-100
G33 Z=-M K=15.708 SF=R17
G00 X=R200
G00 Z20
G01 Z=R5
X=R100 ANG=-110
G33 Z=-M K=15.708 SF=R17
G00 X=R200
Z=R3
R100=R100-0.1;0.1每次切削徑向進給
IF R100>=47.6 GOTOB AAA
G0 Z50
R17=R17+360/R18
R18=R18-1
IF R18>0 GOTOB ABA
G0 Z50 M9 M5 M30
3 結論
在企業中存在大螺距矩形螺紋、梯形螺紋的批量生產,根據螺距矩形螺紋、梯形螺紋或ZA蝸桿的齒形角,合理的編制程序,提高了加工效率,并合理利用刀具,節省了企業的成本。此方法適用大螺距矩形螺紋、梯形螺紋及大模數ZA蝸桿的加工與切削。
參考文獻:
[1]張娟.螺紋的數控車削加工方法分析.2018.
[2]馮鏗鏘.利用數控車加工大螺距螺紋的方法.2018.
[3]鄧云輝.左右法分層數控車削梯形螺紋[J].科技創新導報,2014(18):85-86.