基于大直徑軟膠輥的細紗牽伸機制及其應用效果
2019-10-29 09:16:50魏艷紅謝春萍劉新金蘇旭中殷高偉
紡織學報 2019年10期
魏艷紅, 謝春萍, 劉新金, 蘇旭中, 殷高偉
(1. 生態紡織教育部重點實驗室(江南大學), 江蘇 無錫 214122;2. 江蘇格羅瑞節能科技有限公司, 江蘇 無錫 214199)
高效工藝是指高效率、高效益、高效能的紡紗工藝[1]。細紗大牽伸是紡紗工藝高效化發展的趨勢,以“前紡重定量,細紗大牽伸”為核心的高效工藝,可最大限度地發揮設備潛力,達到高速,高效,少用工,低能耗,降低生產成本的目的。要滿足高效工藝和高品質成紗的要求,須依靠新型器材、優化工藝和良好的管理模式。“緊隔距、重加壓、強控制”是目前細紗大牽伸的基本工藝路線。從工藝上不講,增加搖架壓力是大牽伸的必要措施之一,但是重加壓往往會造成牽伸力與握持力呈不穩定的極限牽伸狀態,生產中易產生粗節甚至是“出硬頭”等疵點,影響成紗質量[2]。同時隨著搖架壓力的增加,也增加能源的消耗,對生產成本不利,因此,研究輕壓力條件下的細紗大牽伸紡紗,保證成紗質量水平優于現有水平是今后的發展趨勢,也符合節能減排要求。
在細紗牽伸區,本文將前膠輥采用大直徑、窄寬度、軟膠輥,中上膠輥使用丁腈橡膠膠輥代替MR碳纖輥,配合輕加壓工藝路線,紡制了不同線密度的紗線。分析了細紗大直徑軟膠輥的牽伸機制與應用效果,以及其對成紗質量的影響,期望可為細紗大牽伸紡紗提供參考。
1 細紗大直徑軟膠輥牽伸機制
1.1 細紗大直徑膠輥的摩擦力界分布
在硬度穩定基礎上適當增大膠輥直徑,可以增加膠輥的彈性,減少受壓變形,增大與羅拉的弧形接觸面積,縮小浮游區長度,使變速點向前鉗口集中。膠輥前沖包圍弧相對較大,有利于減小加捻三角區長度,降低細紗斷頭。大直徑膠輥的散熱、吸振性能和彈性恢復性好,可延長回磨周期和使用周期。目前許多廠家生產的前膠輥直徑都有增大的趨勢,如瑞士立達細紗機G32的前膠輥直徑為32 mm。在牽伸過程中,通過合理設置摩擦力界,可實現對纖維的有效控制,從而改善細紗條干均勻度[3]。
圖1示出羅拉鉗口握持下紗條的縱向壓力分布曲線。P為膠輥對須條的壓力,當膠輥與羅拉垂直接觸時,此時沿膠輥、羅拉中心線O1O2上纖維間的壓力最大,纖維間相對滑移時產生的摩擦力最大,而兩側的摩擦力逐漸減少,如圖中的曲線s1所示。膠輥直徑增大時,在相同的壓力P下,膠輥與羅拉的接觸面積增大,摩擦力界分布曲線為曲線s2,摩擦力界分布的長度擴大,峰值降低, 因此,采用大直經膠輥可以加強對浮游纖維的有效控制。

圖1 羅拉鉗口握持下紗條的縱向壓力分布曲線
1.2 細紗軟膠輥的應用機制
自20世紀50年代后,期我國開始使用合成橡膠膠輥代替牛皮皮輥。最初,為防止膠輥偏心,膠輥的硬度比較高。經過長期的生產實踐發現,適當降低膠輥硬度可提高成紗條干。隨著技術不斷進步,棉紡細紗軟膠輥應用技術已經成熟,國內外高彈性、低硬度、高耐壓、高耐磨、表面不處理或處理、壓配式鋁襯膠輥已大量生產,如INARCO膠輥(印度阿姆斯壯公司生產)、無錫二橡膠WRC系列、無錫蘭翔LXC系列膠輥等,都相繼推出邵氏硬度65的軟膠輥。
軟膠輥應用在環錠紡細紗機牽伸裝置前上羅拉,通過改善牽伸羅拉鉗口對紗條的握持力來改善條干均勻度,提高成紗質量。
軟膠輥在加壓作用下與溝槽羅拉形成準嚙合傳動狀態,組成的鉗口線相對比較寬,縱向握持須條長度長,使鉗口線向兩端延伸,前鉗口線前沖,后端后移。前沖有利于縮短加捻三角區長度,縮小弱捻區,降低細紗斷頭率和減少毛羽。鉗口線后端后移縮短了浮游區長度,加強了對浮游纖維的控制。此外,軟膠輥的動摩擦因數較大,顯著增強前羅拉鉗口對須條的握持性能,從而有利于改善條干均勻度。
不同硬度羅拉鉗口處紗條內橫向壓力分布如圖2所示。可以看出:高硬度膠輥的鉗口處紗條橫向壓力中間大、兩邊小,因此紗條兩側纖維不能很好地被控制[4];軟膠輥的包覆彈性層變形較大,紗條可完全被膠輥包覆,橫向握持須條寬度寬、均勻,對兩側邊緣纖維控制能力強,有利于減少纖維散失、飛花,能明顯改善條干均勻度和毛羽。軟膠輥彈性好、變形較大、吸振能力強的特點,使鉗口動態握持力相對比較穩定,前后移動小。羅拉鉗口線移動是影響成紗條干不勻的主要原因之一。用極差系數表示不勻率,其計算公式如下:
式中:l0為羅拉鉗口線移動距離,mm;l1為羅拉周長,1 mm;b為牽伸倍數。
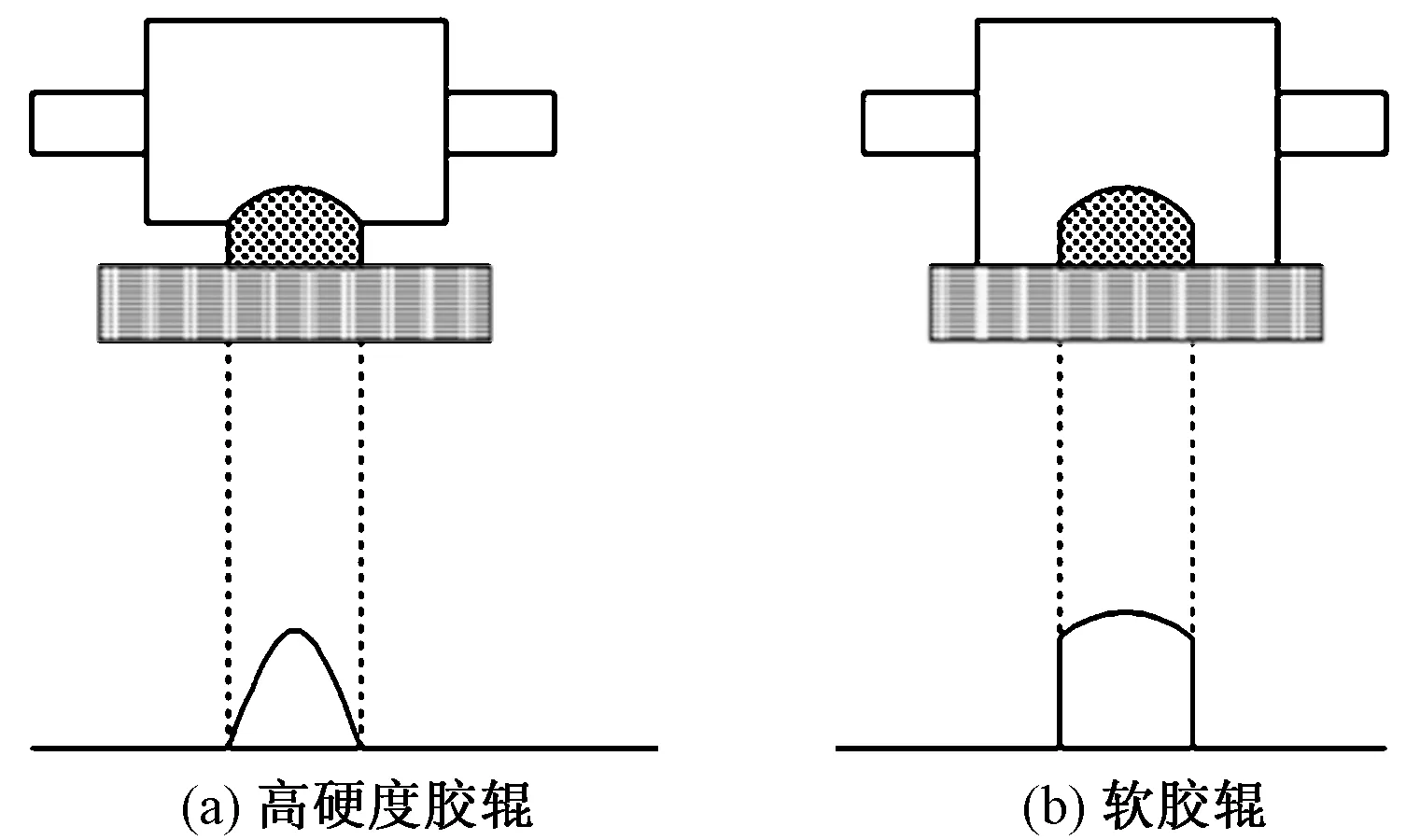
圖2 羅拉鉗口下紗條內橫向壓力分布
由公式可見:成紗條干不勻率隨羅拉鉗口線移動距離增大而增大;與牽伸倍數成正比關系,牽伸倍數越大,羅拉偏心、彎曲產生的機械不勻率越大[5]。
使用軟膠輥可以適度減輕羅拉加壓,有利于節能減耗,減輕牽伸系統負荷,減少羅拉彎曲、振動、軸承與羅拉損傷,延長搖架的使用壽命,降低生產成本,穩定產品質量。
2 紡紗試驗
2.1 膠輥的選擇
相關資料[6]表明,目前國產軟膠輥的沖擊彈性的平均水平在32%~35%之間(這是在膠輥橡膠層單邊厚度為6~10 mm的測試條件下測量出的結果),而進口軟膠輥的沖擊彈性的平均水平在40%左右,沖擊彈性越高,彈性恢復時間越短,膠輥越不易出現疲勞變形。本文試驗細紗前膠輥采用INARCO品牌的膠輥。
2.2 粗紗定量
普梳純棉粗紗定量為8.5 g/(10 m),粗紗捻系數為113;精梳純棉粗紗定量為6.0 g/(10 m),粗紗捻系數為120。
2.3 試驗方案
在DTM129型細紗機上,牽伸元件前膠輥利用INARCO大直徑軟膠輥,尺寸規格為φ19 mm×φ36.5 mm×20 mm,邵氏硬度65,中上膠輥采用低硬度丁腈橡膠膠輥代替MR碳纖輥,上銷架構為RS-6939AS 直板上銷,1218A下銷,并配以配套的上膠圈,具體見圖3。傳統牽伸元件前膠輥為 LXC-966A,尺寸規格為φ19 mm×φ30 mm×28 mm,邵氏硬度65,中上膠輥為MR碳纖輥,SX2-6833普通上銷。分別紡不同線密度的細紗,如C18.2 tex(C表示普梳,后同)、賽絡紡C27.8 tex、賽絡紡 C32.4 tex;賽絡紡JC18.2 tex(JC表示精梳,后同)、賽絡紡JC22.4 tex、賽絡紡JC27.8 tex,研究在2種不同配置條件下,細紗牽伸倍數對成紗質量的影響。
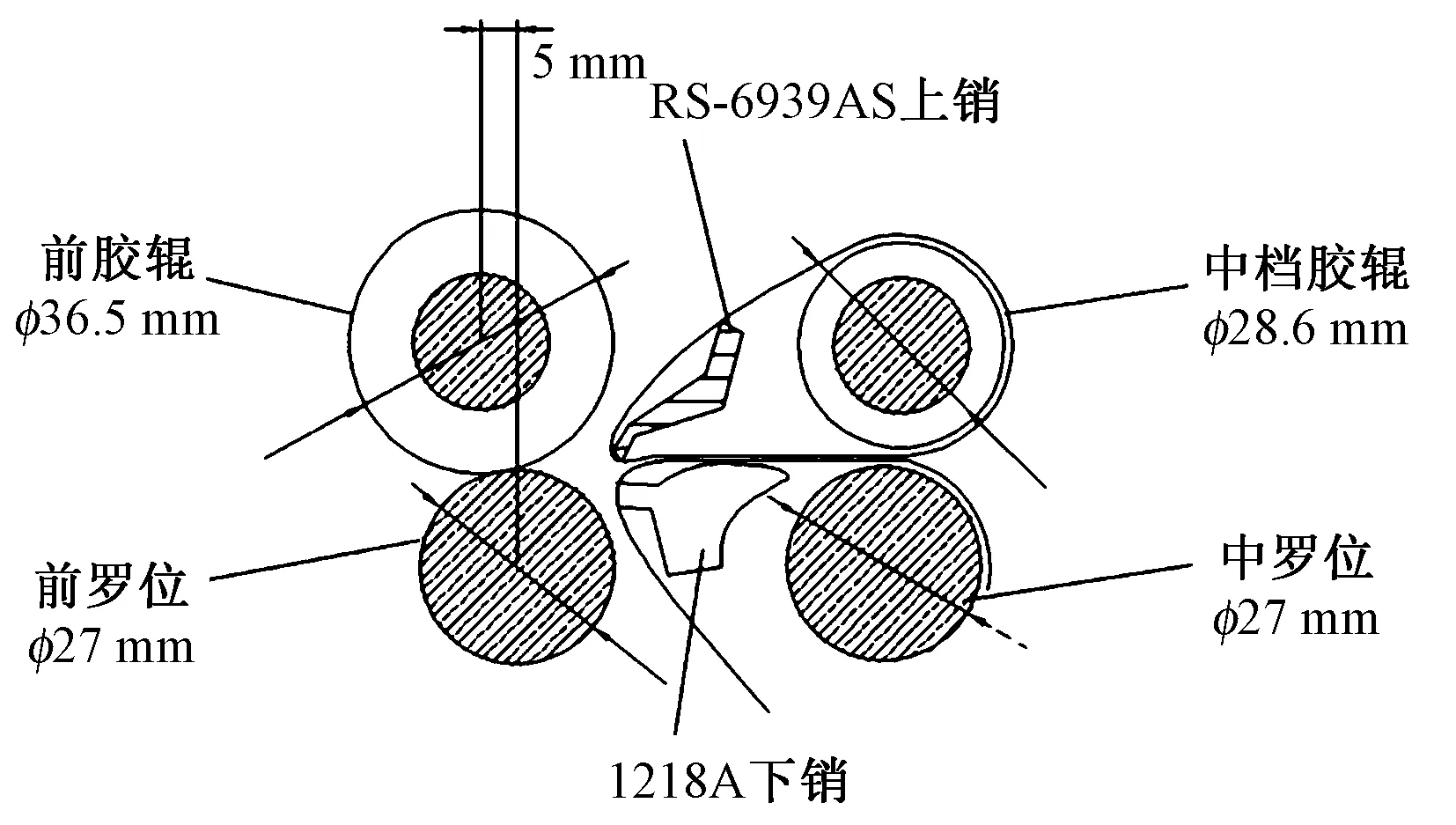
圖3 牽伸元件配置
3 試驗結果與分析
3.1 2種牽伸元件配置分析
傳統牽伸元件中上膠輥使用的碳纖輥表面硬度大,在外力作用下不易變形,中間的纖維可得到有效控制,而兩側壓力小,邊延纖維易散失。采用軟膠輥代替碳纖膠,彈性變形大,纖維可被更多地包覆,橫向摩擦力界分布均勻[7]。采用碳纖輥與低硬度丁腈橡膠膠輥紗條橫向摩擦力分布如圖4所示。
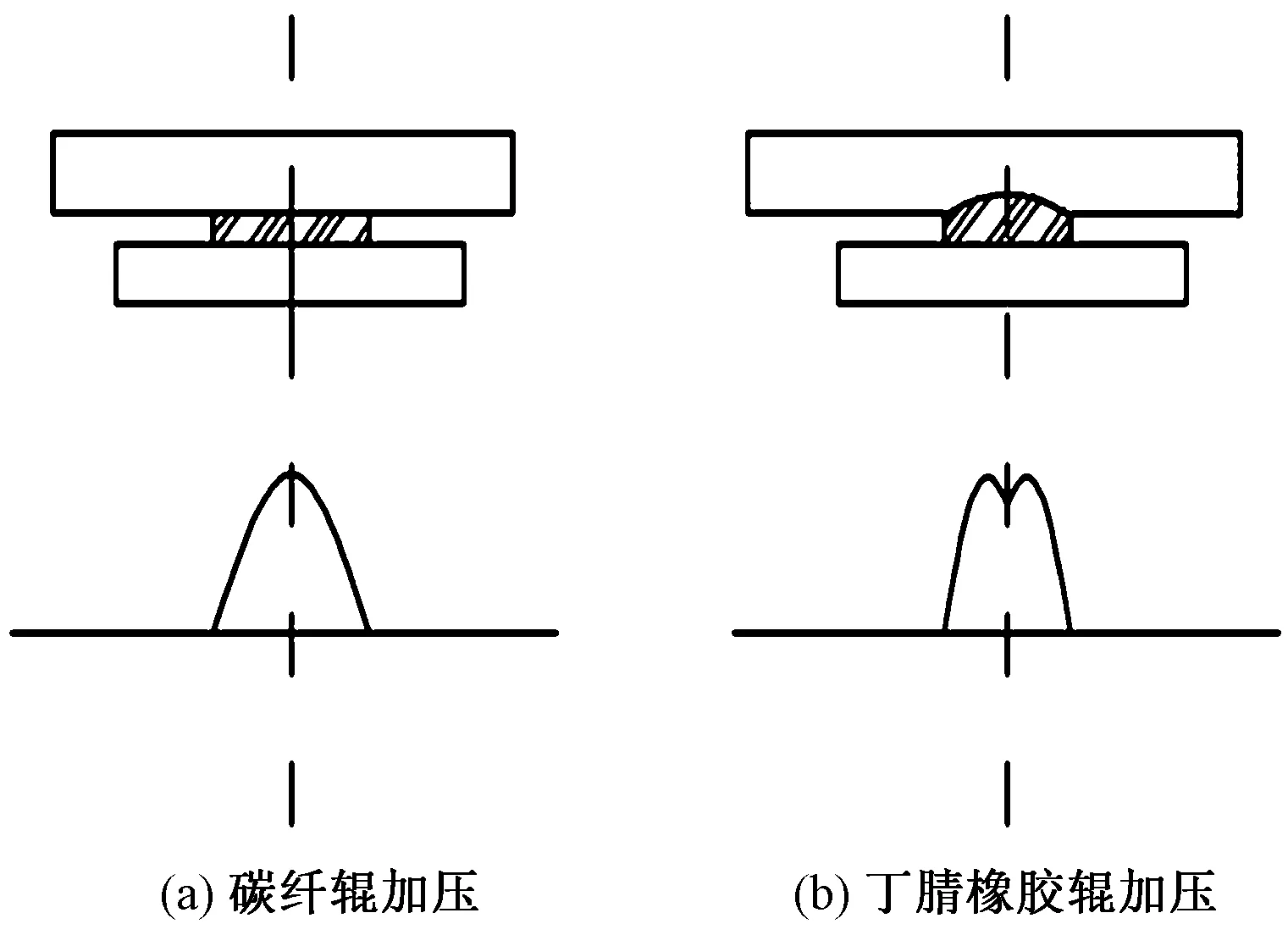
圖4 紗條橫向摩擦力界分布
當使用軟膠輥時,上下皮圈運行的同步性提高,上膠圈滑溜率從6%降低到3%以內。上膠圈滑溜率的計算公式如下:
式中:λ為上皮圈滑溜率,%;Vu為上皮圈平均表面速度,cm/min;Vd為下皮圈平均表面速度,cm/min。通過記錄上、下皮圈每轉5轉所用的時間,可分別測出上、下皮圈的表面速度。
3.2 細紗大直徑軟膠輥工藝配置
在使用大直徑、軟膠輥、輕壓力配置時,要對主牽伸區的中上膠輥、上銷、膠圈適當調整,調整羅拉隔距、鉗口隔距[8]。中上膠輥采用低硬度丁腈橡膠膠輥代替MR碳纖輥,與中羅拉形成柔性接觸,為適應前膠輥直徑的增大,保證牽伸力與握持力相匹配,中上膠輥與上膠圈直徑也相應加大,膠圈增至 43.3 mm,不同直徑的中上膠輥成紗數據見表1。

表1 不同直徑的中上膠輥成紗數據對比
注:所紡紗線為賽絡紡精梳紗。
對比表1中的數據看出,使用不同直徑的中上膠輥成紗質量差異不大,但是在生產中由于前鉗口采用較大直徑的膠輥,中上膠輥直徑的選擇也需適當,以便兼顧前中后鉗口壓力分配。中上膠輥使用較小的膠輥后,粗紗出現打扭、涌條等現象而不能正常生產;如使用直徑為28.2 mm的膠輥,有部分粗紗不能正常平行伸直,造成斷頭增加,影響成紗質量。為節省器材,中上膠輥可使用前檔回磨過小的重新利用。中上膠輥選擇直徑為28.4~28.6 mm較為合適。
細紗前膠輥直徑的增大會產生反包圍弧,通過改用加長上銷(RS-6939AS)來緩解。RS-6939AS型上銷利用了混合型曲線牽伸原理,使前區形成曲線牽伸,縮短了浮游區長度,加強了中區上下膠圈對纖維的控制。加大握持距,一方面平衡主牽伸區牽伸力的增加,另一方面可以加大前膠輥的前沖量(前沖由2 mm調整為5 mm),能有效縮小加捻三角區,達到減少毛羽增長、紗線斷頭,減輕壓力的目的。羅拉隔距由16 mm×44 mm調整為18 mm×46 mm,適當加大羅拉隔距可以平衡粗紗大捻系數形成的大牽伸力,有利于捻回的重新分配。隔距塊適當放大0.25~0.5 mm,前膠輥直徑增大后,如不放大隔距塊,可能會有隔距塊騰空不起作用的現象。
羅拉、鉗口隔距加大,膠輥直徑增大、寬度減小,增加了鉗口單位壓強,提高了膠輥與羅拉對纖維的控制力,使牽伸力大幅度下降,為搖架壓力的減少創造了有利條件。壓力配置以膠輥握持力最小值大于牽伸力最大值為宜,前膠輥壓力可由140 N/雙錠降低為90 N/雙錠。搖架壓力減輕后每落紗用電量相應減少,經實際測量計算,生產JC32 tex每噸紗的耗電量可節約10%。
3.3 成紗質量對比分析
紡賽絡紡細紗時使用相同中心距的喇叭口,采用新牽伸元件,2根粗紗經后區牽伸后平行地進入主牽伸區,2根粗紗間距始終為2 mm;而傳統牽伸粗紗經后區到主牽伸出現分叉現象,2根粗紗間距由2 mm逐漸增大,進入主牽伸區2根粗紗間距最大,為5 mm。這是因為中上膠輥改用丁腈橡膠膠輥且直徑增加,延長了中鉗口線長度,增大了對紗條的握持力;此外,前膠輥直徑增大,降低了上下膠圈運轉滑溜率,使紗條在膠圈中運行的同步性高,這對減少意外牽伸改善成紗粗細節有利。
對細紗大直徑軟膠輥(新牽伸元件)進行適當的工藝調整后,紡制了不同品種和不同細度的細紗。表2示出利用2種牽伸元件紡不同線密度紗線的質量數據。
表2數據顯示,同一配棉線密度越小(細紗牽伸倍數越大),與傳統牽伸元件相比,使用新牽伸元件改善成紗質量的效果越明顯,如賽絡紡為 JC27.8 tex、賽絡紡JC22.4 tex、賽絡紡JC18.2 tex成紗質量對比;將新牽伸元件用在賽絡紡上比環錠紡上改善成紗質量的幅度更大,如C18.2 tex與賽絡紡JC18.2 tex對比;配棉等級越差,新牽伸元件更能表現出優勢,如賽絡紡C27.8 tex與賽絡紡JC27.8 tex對比。
大直徑軟膠輥牽伸使牽伸力控制增強,細紗的牽伸能力提升,因此對重定量粗紗、細紗大牽伸超大牽伸,賽絡紡更能體現它的優越性能,可利用這些優勢適當降低配棉等級從而降低生產成本。但是紗線毛羽H值有所增加,其原因是軟膠輥變形量較大,使須條進入前鉗口時的寬度增大,從而使成紗毛羽增多。為改善成紗毛羽,可通過加裝細紗集合器、采用SB-9A型 2.5 mm 小孔導紗鉤、加大粗紗捻系數、使用進口鋼絲圈、調整鋼絲圈清潔器隔距減少鋼絲圈掛花等措施改進[9]。適當增加粗紗捻系數,不但可增加粗紗強力,還可減少退繞過程中的意外牽伸,依靠大捻系數產生的內摩擦力場控制纖維向前運動不致橫向發散,使須條留有一定的捻度進入牽伸區,有利于減少成紗毛羽。使用新牽伸元件粗紗捻系數可提高10%~20%,細紗也不會有出硬頭的現象。通過以上措施,賽絡紡JC18.2 tex成紗毛羽H值由3.62可以降至3.24。
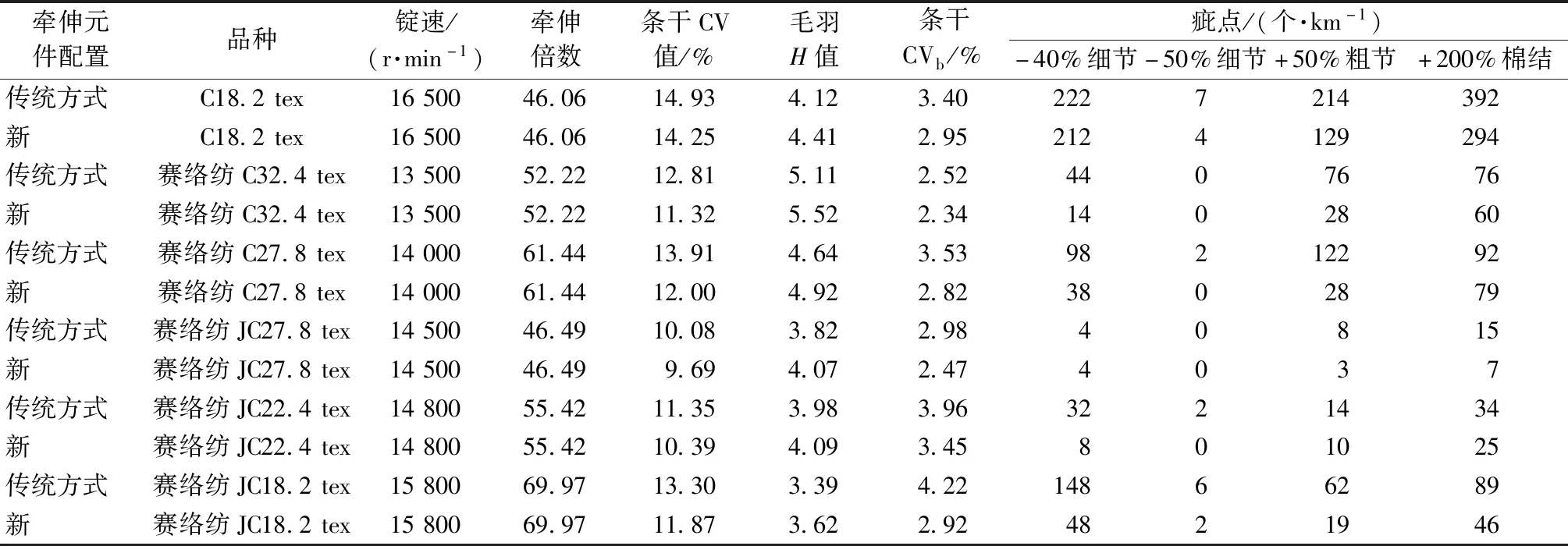
表2 傳統牽伸元件與新牽伸元件生產不同品種成紗數據對比
3.4 細紗特殊機械波的改善
使用傳統牽伸元件紡紗尤其精梳品種,當粗紗捻系數過度加大,會增加中鉗口從后區抽拔纖維與控制前區慢速纖維的雙重壓力[10]。如果粗紗捻度與細紗牽伸工藝配置不當,易產生如圖5(a)所示的特殊機械波,經推算大概在粗紗1 cm處。
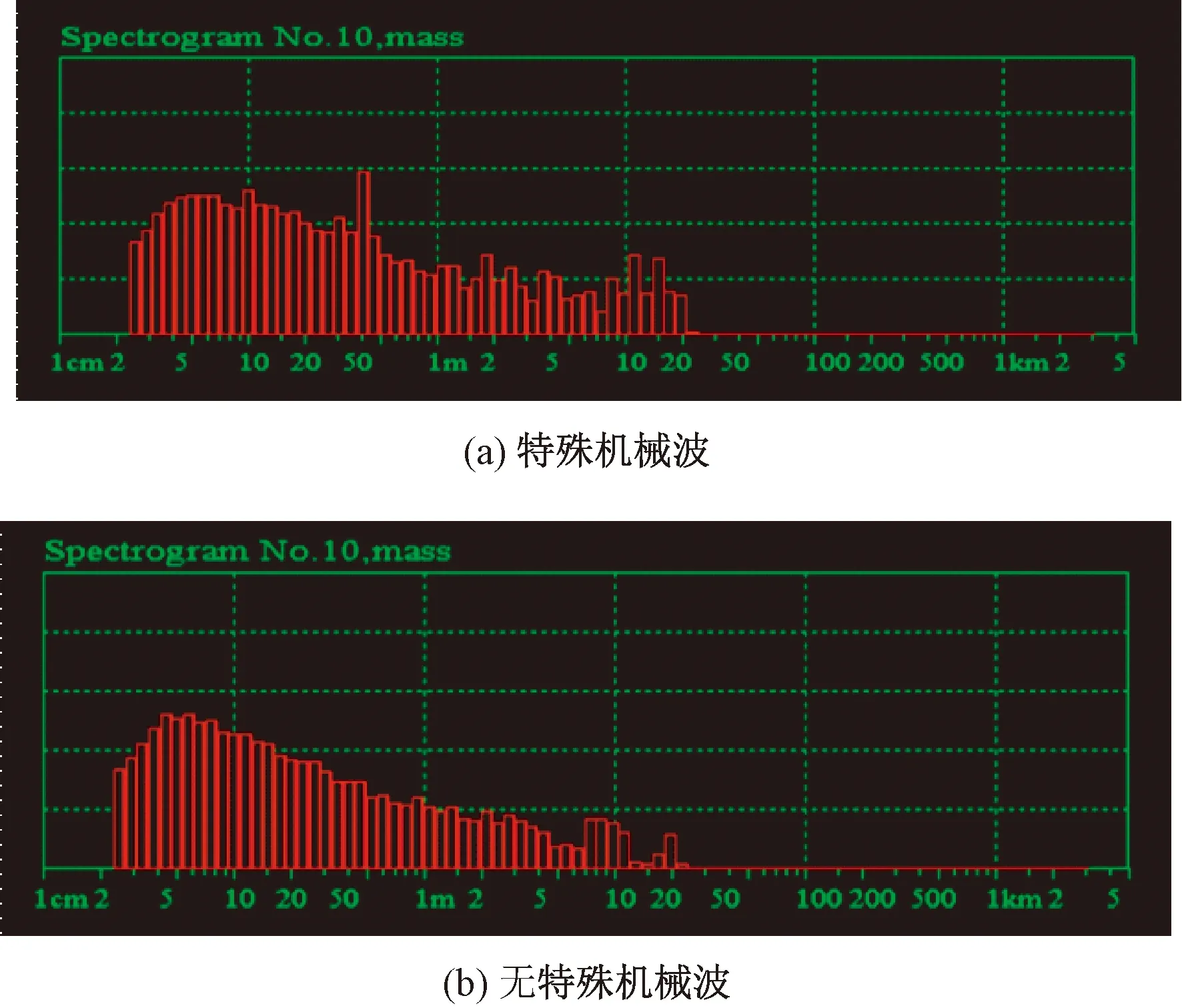
圖5 細紗機械波圖
產生這種特殊機械波其表面原因是粗紗捻度過大,實際原因是細紗牽伸倍數接近臨界牽伸倍數與牽伸機構不適應所致;現用國產細紗機本身牽伸機構不夠穩定、細紗牽伸部件不規范等誘發。當細紗后區牽伸倍數較小時,加大粗紗捻系數或減小上銷鉗口隔距都會導致此類機械波的產生。嚴重時機械波波幅超 3.0 cm 以上,條干CV值比正常高1個百分點以上。
牽伸力與牽伸倍數的關系見圖6。Ec為臨界牽伸倍數,在Ec處牽伸力最大。當牽伸倍數小于Ec,隨著牽伸倍數的增大,牽伸力也逐漸增大,二者成線性關系,在此區域內主要是纖維伸直或須條的彈性伸長;當牽伸倍數接近Ec時,牽伸力與牽伸倍數基本上符合拋物線關系,快、慢速纖維間產生微量相對位移,牽伸倍數過了臨界牽伸區,牽伸力與牽伸倍數基本上符合冪函數關系。在臨界牽伸附近,牽伸過程較復雜,牽伸力波動較大。在實際牽伸中,應避開臨界牽伸區域,以免影響浮游纖維運動。
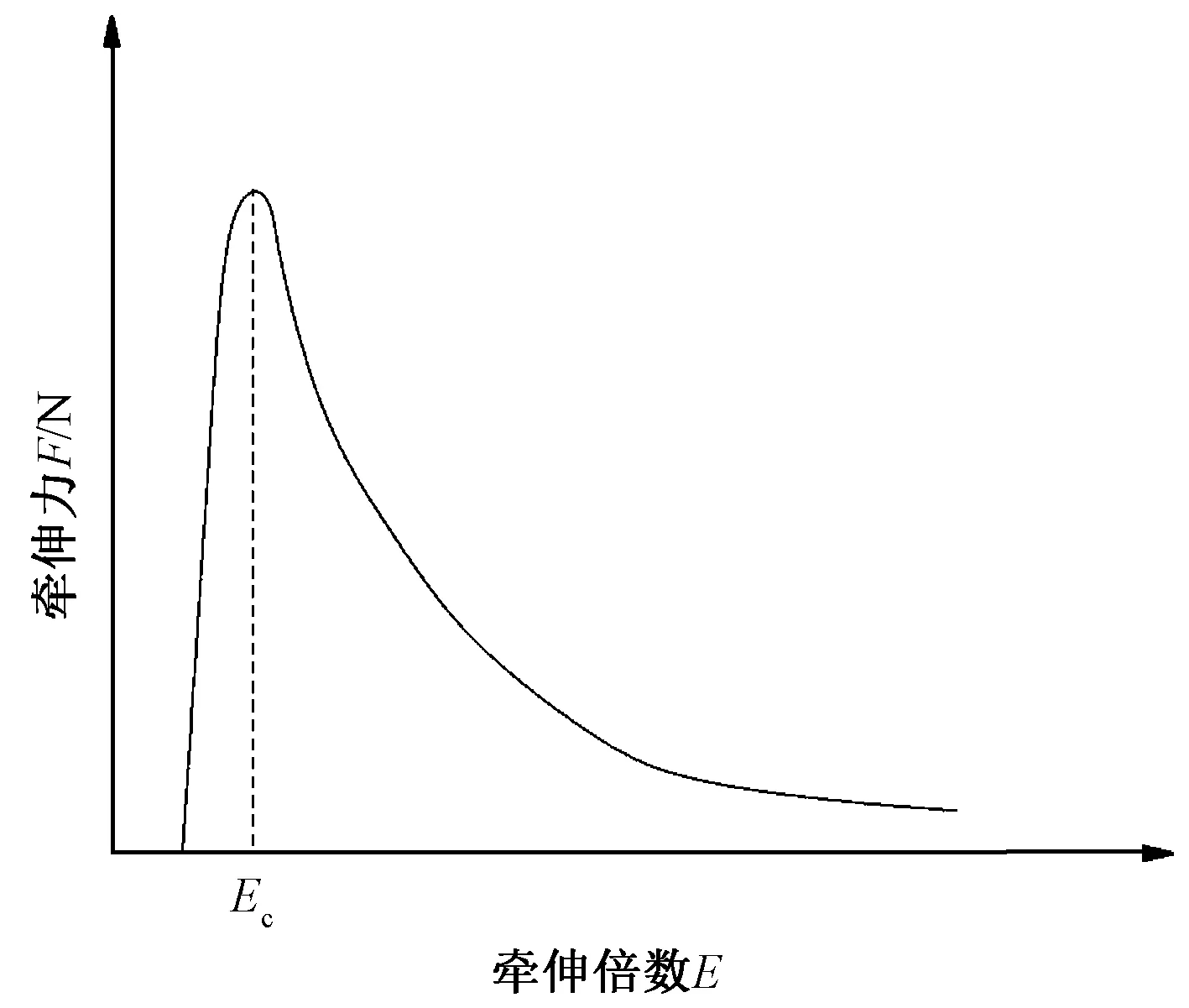
圖6 牽伸力與牽伸倍數的關系
在細紗其他工藝參數及牽伸部件不變的前提下,加大細紗后區牽伸倍數與降低粗紗捻系數相結合可降低或消除此類特殊機械波,但是工藝不當會影響車間生產與產品質量。表3示出利用不同工藝和牽伸元件生產的JC18.2 tex質量數值。
表3數據顯示,當使用傳統牽伸元件時,后區牽伸倍數由1.21增加到1.25,同時粗紗捻系數由120降至110時,可以消除此類機械波,但成紗條干明顯惡化。使用新牽伸元件盡管細紗選擇較小的后區牽伸倍數(1.21倍)與較大的粗紗捻系數(130)時,沒有機械波產生(見圖5(b)),因此采用新的牽伸元件配置不僅可有效解決此類特殊細紗機械波,同時還可改善產品質量。
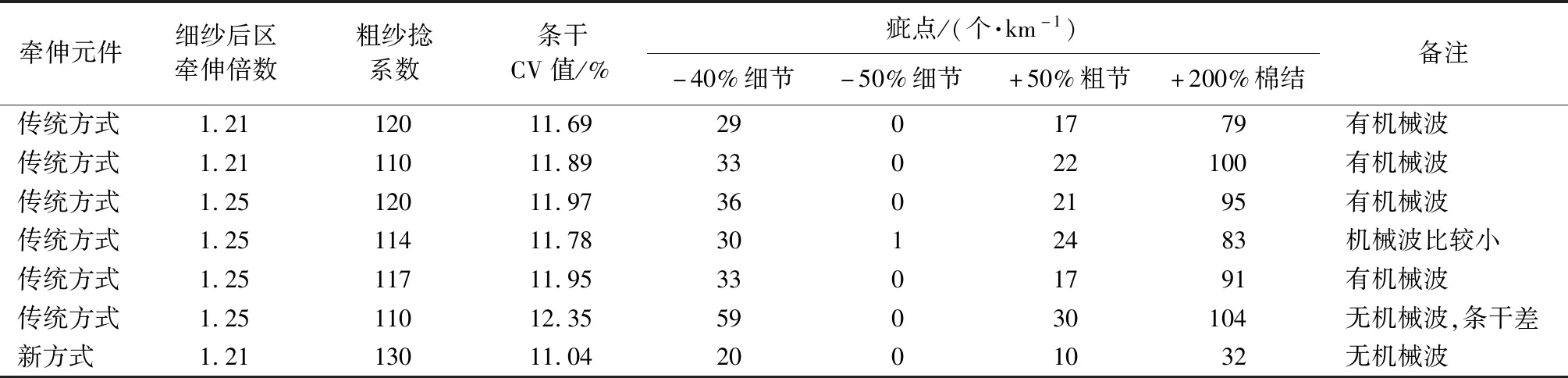
表3 利用不同工藝和牽伸元件生產的JC18.2 tex質量數據
4 結束語
為更好地握持紗體,將前區牽伸膠輥硬度從邵氏硬度85降到目前的65甚至是63,由線握持到一定寬度的面握持,可改善橫向握持度,增強對三角區纖維的有效控制。采用大直徑、軟膠輥、窄寬度、輕加壓等特征的牽伸區元件配置,與羅拉溝槽形成了準嚙合傳動,可實現輕加壓重握持,達到重加壓條件下的成紗質量效果,改變了大牽伸必須重加壓的局面,減輕了羅拉負荷,延長了牽伸與搖架加壓元件的使用壽命,同時膠輥的變形量減小,彈性恢復時間短,中凹現象得到改善,延長了膠輥的使用壽命,減少了紗線質量波動,達到了提高產品質量的目的。
