基于網(wǎng)格曲面形狀修改的柔性件裝配偏差分析
2019-10-25 01:15:12蘇成陽王志國
中國機械工程 2019年19期
蘇成陽 王志國
南京航空航天大學機電學院,南京,210007
0 引言
在柔性件裝配生產過程中,因形狀誤差、夾具定位誤差、材料誤差等因素的耦合作用,使得裝配偏差不可避免,嚴重影響了產品的裝配質量。為了提高零部件裝配的成功率和產品質量,國內外研究人員針對柔性件裝配偏差分析開展了大量的研究工作。
在國外,LIU等[1-3]率先對柔性件裝配偏差分析進行研究,將柔性件的裝配過程劃分為定位、夾緊、鉚接、釋放夾具4個步驟,并建立用于分析柔性件裝配的有限元模型,在此基礎上使用影響系數(shù)法(method of influence coefficients, MIC)建立了裝配偏差與柔性件制造誤差的線性關系。為了進一步減小確定性定位造成的回彈變形,CAI等[4]提出了N-2-1定位法并應用于柔性件的固定。以上研究尚未考慮零件接觸,DAHLSTR?M等[5]在影響系數(shù)法的基礎上提出了應用于柔性件裝配的接觸算法,并在此基礎上建立了有限元柔性件接觸分析模型,提高了柔性件偏差分析的可靠性。為了將裝配偏差理論擴展至多工位裝配領域,CAMELIO等[6]建立了多工位偏差傳遞模型,研究了單個工位中制造誤差、夾具偏差、焊槍位置誤差對后續(xù)裝配的影響。GERBINO 等[7]研究了形狀誤差、定位偏差、重定位誤差在多工位裝配過程中的傳遞,并使用蒙特卡洛法結合有限元法驗證了誤差傳遞流模型的正確性。在柔性件表面形狀誤差表達方面,BIHLMAIER[8]使用頻譜分析檢測表面數(shù)據(jù),運用自相關譜描述了誤差變化的幾何連續(xù)性。TONKS等[9-10]使用正弦多項式和勒讓德多項式混合的方法表達柔性件表面的波動偏差和翹曲偏差,建立了幾何協(xié)方差模型。
在國內,田兆青等[11]研究了多工位薄板裝配過程中偏差流傳遞、變換和累積關系的狀態(tài)空間模型。文澤軍等[12]引入銷/孔公差,提出了一種面向產品質量的薄板裝配工藝系統(tǒng)可靠性建模方法。胡朝輝等[13]針對汽車車身設計未考慮裝配誤差的現(xiàn)象,建立了焊接裝配偏差模型,從而實現(xiàn)對車身裝配偏差的控制。在飛機裝配領域,譚昌柏等[14]運用穩(wěn)健設計方法建立了飛機裝配公差的可行穩(wěn)健性和敏感穩(wěn)健性兩類設計模型。陳暉等[15]運用勒讓德多項式和正弦多項式的混合形式表達柔性表面形狀偏差,建立了耦合材料誤差和形狀誤差的有限元分析模型。張瑋等[16]提出了一種使用夾具主動補償?shù)难b配偏差優(yōu)化方法,進一步減小了柔性件的裝配偏差。崔志卓等[17]提出了一種有向點集裝配協(xié)調數(shù)學模型,有效提高了航空領域多孔多面裝配成功率。
實際生產中,零件的外形存在隨機誤差,同一批次的零件外形存在差異。以測量為手段獲取每個零件實際外形,并使用有限元法進行裝配偏差分析的效率極低。考慮到零件制造誤差較小,以往的研究是在零件理論外形基礎上提取敏感度矩陣進行裝配偏差分析,然而此方法分析結果的準確性有待研究。本文提出一種裝配偏差分析改進方法,根據(jù)誤差源數(shù)據(jù)和理論外形,使用網(wǎng)格曲面修改方法得到所謂的“實際外形”,以此模型對應的敏感度矩陣進行裝配偏差分析,以期在傳統(tǒng)方法的基礎上大幅提高裝配偏差分析準確性。
1 柔性件裝配偏差建模
柔性件的裝配大致可分為定位、夾緊、鉚接、回彈釋放等4個過程,每個過程均需進行力學建模。
1.1 定位
柔性件裝配中大部分采用N-2-1定位(圖1),具體操作如下:首先使用確定性定位(3-2-1定位)將柔性件固定在夾具上;然后對該柔性件施加外力,將過定位點夾持至名義位置,以保證零件裝夾的穩(wěn)定性。
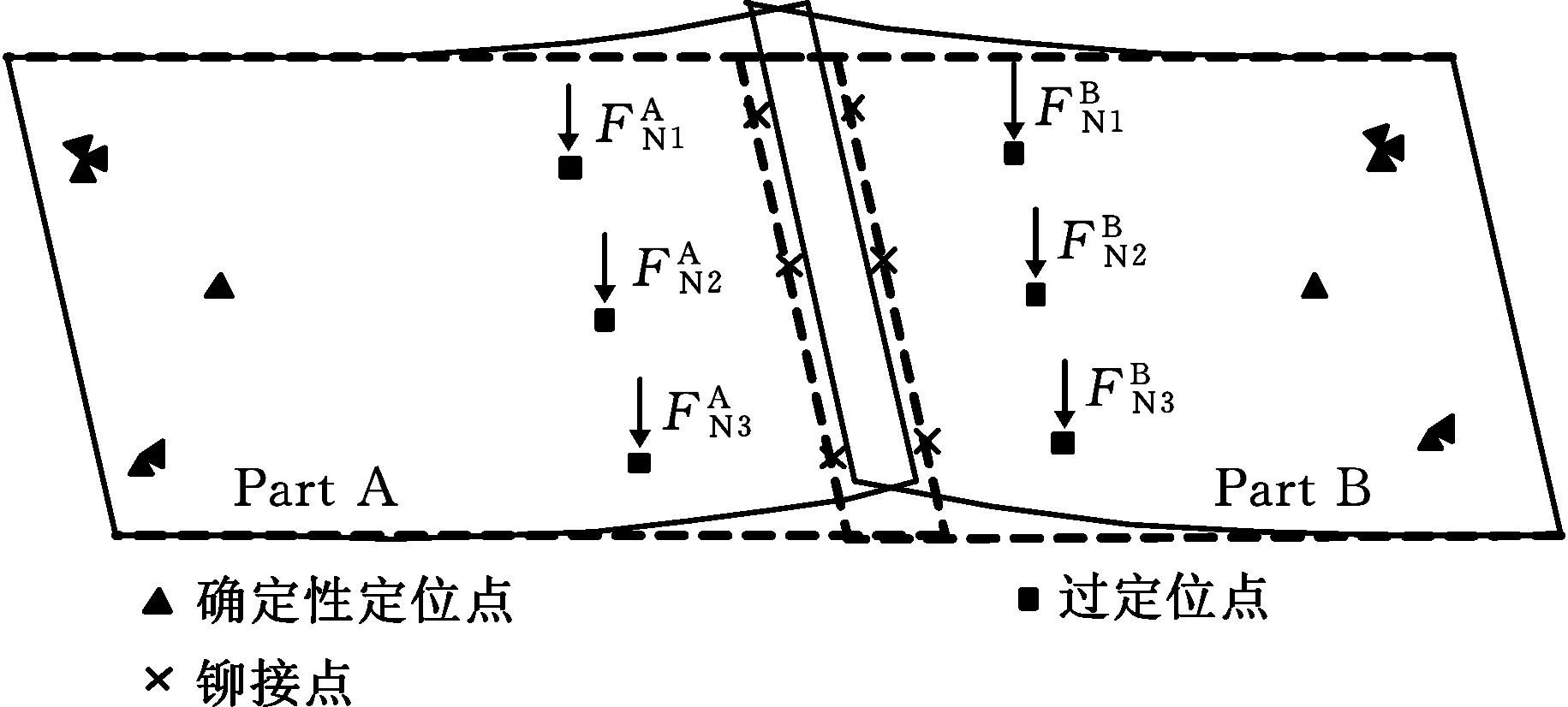
圖1 N-2-1柔性件定位法示意圖Fig.1 N-2-1 locating method of compliant parts
該過程在有限元方法中可視為對過定位點施加強制位移約束,以圖1中的A板為例,可得
(1)

同理,B板在此過程中的力學方程為
(2)
1.2 夾緊
該階段中通過外力將A、B板的鉚接點夾持至名義位置,同樣可視為對板料的鉚接點施加強制位移約束,如圖2所示。類似地,此過程中受力與變形的關系可以表示為
(3)
(4)
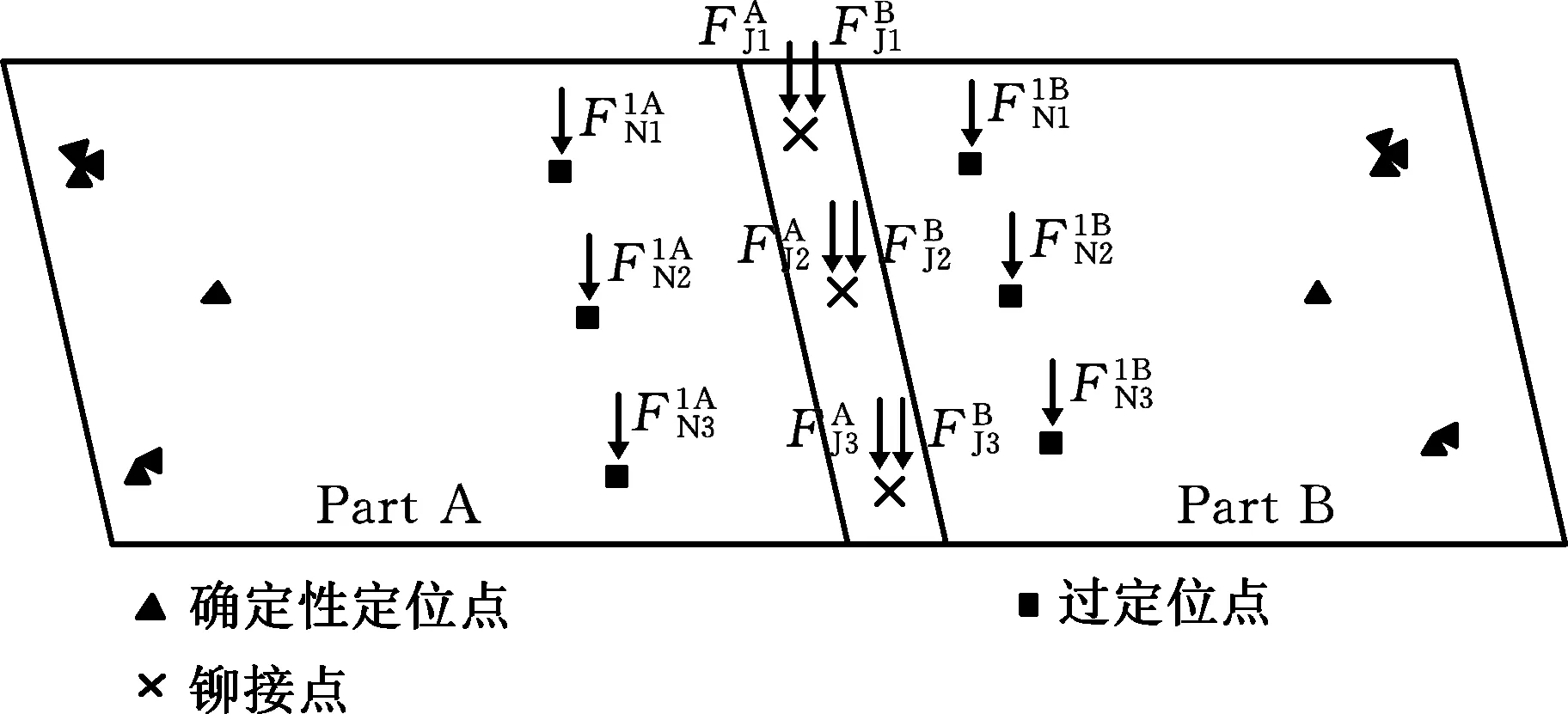
圖2 柔性件夾緊示意圖Fig.2 Clamping of compliant parts
(5)
裝配點處的夾緊力
(6)
1.3 鉚接及釋放回彈
零件夾緊后,使用工具在鉚接點處進行鉚接以形成裝配體,此過程中由溫度或鉚釘擠壓力等因素導致的裝配偏差本文不予考慮。
由于零件存在不可避免的制造誤差,故裝配過程中必然會存在裝配應力,當鉚接完成后,需要釋放過定位處裝配點處的夾具,裝配體則會產生回彈變形,如圖3所示。
圖3 裝配回彈示意圖Fig.3 Rebounding of assembly
A板和B板在過定位點以及鉚接點處的回彈力可定義為式(5)和式(6)中的夾緊力[3],大小相等且方向相反,表達式為
(7)
因此,裝配體的回彈變形可以表示為
(8)

上述的超元剛度矩陣可通過商業(yè)有限元軟件提取。由式(1)~式(8)可推導得到裝配偏差與制造誤差的關系:
[ΔVKΔVJ]T=S[ζNζJ]T
(9)
式中,S為敏感度矩陣;ΔVK、ΔVJ為KPC點、鉚接點處的裝配偏差;ζN、ζJ為過定位點、鉚接點處的制造誤差 。
本文僅對柔性件裝配偏差分析計算框架進行簡要的介紹。詳細計算分析過程可參考文獻[1-3]。
2 理論數(shù)模的偏差計算準確性分析
由于零件的制造誤差為隨機量,故每個實際生產的零件的外形必然存在差異。考慮到零件制造誤差相對較小,在小變形、線彈性的前提下,柔性件偏差分析的敏感度矩陣可從零件理論外形的有限元模型中獲取。由此,傳統(tǒng)的偏差分析方法可認為是一種近似的手段,其近似程度如何是值得商榷的。本文對傳統(tǒng)方法的分析準確性進行研究。
2.1 理論數(shù)模與實際數(shù)模的有限元模型
在商業(yè)軟件ABAQUS中建立A、B兩塊平板作為理論數(shù)模,長寬皆為600 mm×400 mm,再建立兩張曲面,模擬A、B板的所謂實際外形,分別進行有限元模型的設置。算例中各板采用S3R三角形殼單元劃分單元格,數(shù)量為2 160。材料參數(shù)如下:厚度為3 mm,泊松比為0.3,彈性模量為210 GPa。圖4所示為理論數(shù)模與實際數(shù)模的有限元模型。
圖4 理論數(shù)模與實際數(shù)模Fig.4 Theoretical mathematical model and actual mathematical model
圖4中,N1~N6為A、B板的過定位點位置,J1~J3為鉚接點位置,K1~K3為選取的觀察裝配偏差的KPC點。A、B板實際模型在過定位點、鉚接點沿Z向的誤差如表1所示。
表1 A、B板的初始制造誤差
2.2 理論數(shù)模與實際數(shù)模的分析結果對比

圖5 回彈結果對比Fig.5 Comparison of rebound quantity

Tab.2 Analysis error rate of KPC points& joining points on assembly%
由圖5及表2數(shù)據(jù)可知,基于理論數(shù)模的裝配偏差分析結果相對實際數(shù)模誤差非常大。考慮到理論數(shù)模與實際數(shù)模的材料信息、網(wǎng)格拓撲結構及誤差源數(shù)據(jù)一致,誤差可認為由兩者的敏感度矩陣,即產品的理論外形與實際形狀不一致所導致的。
理論上,每生產一個零件均能用相關技術手段(如逆向工程)獲取其實際外形數(shù)據(jù),但如此操作會造成分析效率非常低下。若能從已有的條件(誤差源和理論外形)逼近出所謂的產品實際外形,將會極大地提高偏差分析的效率以及準確性。本文借鑒CAD理論中的曲線、曲面形狀修改技術,給出了一種柔性件偏差分析的改進方法。
3 基于拉普拉斯矢量的曲面形狀修改
曲面形狀修改的本質是一種形狀優(yōu)化方法,零件的理論外形上對應點與誤差數(shù)據(jù)之和即為實際形狀所要通過的目標點。修改后的曲面形狀不僅能通過給定的目標點,而且要求修改前后的曲面形狀比較接近,因此,形狀優(yōu)化的目標函數(shù)顯得尤為重要。下文稱曲面修改后的模型為逼近模型,即零件實際形狀的近似模型。
3.1 三角網(wǎng)格模型拉普拉斯矢量的表示
三角網(wǎng)格模型可表示為T=(V,E,F)。V代表局部坐標系下所有頂點的坐標,E代表模型所有的邊信息,F(xiàn)代表模型所有的三角形單元信息。令模型的頂點數(shù)量為q,每個頂點Vi的坐標為vi(i=1,2,…,q),對應的拉普拉斯矢量[18]可表示為
(10)
其中,N(i)={j|(i,j)∈E,j≠i}為Vi的一階鄰域。di為Vi一階鄰域中節(jié)點的數(shù)量,其示意圖見圖6。
各頂點的坐標V和拉普拉斯矢量δ的關系為
LV=δ
(11)
其中,L為q×q的拉普拉斯轉換矩陣,其i行j列的元素可以用下式表達:
(12)
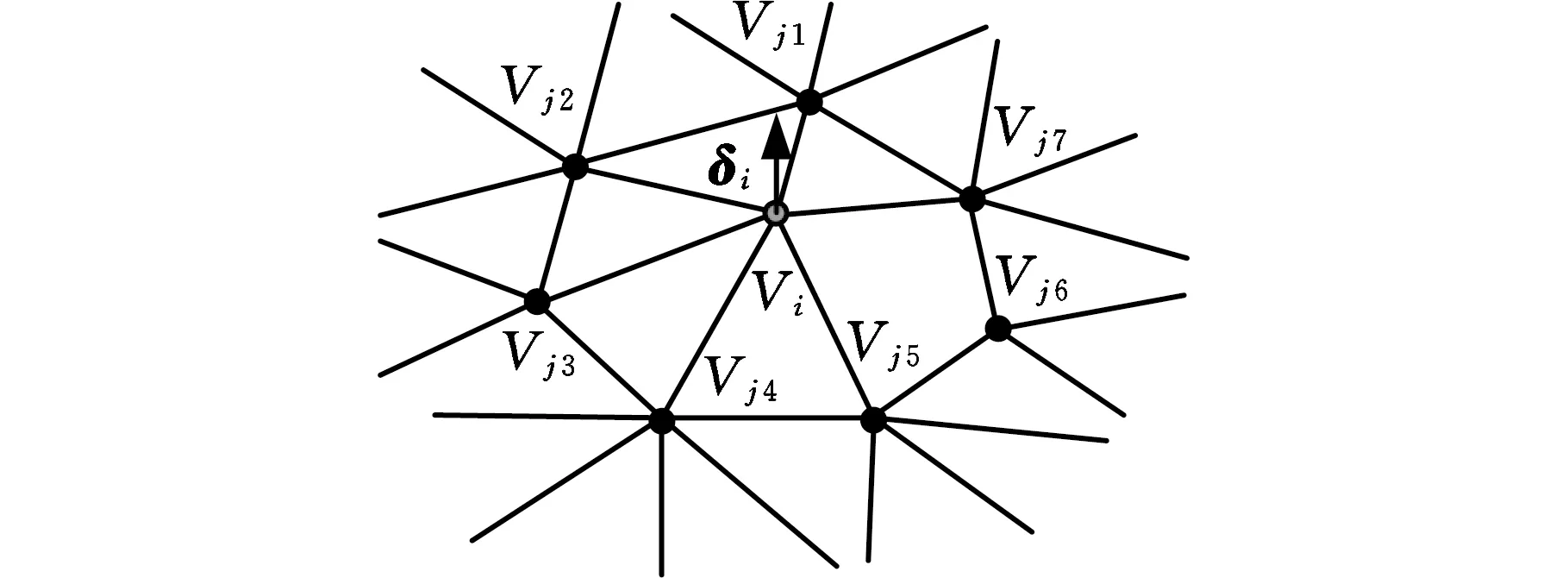
圖6 拉普拉斯矢量Fig.6 Laplacian vector
3.2 基于拉普拉斯矢量的形狀優(yōu)化
拉普拉斯矢量近似描述了頂點處的平均法向曲率。若要求修改前后的曲面形狀比較接近,可令兩者對應的頂點處拉普拉斯矢量變化量最小。因此,優(yōu)化目標函數(shù)為
f(V′)=‖L(V′)T-δT‖
(13)
其中,V′(v′1,v′2,…,v′n)為修改后模型所有節(jié)點的坐標,為未知量。
約束點分為重合點和目標點兩類,如圖7所示。其中,C(c1~c3)為重合點,用于維持原曲面的局部特征,變形前后坐標值不變;E(e1~e2)為目標點。ζe1、ζe2為E點制造誤差(誤差源),其誤差數(shù)據(jù)可通過制造廠里的數(shù)字化測量裝備或傳統(tǒng)實物檢具獲取。
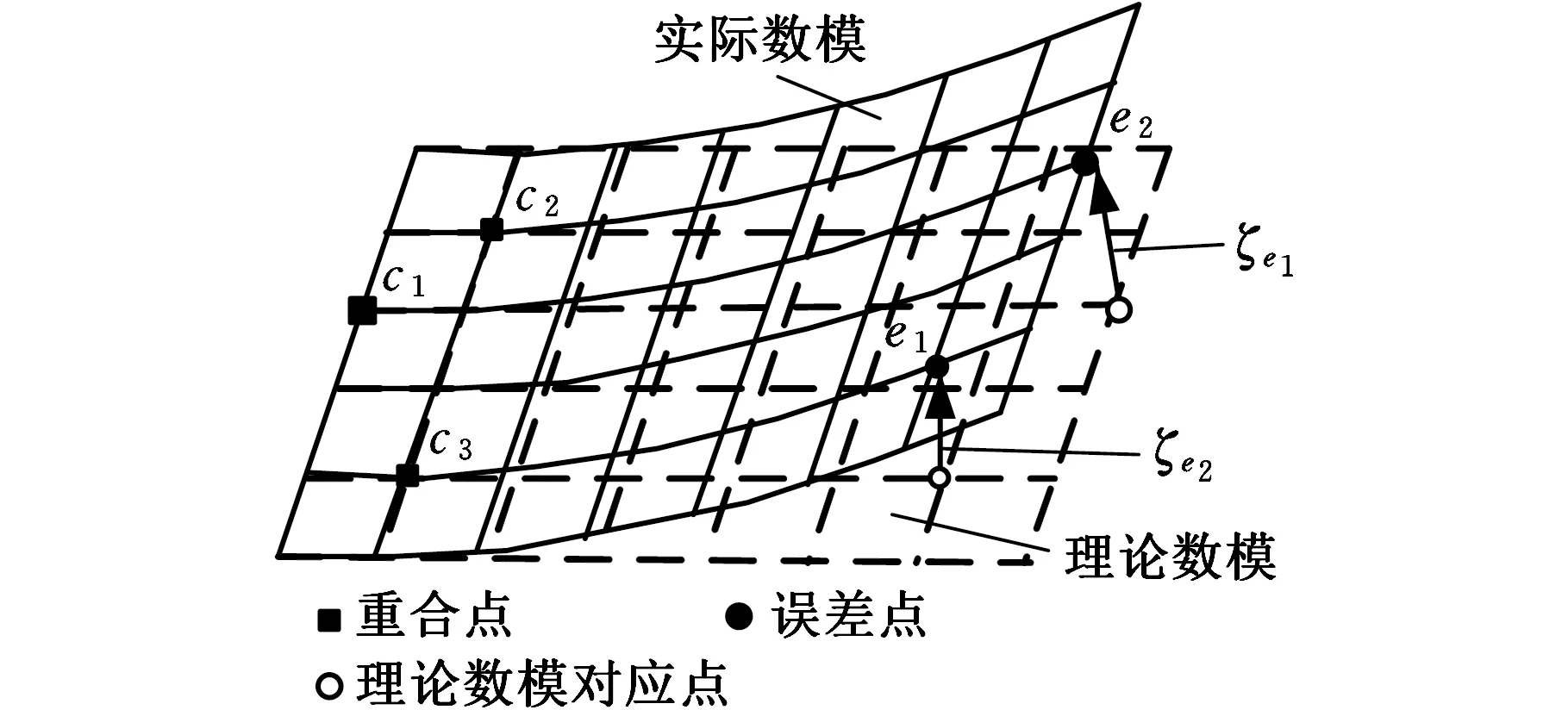
圖7 約束點位置Fig.7 Location of point constraints
令約束點的數(shù)量為Q,每個點對應的索引號為hi(i=1,2,…,Q),由約束點建立的約束方程如下:
(14)
式中,Vh為1×Q的約束點坐標;Ih為所有節(jié)點到約束點的轉化矩陣,大小為Q×q(圖8)。
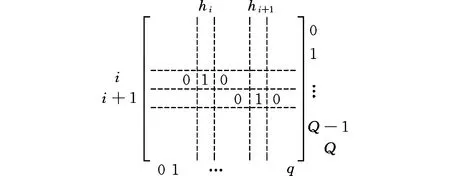
圖8 約束點坐標轉換矩陣Fig.8 Coordinate translate matrix of point constraints
該優(yōu)化問題的數(shù)學描述可表達為
(15)
對帶約束的優(yōu)化問題可采用罰函數(shù)法進行求解。盡管罰函數(shù)法只能得到方程組的近似解,不過隨著罰因子的增大,近似解將逐漸收斂到精確解。對式(15)構造罰函數(shù)方程:
(16)
其中,θ為罰因子。令?E/?V′=0,可得
(17)
求解式(17)可得到逼近模型的曲面外形。
本文結合VC+ +平臺與OpenGL,實現(xiàn)基于理論數(shù)模的拉普拉斯網(wǎng)格曲面變形算法。以飛機裝配中常使用的角片模型為例,圖9演示了在多點約束下,角片由理論數(shù)模變形到逼近模型的過程。
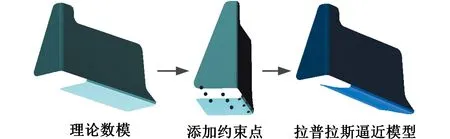
圖9 角片的拉普拉斯變形Fig.9 Laplace deformation of clip
4 改進方法的偏差準確性分析
4.1 金屬薄板裝配試驗及數(shù)據(jù)分析
試驗使用鋁合金板A、B進行搭接裝配。材料參數(shù)如下:彈性模量為68.9 GPa,泊松比為0.330,理論尺寸均為400 mm×400 mm,厚度為1.5 mm。試驗中使用Atos光學掃描儀進行外形測量,可獲取裝夾前、回彈后零件的外形,見圖10。運用CATIA軟件可得到零件的實際曲面外形,采用S3R劃分單元格后的有限元模型見圖11,圖11中,D11~D13、D21~D23為A、B板上確定性定位夾具夾持位置,N11~N13、N21~N23分別為A、B板過定位夾具夾持位置,J1~J3為A、B板上對應的鉚接點位置,K11~K13、K21~K23分別為A、B板上選取的KPC點,后文中的變量含義與此相同。A、B板上過定位點與鉚接點沿Z向的初始制造誤差如表3所示。圖12展示了A、B板實際數(shù)模上選取的約束點位置。
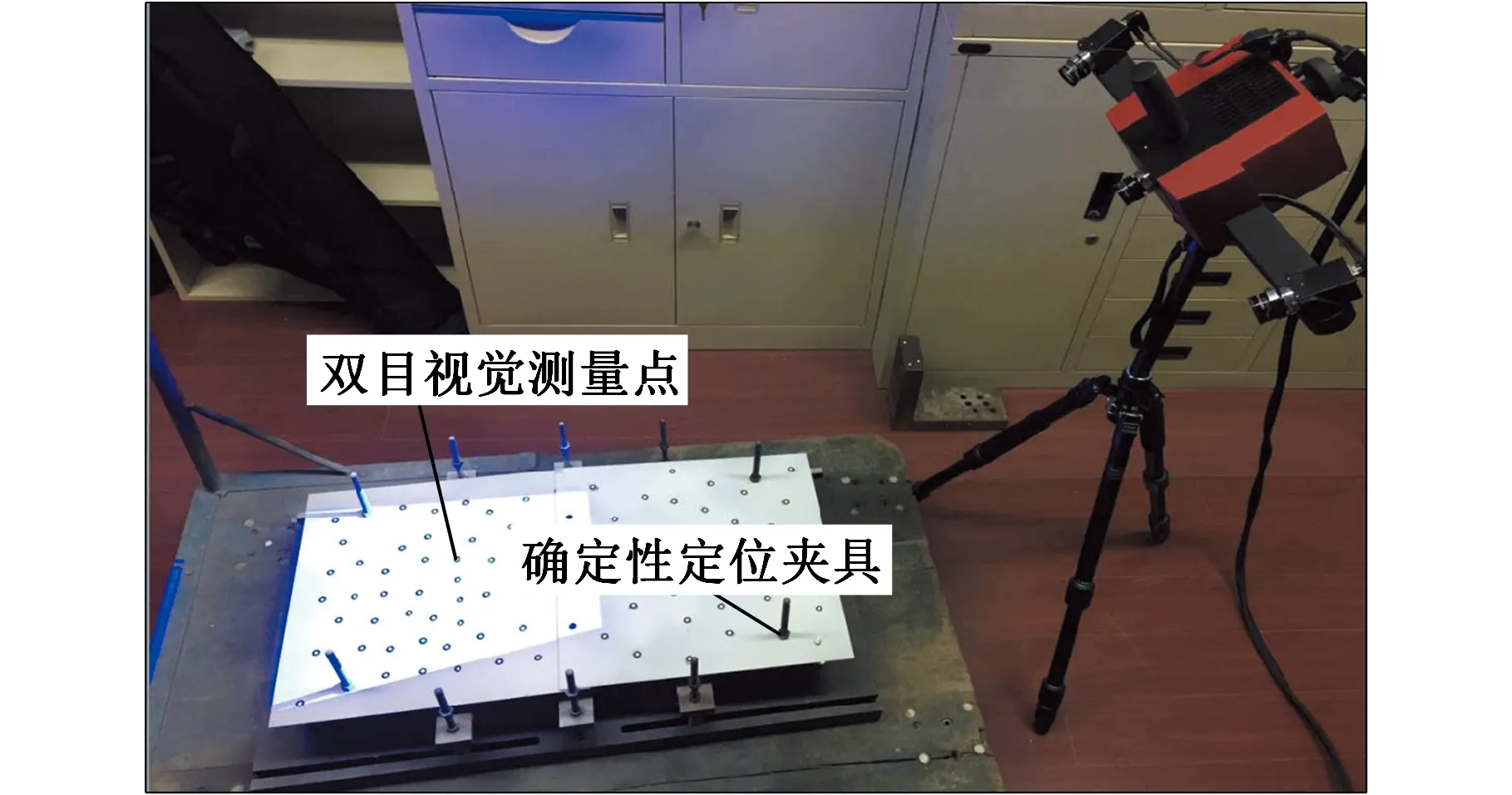
圖10 鋁板Atos外形測量Fig.10 Atos measurement of aluminum sheet
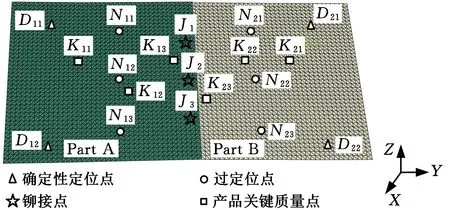
圖11 鋁板裝配有限元模型Fig.11 FEM model of aluminum sheet assembly
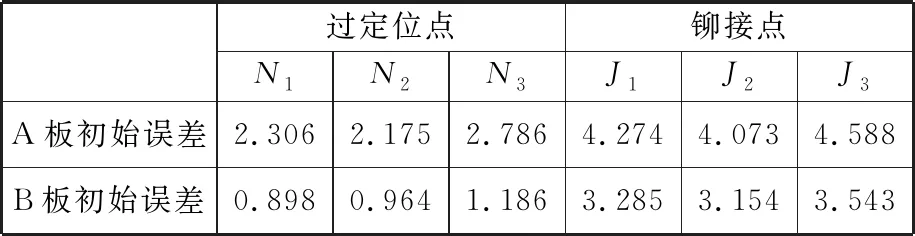
Tab.3 Initial manufacture errors of aluminum sheet mm
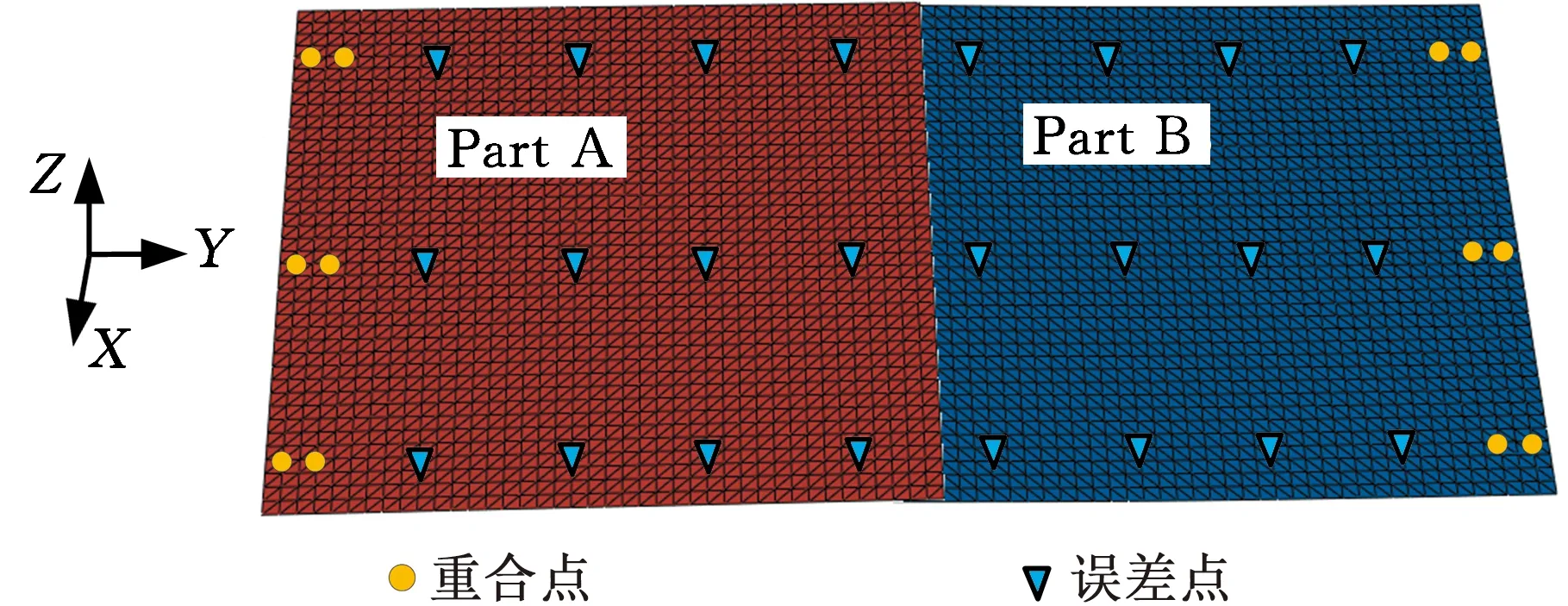
圖12 鋁板的約束點示意圖Fig.12 Point constraints on aluminum sheet
運用拉普拉斯變形技術,針對圖12的曲面形狀得到逼近模型后,可結合表3誤差數(shù)據(jù)計算得到裝配偏差。圖13所示為試驗中釋放回彈后光學測量得到的點云數(shù)據(jù),以此作為分析比較的依據(jù)。
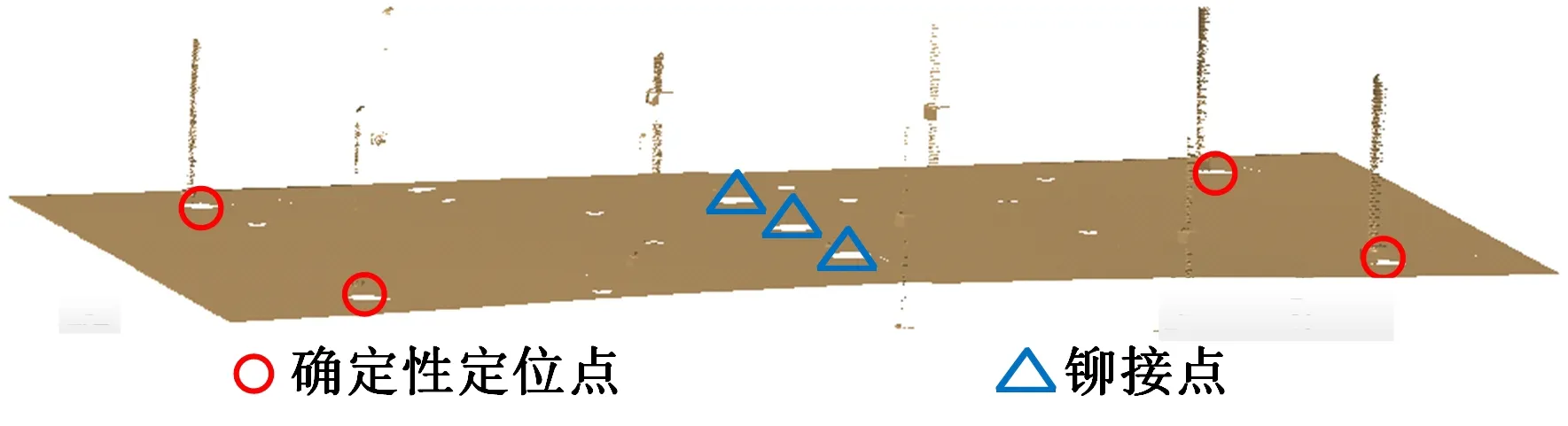
圖13 鋁板裝配體點云數(shù)據(jù)Fig.13 Aluminum panel assembly point cloud data
各類裝配偏差分析數(shù)據(jù)沿Z向的分量對比如圖14所示。由圖14可知,若以試驗數(shù)據(jù)為參考量,理論數(shù)模計算結果存在很大的分析誤差,而實際數(shù)模和逼近模型的計算結果與試驗數(shù)據(jù)比較接近。分析結果表明,改進方法在實際數(shù)模難以獲取時,可有效減小分析誤差。
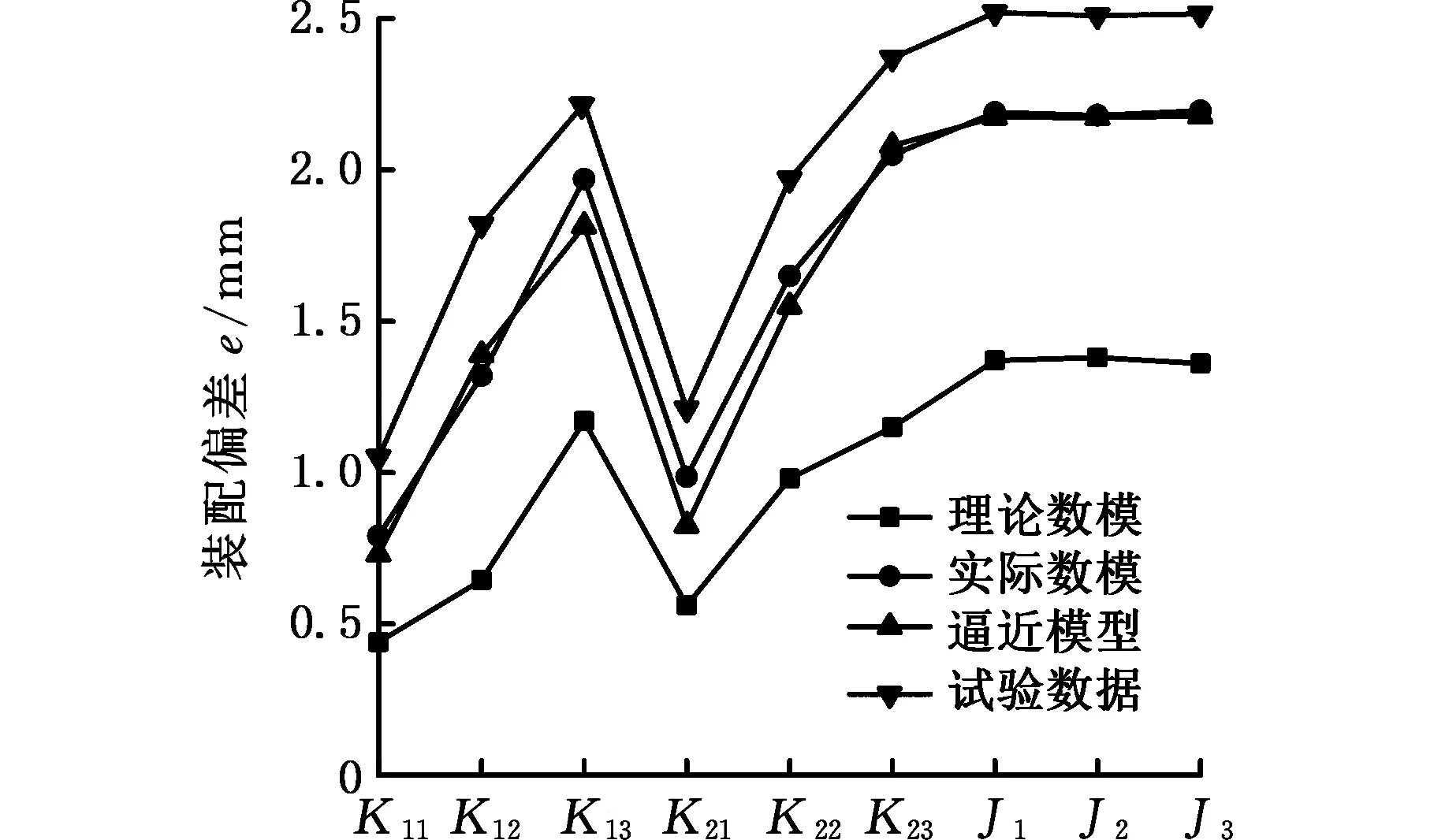
圖14 鋁板裝配分析結果對比Fig.14 Aluminum sheet assembly result comparison
4.2 機身壁板件裝配模型驗證
壁板件是飛機柔性件的重要組成部分,其裝配偏差分析對提高產品質量有重要意義。壁板件裝配簡化模型見圖15。
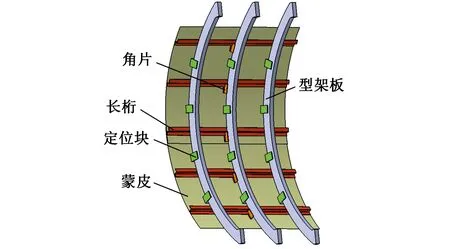
圖15 壁板件裝配簡化模型Fig.15 Aircraft fuselage panel assembly model
在ABAQUS中建立的壁板件有限元實際分析模型見圖16。蒙皮實際數(shù)模的曲率半徑分別為1 975 mm、1 990 mm。理論數(shù)模的曲率半徑為1 985 mm。蒙皮、角片、長桁的材料參數(shù)如下:彈性模量為73 GPa,泊松比為0.3,厚度為4 mm,本例不考慮長桁、角片的制造誤差。
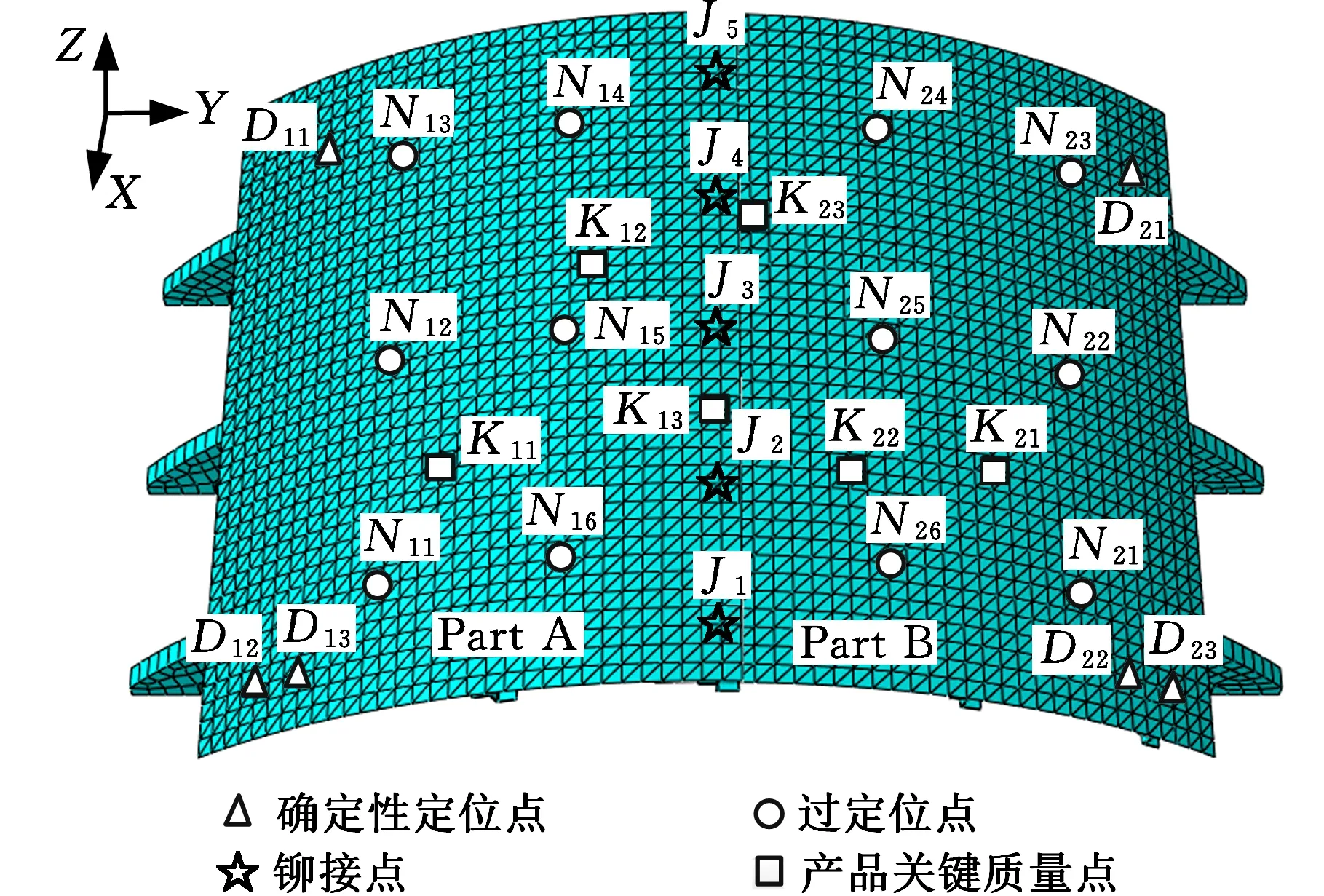
圖16 壁板件有限元裝配模型Fig.16 FEM model of aircraft fuselage panel assembly
圖17展示了A板以定位點、鉚接點為約束點進行曲面修改得到的逼近模型。圖18所示為逼近模型、理論數(shù)模與實際數(shù)模對應的裝配分析結果沿Z軸的分量。
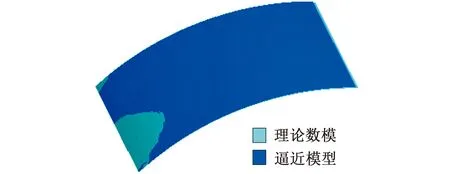
圖17 壁板件拉普拉斯逼近模型Fig.17 Aircraft panel Laplacian deformation model
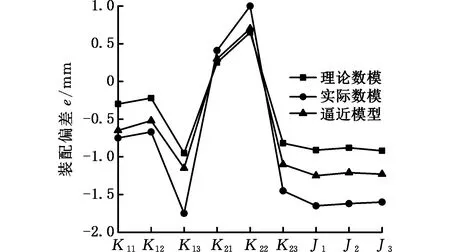
圖18 Z向裝配偏差分析Fig.18 Deviation comparison in Z direction
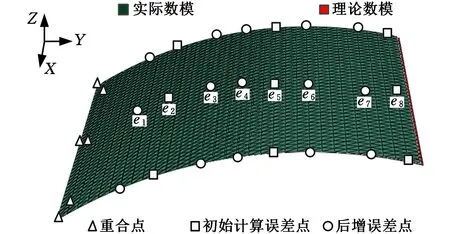
圖19 壁板件上新增約束點Fig.19 Add constraint points on fuselage panel
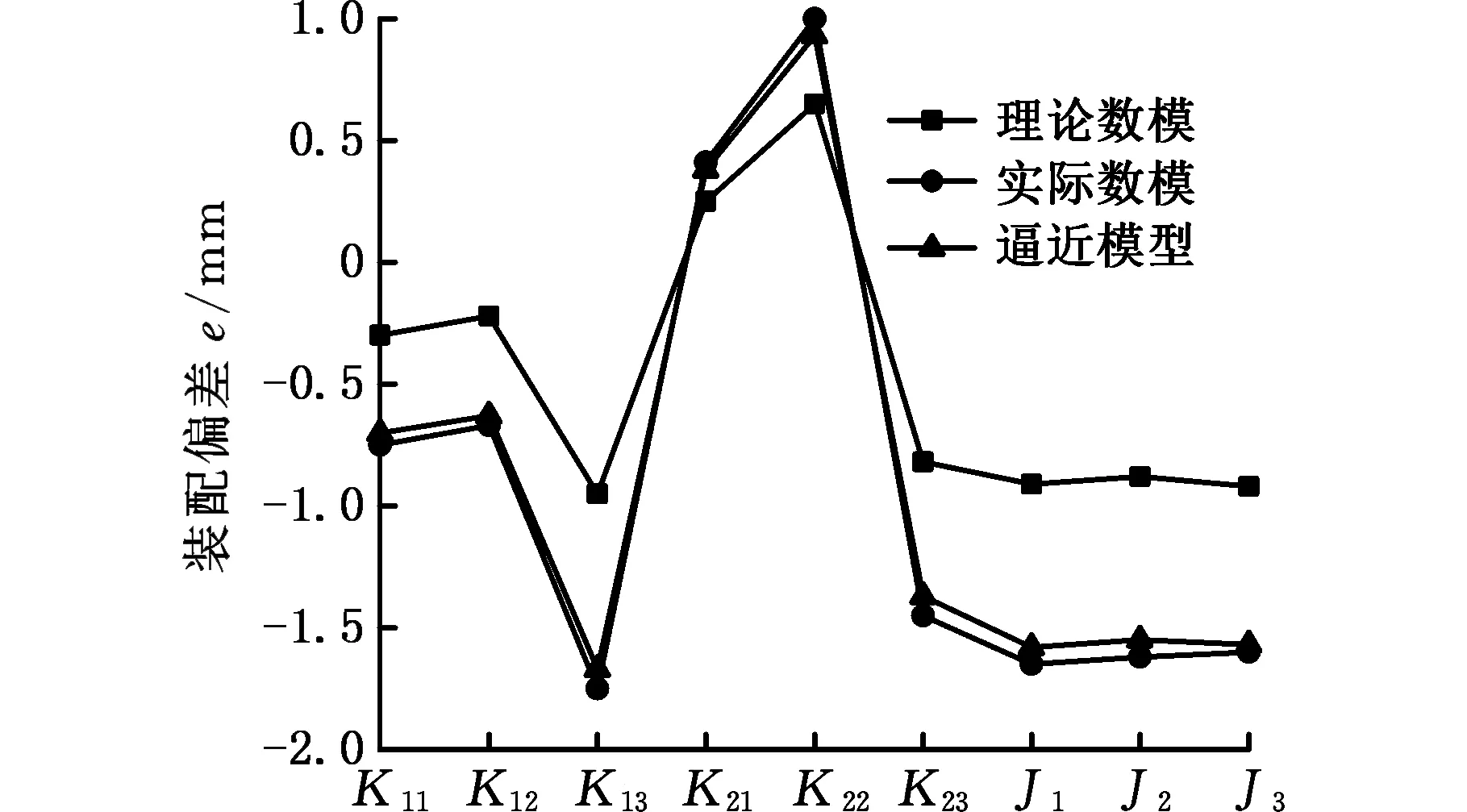
圖20 Z向裝配偏差分析(增加約束點)Fig.20 Deviation comparison in Z direction(add constraint points)
理論上,為進一步提高本文方法分析的準確性,拉普拉斯變形中可給定更多的約束點,確保修改后曲面形狀(逼近模型)更加貼近產品的實際外形,圖19演示了新增的點約束。圖20所示為新的裝配偏差分析結果對比。在圖20中,由逼近模型計算得到的裝配偏差分析誤差減小到5%以內,裝配偏差分析準確性得到了顯著的提高。
5 結論
(1)本文提出一種柔性件裝配偏差分析改進方法。使用誤差源和理論外形,結合拉普拉斯矢量得到逼近實際外形的曲面外形,并采用逼近外形對應的敏感度矩陣進行裝配偏差分析。
(2)通過金屬薄板裝配和飛機壁板件裝配試驗獲取各類偏差數(shù)據(jù)并進行對比,結果表明改進方法可使傳統(tǒng)的分析誤差率減小到5%以內。本文研究為提高飛機裝配偏差分析準確性提供了有效補充手段。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中學生數(shù)理化·七年級數(shù)學人教版(2020年10期)2020-11-26 08:24:50
數(shù)學物理學報(2020年2期)2020-06-02 11:29:24
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(2016年15期)2016-12-01 05:31:22
光學精密工程(2016年6期)2016-11-07 09:07:19
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18