轉子不平衡故障在診斷中的有效應用
2019-10-25 06:46:20興成宏李迎麗
設備管理與維修 2019年11期
興成宏,李迎麗,張 玲
(中國石油遼陽石化分公司機動設備處,遼寧遼陽 111003)
0 引言
機泵裝置是石化行業中的關鍵設備,保證機泵的完好運行,可提高裝置生產率、降低成本、節約能源,對現場機泵的精確監測和故障診斷,可避免設備事故的發生。旋轉機械設備事故分為很多種類,轉子不平衡是旋轉設備經常發生的故障類型之一。
1 轉子不平衡故障的種類和機理
轉子不平衡是由于轉子部件質量偏心或轉子部件出現缺損造成的故障,具體原因很多種。按發生不平衡的過程,可以將轉子不平衡分為原始不平衡、漸發性不平衡和突發性不平衡3 種情況。
設轉子的質量為M,偏心質量為m,偏心距為e,如果轉子的質心到2 個軸承連心線的垂直距離不為零,具有擾度為a(圖1)。
由于有偏心質量m 和偏心距e 的存在,轉子轉動時將產生離心力、離心力矩或兩者兼而有之。離心力的大小與m,e 及旋轉角速度ω 有關,即F=meω2。交變的力(方向、大小均周期性變化)會引起振動,這就是不平衡引起振動的原因。轉子轉動一周,離心力方向變化一個周期,因此不平衡振動的頻率與轉速一致。
2 故障診斷實例
某石化公司動力廠公用車間的機組如圖2 所示。2018 年8 月28 日上午,對該機組P321A 泵進行振動測試,振值達60 mm/s、已超過報警值(報警值為4.5 mm/s,參照ISO10816—2009)。
從測得的波形頻譜圖來看,泵負荷端垂直方向頻率成分以工頻為主導,伴有較小幅值的2×、3×、4×頻率成分(圖3)。停泵后,現場檢修人員對瓦間隙進行了調整,下午再次對該泵進行測試,測得泵負荷端垂直方向振值為115 mm/s 已超過報警值,報警值為4.5 mm/s。從測得的波形頻譜圖來看,泵負荷端垂直方向頻率成分以工頻為主導,伴有較小幅值的2×、3×頻率成分。由此分析認為,引起泵高振動的主要原因是部件發生磨碰,因此建議立即對該泵進行解體檢修。
現場檢修后發現,平衡盤與平衡片、第六級葉輪與口環處都有磨碰現象(圖4)。
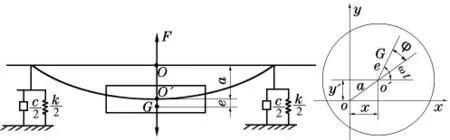
圖1 轉子力學模型
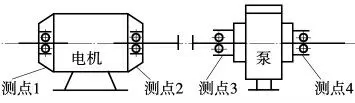
圖2 機組概貌
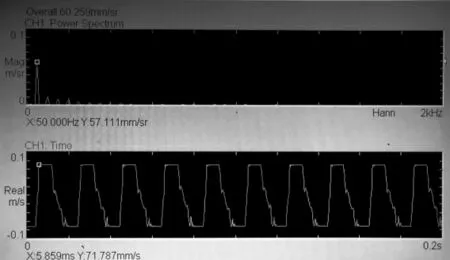
圖3 泵負荷端垂直方向波形頻譜圖
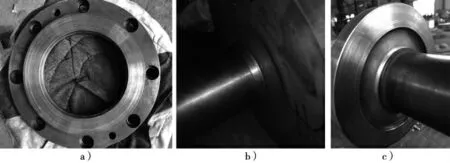
圖4 平衡盤與平衡片、第六級葉輪與口環處均有磨碰
現場檢修人員對該泵進行了檢修,回裝后測得泵和電機兩端振值均超過報警值(報警值為4.5 mm/s),電機振動大且波動(表1)。現場進行帶負荷打閘試驗,斷電瞬間電機振動瞬間減小到很小,認為電機存在電氣故障。
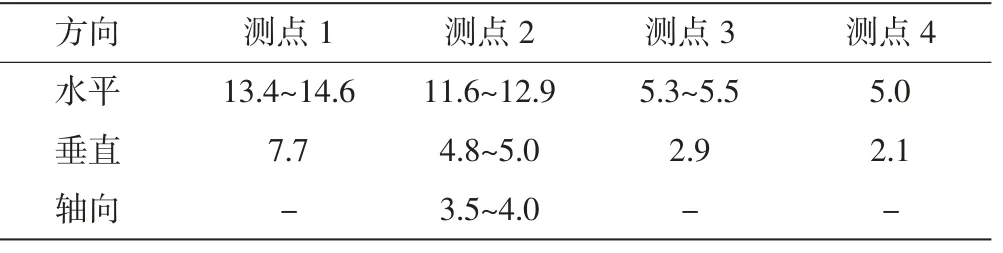
表1 回裝后泵和電機兩端振動數據mm/s
電機送電修檢查,電機基礎不平,1 個地腳加墊鐵,在平臺上空負荷運行,振動值最大2 mm/s。電機回廠安裝后,電機單運,振動6 mm/s,現場進行電機單運打閘試驗,斷電后電機振動逐步減小。為驗證是電機還是基礎引起的問題,將電機4 個地腳全部松開,電機振動小于2 mm/s,緊1 個地腳振動漲到3 mm/s以上,緊2 個地腳振動漲到3 mm/s 以上,4 個地腳全部擰緊后振動達7 mm/s 以上。而且,隨著運行時間的加長,垂直向振動出現上漲趨勢。重復試驗幾次,效果基本一致,重復性很好。4 個地腳緊好后,振動頻譜工頻占主導,伴有明顯的2 倍頻成分。根據vm63 測得的數據和頻譜圖分析認為,該電機基礎支撐系統薄弱。
基礎二次灌漿層清掉后發現,電機尾端基礎地腳螺栓底板與墊鐵間不實,基礎剛度不夠。重做電機基礎,檢修完回裝后該機泵運轉正常(表2)。

表2 重做電機基礎后泵和電機兩端振動數據 mm/s
3 結束語
大型石化企業生產中,保證旋轉設備的安全平穩運行,已成為避免事故發生、節約資源的重要手段。因此,提高對旋轉設備的故障診斷水平,加強對旋轉設備的預知檢修、維修,將最終實現生產的安全、平穩運行。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年8期)2022-06-05 07:36:28
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
汽車維修與保養(2019年7期)2020-01-06 03:30:42
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34
