多種喘振原因及對策
2019-10-25 06:46:18祝思寧董玉華
設備管理與維修 2019年11期
祝思寧,董玉華,王 慧,王 平,4
(1.北京化工大學高端機械裝備健康監控及自愈化北京市重點實驗室,北京 102202;2.中石油大慶石化公司,黑龍江大慶 163714;3.北京北排建設有限公司,北京 100022;4.北京博華信智科技股份有限公司,北京 100029)
0 引言
在多年對電力、冶金、石油化工、煤化工、油田、航空等行業軸流式壓縮機和離心壓縮機的狀態監測及故障診斷工作中,發現不論是新投產的機組還是運行多年的機組,都可能由于各種不同的原因而引起喘振或旋轉分離。經常看到因為喘振問題造成機組振動過大導致聯鎖停機、推力瓦磨損、徑向瓦磨損、葉輪開裂、葉片斷裂、部件磨損、管線開裂等問題,引起喘振的原因很多,給企業造成重大經濟損失[1-2]。
喘振和旋轉分離是離心式壓縮機與軸流式壓縮機所特有的一種故障,當前國內外的離心式壓縮機與軸流式壓縮機組的自動控制系統中,基本都配備了防喘控制系統。在石油化工、煤化工、冶金、電力等企業現場,離心與軸流式壓縮機在運行中,還是頻繁地由于各種不同原因造成喘振,輕則降低負荷、造成能源浪費、加速軸承與密封等部件損壞;重則燒損軸承、造成轉子、葉輪、隔板、干氣密封等損壞,甚至導致機組無法運行。列舉了13種親自經歷過的喘振原因,并給出7 種典型喘振原因案例,包括相應對策及效果。查閱了近幾年國內幾十篇關于論述喘振原因及治理的文章,發現論文作者所論述的喘振原因,多數集中在壓縮機本體范圍,即原由與調整導葉、回流閥、放空閥、防喘閥、常規防喘設計及調整、注氣、最小流量控制、內部冷卻器堵塞、外部冷卻器通流面積不匹配、葉輪結垢內部流道變窄等相關聯[3-11],基本可以驗證本文列舉及案例中所述的原因和提出的解決方法是之前極少提出和應用的,比如采用修改防喘控制邏輯的方法抑制喘振、采取提高反應器反應溫度的方法抑制喘振、找出介質濕度是造成喘振的原因、提出實際生產中存在大于0.9 倍頻的喘振,擴大了喘振判定規則的范圍等。這些案例都沒有資料可以參考和借鑒,而實際應用效果驗證了解決問題方法的正確性。
1 旋轉分離與喘振的原因
對于離心與軸流式壓縮機,由于入口流量低于性能曲線對應轉速下的流量,因為葉片入口安裝角的微小誤差,會在某支或某幾支葉片的非工作面發生邊界層分離,并且沿著旋轉方向依次發生,故稱為旋轉分離。當流量進一步降低,旋轉分離在所有流道和整級、整機發生,并與出口罐及管系聯合作用,就會發展成喘振。造成喘振的物理機理很簡單,但是對于每起發生在具體機組上的喘振故障,所引起喘振的具體原因卻形形色色。主要歸納為以下13 種。
(1)透平壓縮機進口管線、或出口管線以及機內通流截面局部堵塞引起的。
(2)中國石油遼寧某石化的乙烯氣離心壓縮機組的喘振是防喘系統控制邏輯問題造成的,每天損失產值過億元。
(3)中國石化武漢某石化開工過程中乙烯氣透平壓縮機組喘振是由于入口罐引液不足問題造成的,損壞了干氣密封。
(4)中國石油東北某石化空分裝置透平壓縮機的喘振是因為環境濕度過大造成的。
(5)山東某石化丙烯氣透平壓縮機喘振是入口氣體溫度過低造成的。
(6)華能公司某電廠的多軸式離心壓縮機引起的喘振是環境粉塵造成的,造成機組無法運行。
(7)神華某煤化工企業甲醇氣透平壓縮機喘振是工藝系統反應收率低引起的,每年損失約1.8 億元。
(8)西南某石化丙烯氣循環壓縮機喘振是機后換熱器管束粘結物料問題引起的。
(9)東北某石化甲烷氣透平壓縮機喘振是降速過程轉速與流量不匹配問題引起的。
(10)中海油某石化透平壓縮機喘振是現場沒有進行實際氣體防喘標定造成的。
(11)東北某石化焦化裝置透平壓縮機喘振是因為選型過大引起的。
(12)中國石油、中國石化多臺新比隆二氧化碳透平壓縮機喘振是設計問題造成的,因為生產裝置所需流量下,很難實現流量與壓力、葉輪直徑、葉道寬度相匹配。
(13)西北某煤化工企業透平壓縮機喘振是改造問題引起的,即葉輪直徑改后過大等。
2 引起喘振的7 種原因及解決方案和效果驗證
因為篇幅關系,上述13 種引起喘振的原因及解決辦法不能全部列出,僅通過近幾年完成的7 個效益顯著的案例,介紹引起喘振的不同原因及解決方案。
2.1 由系統控制邏輯問題造成的乙烯氣離心壓縮機組的喘振案例
該案例發生在中國石油遼寧某石化防喘系統。該機組2012年10 月與80 萬噸乙烯裝置同步投產運行,剛剛投入正常生產,突然出現因為振動過大聯鎖停機的問題,每天出現1~3 次因振動過大而聯鎖停機的問題。利用機組的互聯網遠程在線監測系統及時進行了遠程監測診斷分析,獲取遠程數據(圖1)。
振動聯鎖停機原因是屬于喘振引起的,但是數次發出書面診斷報告、現場采取相應措施后,喘振一直沒有得到抑制。每停機一次就會損失價值1000 多萬元的乙烯氣原料,每天停機2 次就會造成1 億多元的產值損失,面臨著嚴重的經濟效益和環保等社會效益問題。立即趕到現場調取在線監測系統歷史數據,確認故障性質與遠程診斷一致。然后在控制室調取DCS 數據,發現機組發生喘振時,控制系統中的防喘控制系統,已經動作,防喘系統執行了降速、提流量控制程序,但是根據歷史流量趨勢曲線、降速趨勢曲線、聯鎖停機時間點等數據綜合分析,防喘控制系統程序的邏輯存在問題,不適合該機組。于是與壓縮機控制系統提供商3C 公司進行溝通,修改了防喘控制邏輯參數,即將控制防喘閥第一步打開30%改成50%,此后再沒有因此造成喘振停機的問題。
2.2 開工過程中由于入口罐引液不足問題造成乙烯氣透平壓縮機組喘振案例
2013 年7 月,中國石化武漢某石化開工,年產80 萬噸乙烯裝置的乙烯氣透平壓縮機組投入運行,開機帶負荷運行數分鐘后,發生了多次振動過大現象,只好停機分析原因。在線監測系統的數據見圖2。
在機組發生強烈振動時,指揮開工的該企業副總經理恰好位于單向閥附近,感覺單向閥振動非常大,建議拆檢單向閥,其他人沒有異議最后設備監測診斷人員根據在線監測系統采集的數據和圖譜分析認為,機組強烈振動不是單向閥的問題,例如,振動信號中20 Hz 的低頻分量遠遠高于轉頻分量等跡象,說明機組發生了喘振。此時,自控專業開工領導認為防喘系統調試得非常正常,不會喘振;但是,防喘系統正常并不能完全防止喘振的發生,關鍵是要有足夠的體積流量,此時工藝專業開工專家指出:主機廠負責人擔心降溫太快造成轉子彎曲,不允許操作人員引足夠介質液進入入口緩沖罐;證實了引起喘振的原因是機組入口流量不足,防喘系統也無法真正發揮作用。第二天發現干氣密封及動環已經由于喘振過大而損壞。由于現場無法修復,最后選擇返廠修復。之后,恢復了正常液位且避免了喘振再次發生。
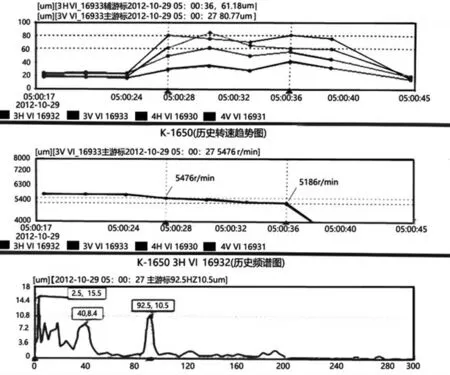
圖1 發生喘振時的振動、轉速趨勢及頻譜圖
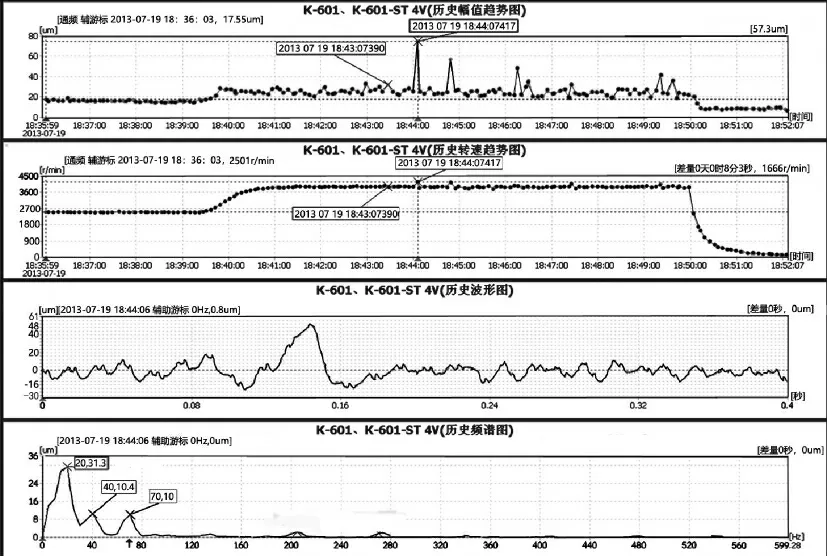
圖2 開工過程中發生喘振
2.3 工藝系統反應收率問題引起的甲醇氣透平壓縮機喘振案例
2015 年4 月,神華某煤化工企業的甲醇氣透平壓縮機組出現振動過大問題,無法滿負荷運行,只能帶50%負荷運行,造成每天派出30 臺大罐車長途運回甲醇才能滿足后續生產的現象,每年經濟損失1.8 億元,同時還存在極大的安全環保隱患。應邀前去分析原因和解決問題,初步的信息是機組一加負荷就會振動過大停機。對該機組不同轉速工況的振動信號分別進行了采集分析,機組測點位置簡圖和振動信號圖譜如圖3、圖4 所示。現場實際情況是,一臺汽輪機驅動一臺離心壓縮機,壓縮機一個缸內一根轉子分為兩段:合成段(壓縮輸送新鮮甲醇氣體)、循環段(壓縮輸送反應塔內反應后剩余的甲醇氣體),工藝包設計為合成段+循環段總流量,在同一工況下為常數,監測到的數據說明,轉速即負荷一旦提高合成段就會發生喘振,因為負荷一旦提高,來自合成反應塔的循環段氣體流量就增加,合成段流量就會隨之下降,造成合成段發生喘振。這種狀況下負荷需要增大,循環段需要提流量增速,而為了保證系統的總流量,合成段需要降低流量及轉速,但汽輪機只有一臺、壓縮機轉子只有一根,不可能循環段升速、合成段降速,想在機組本體上解決喘振問題是不可能的。于是想到一個降低循環段流量的辦法,循環段流量降低了,那么合成段流量就可以提高,也就能消除喘振問題。據此向企業提出提高合成反應塔收率,即提高反應塔內溫度的辦法,第一步提高10 ℃。神華包頭煤化工企業人員立即咨詢國外的反應塔生產商,外商回復是合成反應塔可以提高10 ℃。在現場立即出具分析書面診斷報告,給出診斷結論和解決方案:①通過先升速后降速,排除油膜渦動和油膜震蕩問題;②振動過大屬于因合成段流量過小、循環段流量過大,造成的合成段旋轉分離和喘振問題。為此提出控制方案,建議:①合成反應塔溫度提高10 ℃;②盡量保證合成段質量流量約在300 t/h(根據組份略作調整),循環段盡量保證流量在額定流量。采用該措施后,負荷提高到95%以上。企業再也不需要每天30 臺大罐車長途運回甲醇,每年可節省1.8 億元,取得明顯的經濟效益和社會效益。
2.4 因為機后換熱器管束粘結物料引起的離心壓縮機喘振案例
2018 年3 月5 日8:40 到9:30,西南某石化企業一臺丙烯氣循環離心壓縮機,突然出現異常振動,軸振動峰峰值達到85 μm 以上,該壓縮機軸振動報警值60 μm、聯鎖停機值80 μm,轉速999 r/min,之前多年運行時正常軸振動峰峰值20~35 μm,振幅正常時頻譜中主要是轉頻分量,頻率16.54 Hz、幅值×22.4 μm。而振動增大時,僅可明顯見到15 Hz 分量、幅值達到51.9 μm、高于正常時的通頻振幅(圖5)。

圖3 機組及測點位置
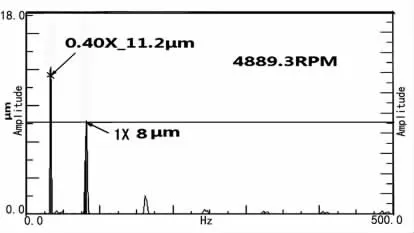
圖4 轉速略有提高后的振動信號譜圖
快速排除其他不可能原因,認為該壓縮機發生了喘振。在再次出現過大振動之前,向客戶提交了分析診斷結論:機組因為體積流量過小發生了喘振。原因是介質入口溫度偏低、并且機組氣流通流系統通流截面存在減小問題。確認該機組振動原因的難點在于,出現振動變化前后(圖5),頻率之比是15 Hz(異常頻率)/16.5 Hz(轉頻)=0.91 倍頻,這種情況下,得出喘振結論的過程受到國內外設備狀態監測及故障診斷專業書籍、資料、案例的約束。國內外資料、書籍給出的喘振頻率及旋轉分離頻率都在0.8 倍頻之下,那么這起喘振案例的0.91 倍頻屬于史上少見、顛覆傳統的存在。認真全面分析之后,從故障機理與離心壓縮機的氣動熱力分析原理的角度給出結論,3 月12 日再次從技術角度與業主溝通,達成共識,決定進一步查清引起罕見喘振的原因。3 月16 日停機,全面檢查壓縮機通流系統:閥門、管線、機后冷卻器等部位,檢查發現機組的列管式后冷卻器的管束被物料堵塞、反應器內大量結塊物料堵塞流道,驗證了這一結論。被堵塞的列管式后冷卻器和反應器如圖6~8 所示。
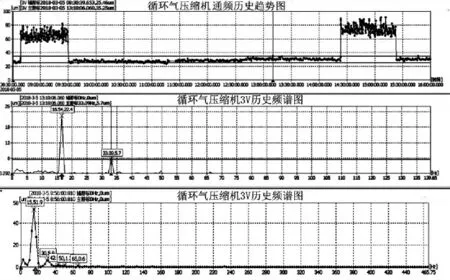
圖5 振動大與小時的主要分量對比
2.5 多臺透平壓縮機因為設計問題引起的喘振案例
前幾年,中國石油、中國石化等從國外引進的13 套大化肥裝置,其中關鍵的五大機組中的二氧化碳透平壓縮機,機組是由一臺汽輪機驅動壓縮機的低壓缸、再連接增速箱驅動壓縮機的高壓缸組成的,高壓缸工作轉速13 900~15 000 r/min,出口壓力150 kg/cm2,均由意大利新比隆壓縮機公司設計制造(之前是美國的技術)。在對該機組進行長達20 多年的離線與在線監測過程中,發現機組無論在何種工況下運行,都無法避開輕度的喘振即旋轉分離狀態,在任何工況下監測機組高壓缸的振動信號中都存在0.75 倍頻的分量,例如圖9 和圖10 中,轉頻231.8 Hz,同時始終存在一個低頻170.835 Hz,170.835/231.8=0.74 倍頻。

圖6 反應器內的物料

圖7 后冷器

圖8 后冷卻器的管束被堵塞
對該機組高壓缸的額定流量、壓力、級數、效率、壓比分配等,采用流道法進行了氣動熱力校核,模擬現場運行環境,得出結果是在該機高壓缸的特定介質、流量、壓力等參數下,常規設計方法,試圖保證運行時不發生輕度喘振即旋轉分離是很難做到的。
20 多年后,對裝置進行擴能改造,在該機前增加了一臺增壓機,使入口體積流量和壓力增加,轉速略有降低之后,實際特性曲線適度向左移動,防喘安全度提高,該機高壓缸“天生”輕度喘振即旋轉分離問題得到解決(圖11)。此時,再無170.835 Hz的低頻的旋轉分離分量出現。
2.6 某煤化工企業因為改造引起的喘振案例
一臺煤化工企業的丙烯氣透平壓縮機組,額定轉速3 618 r/min,工作轉速3455 r/min,6 級5 段。2018 年該壓縮機投入使用后流量和壓力達不到設計和生產的需求;為此進行改造,增加了1 級葉輪的直徑及隔板尺寸,以及3 級、4 級的隔板幾何尺寸。改造后運行時發現軸振動增大(圖12)。
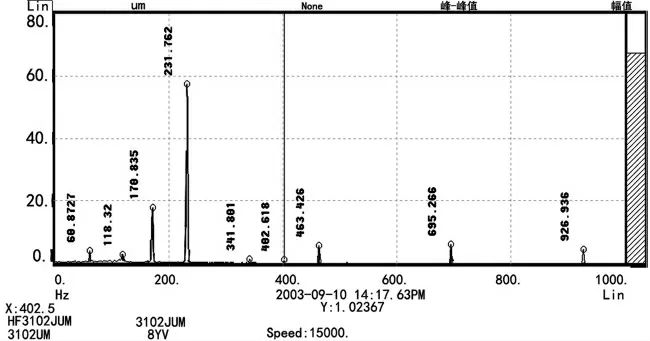
圖9 旋轉分離嚴重時
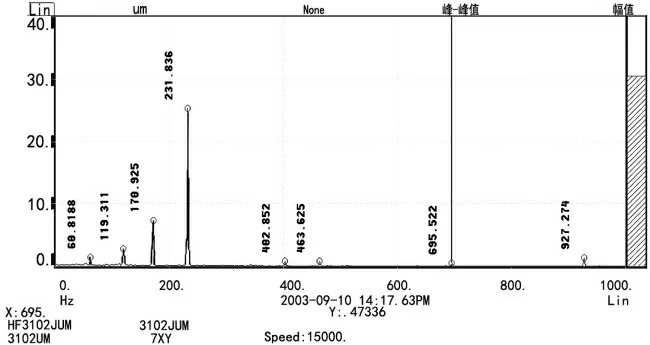
圖10 正常運行時也存在旋轉分離
軸振動報警值63.5 μm,實際振幅達到88.7 μm 以上,并且振動信號中出現了之前不存在的29 Hz 分量,而且幅值明顯大于59 Hz 的轉頻分量,同時壓縮機的軸位移值出現30 μm 以上的振幅波動。分析認為,振動過大的原因是為了提高流量,壓縮機流道改造時,1 級葉輪直徑的設計尺寸過大,工藝系統工況的實際體積流量不能滿足葉輪改造后的體積流量需求,壓縮機內發生了喘振。建議優化各段流量分配、適當降低轉速、提高機組防喘能力。降低轉速100 r/min 左右后,喘振現象基本消除,建議擇機將1 級葉輪外徑做一次切割,以便徹底消除喘振問題,同時擴大穩定運行工況區。
2.7 因為環境濕度引起的軸流+離心壓縮機喘振案例
該機組是一臺工業汽輪機拖動的軸流壓縮機+離心壓縮機,介質是空氣,工作轉速8100 r/min,流量48 000~49 000 m3/h。某年夏季,該壓縮機組突然出現振動波動,軸振動波動范圍為30~60 μm,存在一定規律,每天白天下午振動增大,夜間振動減小,生產工藝參數沒有做任何調整。采集了機組不同振動狀態的數據,發現白天振動大通頻軸振幅峰峰值60 μm 時,主要是45 Hz 的低頻分量增大,幅值超過工頻;夜間振動小的時候通頻軸振幅峰峰值31 μm 時,譜圖中只有明顯的工頻分量幅值,45 Hz 的低頻分量幅值很低(圖13、圖14)。
據此數據診斷分析,振動波動是因為白天壓縮機發生喘振造成的。但是生產裝置的人員不認可這個結論,理由是白天和夜間現場所有工藝參數均沒有任何調整。為此在現場連續一周時間,每天定時同步采集記錄振動數據和壓縮機吸氣溫度和濕度數據,之后查用空氣的焓熵圖數據。計算發現,白天壓縮機吸入的氣體經過一段壓縮冷卻后,會析出20 多千克水,折成氣體體積約1000 m3,造成壓縮機后段的體積流量不足,發生了喘振。根據實際情況制定了臨時運行規程:白天提量、夜間恢復,解決了該機組的喘振問題。
3 結論
在多年來親自監測診斷分析引起喘振的不同原因的過程中,深刻認識到速度式壓縮機的旋轉分離及喘振是這類機組的常見病、多發病,不可以不重視,處理不當輕者造成零部件提前損壞,例如西南地區一臺離心式壓縮機,發生旋轉分離,監測到存在輕度的喘振問題,及時提請業主注意并采取相應措施。由于總振幅只有十幾微米,沒有引起足夠的重視,幾十天后因為輕度喘振激發過大的葉片通過頻率,進而激發葉輪的二階固頻,多支葉片斷裂。
從上述其他案例中也可以看到,及時診斷分析出喘振的原因、采取合理措施,會改變企業開工的命運,保證機組的長周期運行,節省數千萬和上億元的費用,為企業創造巨大的經濟效益和社會效益。然而正如上述的案例,每個都要專業人員進入現場才能解決,解決過程中還要排除異議,解決方案才能實施,所以應該開發有自愈功能的智能喘振監測及診斷控制系統,在初始設計時引入智能化讓智能監控技術產生更高的經濟效益,具體的方案就是轉變振動通頻值+流量介入防喘控制系統的方式,采用振動通頻值+振動分量+流量的介入方式,構建新的智能防喘控制調節系統。
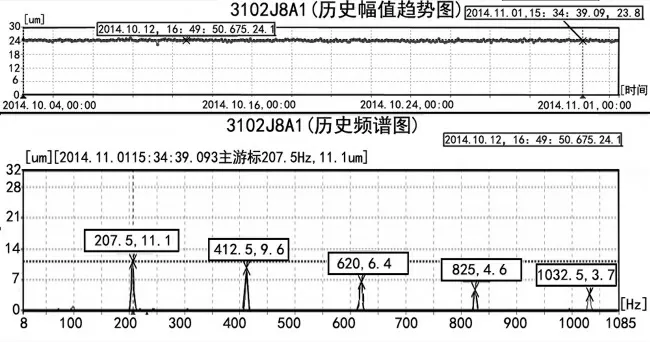
圖11 增壓機投用后的頻譜
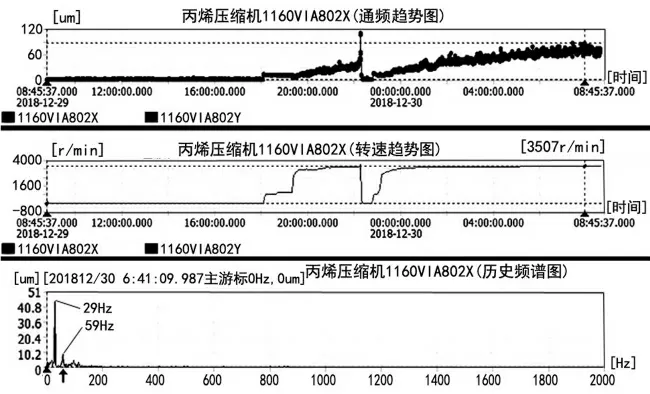
圖12 喘振時的振動趨勢和譜圖

圖13 振動小的時頻譜

圖14 振動大時的頻譜
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年8期)2022-06-05 07:36:28
少先隊活動(2021年2期)2021-03-29 05:40:48
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
中學生數理化(高中版.高二數學)(2019年6期)2019-06-24 03:37:50
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
中國公路(2017年7期)2017-07-24 13:56:38
中學生數理化(高中版.高二數學)(2016年4期)2016-03-01 03:46:18
中國衛生(2015年4期)2015-11-08 11:16:06
