礦用液壓電控主閥閥體自動壓漲堵裝置的設計
2019-10-30 03:42:18崔峰巍陳巖霞苑士澤
中國煤炭 2019年9期
崔峰巍 陳巖霞 苑士澤
(北京天地瑪珂電液控制系統有限公司,北京市朝陽區,100013)
隨著我國經濟發展方式的轉變,煤炭行業也由粗放的生產方式向集約化、精細化方向轉型,智能化開采成為煤炭安全高效開采的發展方向與必然趨勢。進入21世紀以來,我國煤炭綜采技術和裝備制造水平不斷取得突破性成果,智能化、無人化的開采的理念和技術被廣泛接受和應用[1]。其中液壓電控系統作為煤炭智能化開采的基礎控制系統之一,主要用于控制綜采工作面的液壓支架。主閥是液壓電控系統的核心支撐部件,如電磁先導閥、閥芯等重要部件均安裝在主閥閥體,主閥的質量對于系統的穩定運行起到至關重要的作用[2]。
在主閥的加工過程中,為了完成閥體某些功能孔內部的貫通,需要從閥體外部直接打孔,這樣會在閥體外部留下若干工藝孔。這些工藝孔本身并不具備功能性,必須要在組裝過程中使用漲開式堵頭(以下簡稱漲堵)進行密封,避免介質泄漏[3]。
現階段的工藝是由工人把漲堵放入工藝孔,插入銃桿,并用錘子將漲堵砸入孔底,砸至小球完全進入套筒內方可。此種方式不僅存在工人勞動強度大、效率低的問題,還由于砸入的力度和深度都無法控制,主閥各個工藝孔承受的壓力參差不齊,存在安全隱患和質量隱患。為了降低勞動強度,保障安全生產,提升產品競爭力,北京天地瑪珂電液控制系統有限公司積極響應國家“智能制造2025”政策,推送生產制造過程的自動化和智能化,現已經完成主閥的自動裝配生產線并投入使用,主閥自動壓漲堵裝置作為主閥線的重要擴展站點,其開發也被推上日程。
1 自動壓漲堵裝置設計方案
1.1 布局和機構
自動壓漲堵裝置的整體結構主要包括閥體物流小車、閥體平移機構、漲堵自動上料機構、四軸機器人、漲堵壓裝機構、閥體翻轉機構等,該裝置位于主閥裝配線變位機左側,為主閥裝配線線提供完成壓漲堵工序的閥體,設備占地面積為2.86㎡(2200 mm×1300 mm),臺面高度為520 mm,上料工位閥體上表面高度為800 mm,下料工位閥體上表面高度為850 mm。自動壓漲堵裝置總體布局如圖1所示,自動壓漲堵裝置整體結構如圖2所示。
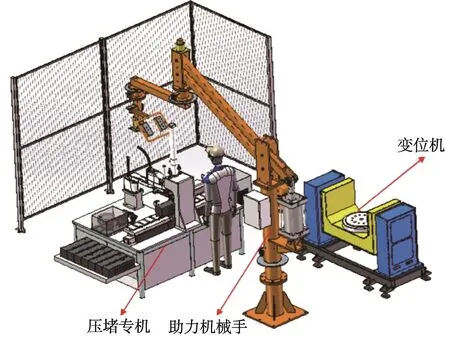
圖1 自動壓漲堵裝置總體布局
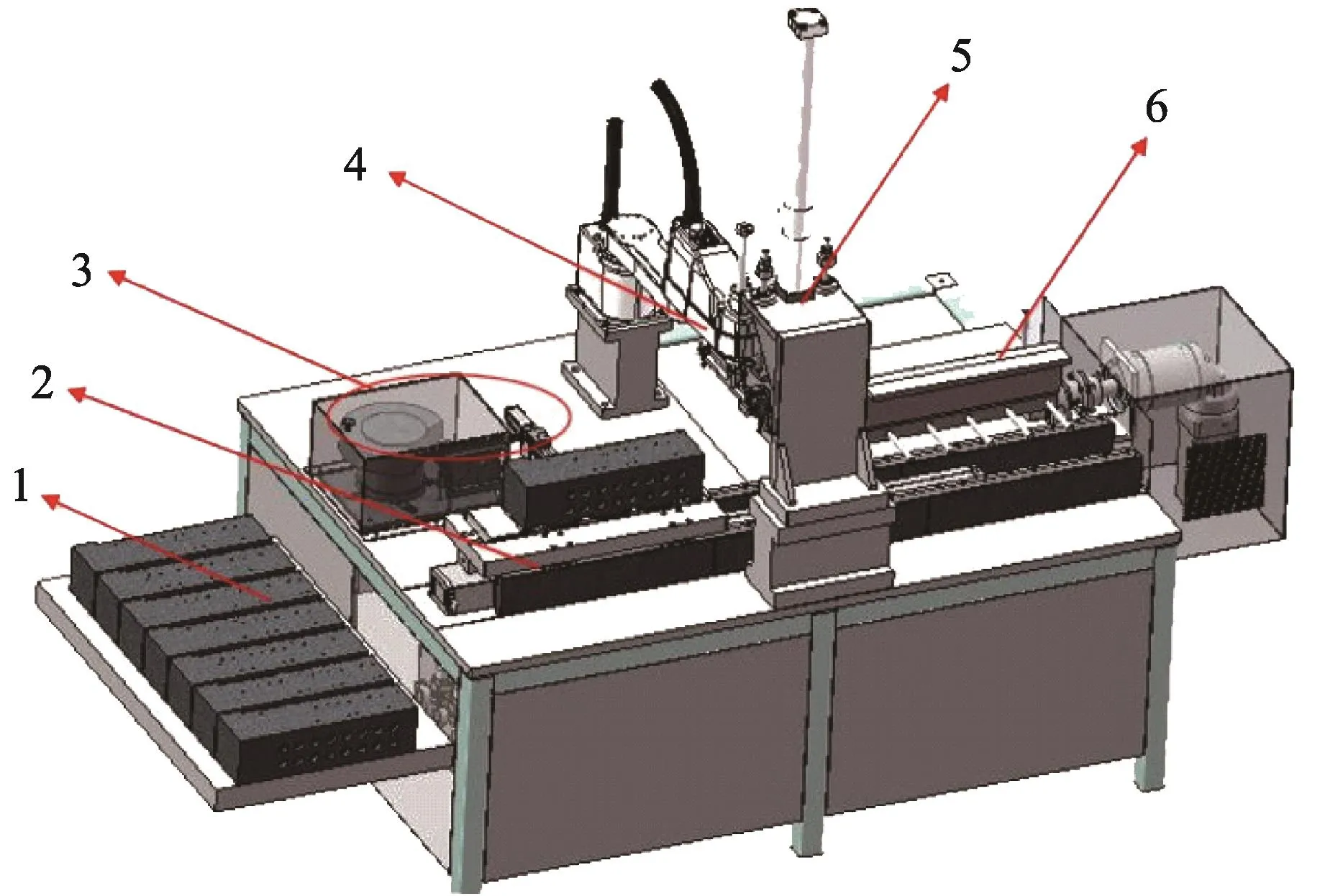
圖2 自動壓漲堵裝置結構
1.2 主要機構詳細設計
1.2.1 閥體平移機構
閥體平移機構由電缸、2套雙滑塊直線重載導軌及閥體定位板組成。電缸和導軌與定位板之間用浮動接頭連接。定位板上開6個凹槽,閥體翻轉工位的挑桿進入凹槽對閥體翻面,定位板上有3個檢測傳感器,可檢測閥體是否貼緊定位塊。閥體平移機構示意圖如圖3所示。
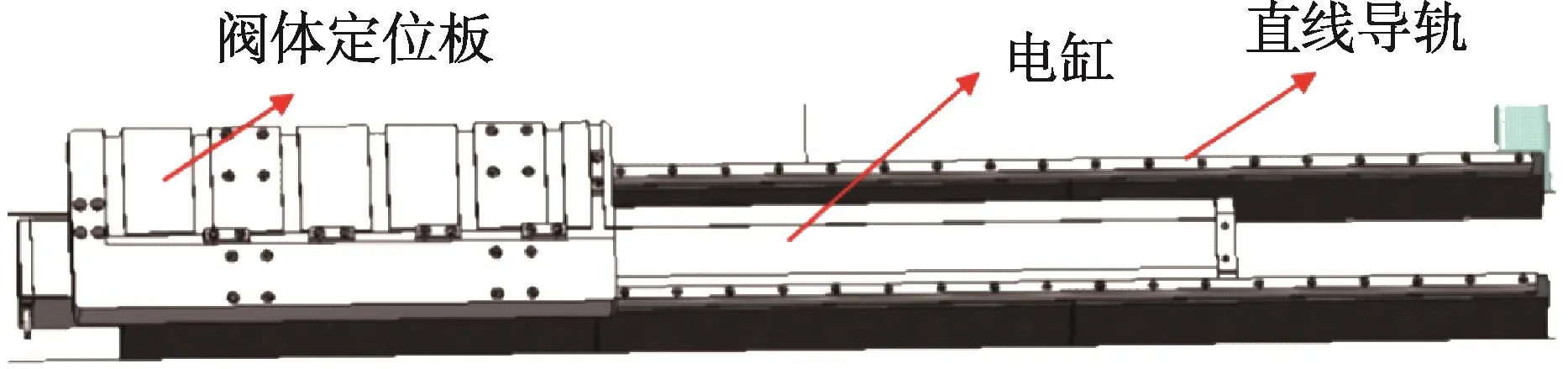
圖3 閥體平移機構示意圖
1.2.2 漲堵自動上料機構
漲堵自動上料機構由振動盤、直線振動器、電缸、激光傳感器、可調節固定機構等組成,漲堵頭朝上排列出料進入分離機構,直線振動器將漲堵送到切出位置,激光傳感器檢測切出口處是否有漲堵,再由電缸將漲堵帶到取料位置。漲堵自動上料機構示意圖如圖4所示。
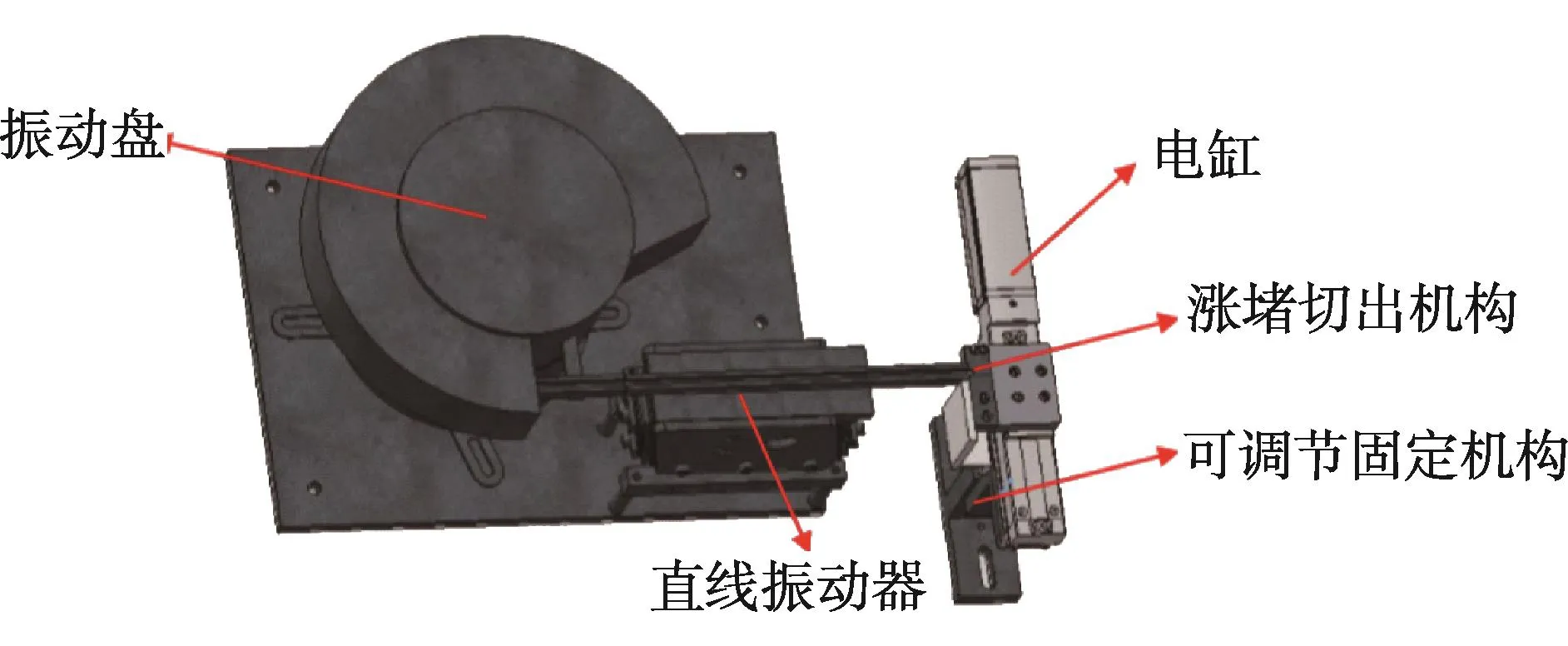
圖4 漲堵自動上料機構示意圖
1.2.3 四軸機器人機構
四軸機器人機構由四軸機器人、連接件、銃桿安裝機構、漲堵手爪組成。漲堵手爪取到漲堵后,根據視覺定位的坐標位置,將漲堵放入工藝孔內。第三軸旋轉 180°,將銃桿認到工藝孔內,第四軸下行6 mm左右,待增壓缸下壓。四軸機器人機構示意圖如圖5所示。
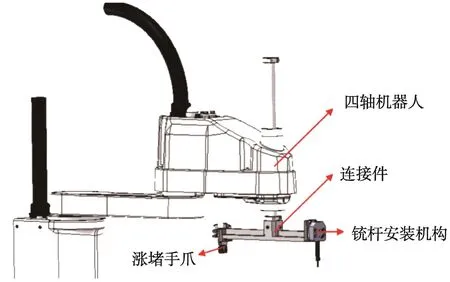
圖5 四軸機器人機構示意圖
1.2.4 漲堵壓裝機構
漲堵壓裝機構由氣液增壓缸、增壓缸支架、2套視覺系統、光源、壓力傳感器、行程位移傳感器、導向機構組成。相機1豎直安裝,分析工藝孔的坐標位置,指導四軸機器人放堵、放銃桿及漲堵放置是否合格;相機2傾斜安裝,分析銃桿是否合格放入工藝孔內,保證壓裝時不會將銃桿壓偏。光源負責給2套相機提供紅色光。壓力傳感器可實時監測增壓缸輸出的壓力,防止氣壓浮動造成壓力不穩定。行程位移傳感器可以監測壓缸下壓的行程,保證漲堵壓裝的深度。漲堵壓裝機構示意圖如圖6所示。
1.2.5 閥體翻轉機構
閥體翻轉機構由氣缸、軸承組件、步進電機、減速機、液壓緩沖器、滾珠導向套及導向軸、閥體挑桿等組成。閥體到達翻轉工位后,氣缸將閥體挑桿機構前推至定位板上的凹槽內,電機減速機帶動挑桿機構向上翻轉90°,使閥體主孔面朝上。人工操作助力機械手將閥體取走,傳感器檢測到閥體離開后,氣缸縮回,挑桿機構復位。閥體翻轉機構示意圖如圖7所示。
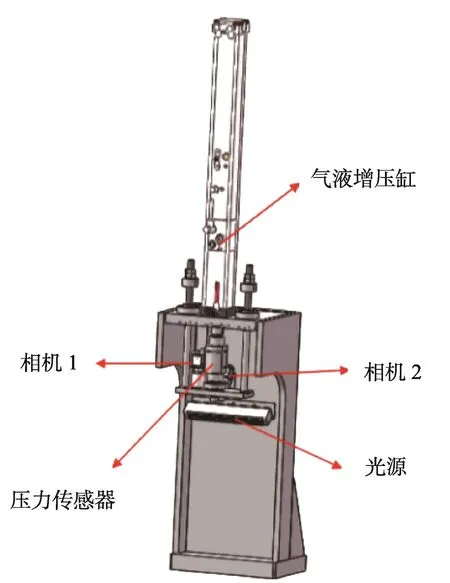
圖6 漲堵壓裝機構示意圖

圖7 閥體翻轉機構示意圖
1.2.6 氣動系統
氣動系統主要由兩位三通電磁閥(控制氣液增壓缸增壓)、調壓過濾器、減壓閥、兩位三通電磁閥、氣液增壓缸(壓裝)、普通推拉氣缸(翻轉工位)、三杠氣缸(阻擋翻轉機構)、兩爪氣缸(夾持漲堵)等功能部件組成,主要完成設備壓裝、翻轉、阻擋翻轉、控制氣液增壓缸增壓、調節氣液增壓缸壓力和夾持漲堵等功能。氣動系統示意圖如圖8所示。
1.2.7 電控系統
電控系統以西門子S7-1200 PLC為控制器,以Profinet總線為介質組態,實現四軸機器人、氣液增壓缸、電缸、電機、視覺系統、傳感器和觸摸屏的信息通信和控制。電控系統網絡架構如圖9所示。
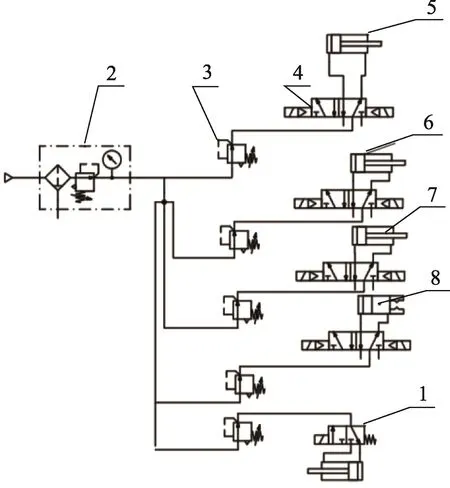
圖8 氣動系統示意圖
2 關鍵技術要點
2.1 視覺定位、視覺檢測、機器視覺與機器人聯動
主閥閥體在加工過程中遺留的工藝孔(孔直徑為4 mm:上偏差為+0.05 mm,下偏差為+0.02 mm;深度6 mm:上偏差為+0.2 mm,下偏差為0)與閥體定位面并不平行,并且偏移無規律。當閥體重新固定后,按照圖紙所給定的工藝孔坐標,工業機器人不能將漲堵(漲堵直徑為3.8 mm)放入孔內;這是因為傳統意義上工業機器人是在控制系統的控制下,重復特定的動作流程完成加工。而主閥閥體在加工過程中,雖然是一個重復的動作,但是孔的坐標隨著孔的變化也在不斷變化;同時,產品加工精度的保障依賴于控制系統的穩定性與整個機械系統的精度。然而加工過程中隨機誤差的產生在所難免,諸如不可預測的震動、產品在工位間傳送發生的偏移等,此外機械結構隨著長期使用、精度下降帶來的系統誤差還會導致產品批量報廢,加上現今產品序列紛繁復雜,市場對于柔性生產的要求與日俱增,工業機器人想要在傳統的控制系統下完成這一切就顯得尤為困難[4]。
基于以上問題,北京天地瑪珂電液控制系統有限公司采用器人配合視覺的方式,由視覺系統準確分析孔的位置,將坐標傳遞給工業機器人,由工業機器人完成高精度裝配,這樣大大提高了產品質量和生產效率,還可以滿足同類產品的共線生產,為實現柔性生產提供可能[5]。
此外機器視覺還能對產品加工過程進行檢測,該設備中有一個鏡頭專門用于檢測銃桿是否進入孔內。當銃桿進入孔內時,氣液增壓缸轉換為液壓模式,提供0.9 t壓力,將漲堵壓到位;當銃桿沒有進入孔內時,設備將報警,提示銃桿未進入孔內。這樣有效提高產品合格率,達到99.99%,避免由于銃桿不正對閥體造成的損壞。
2.2 視覺系統的設置和調試
視覺系統以EPSON PV1系統為模板,分別完成四軸機器人和視覺鏡頭的組態,再通過Ethernet連接機器人控制器(RC90)和工控機(PC運行視覺軟件RC+),最終與控制器(Siemens S7-1200)鏈接,完成視覺系統的組態。通過RC+軟件中的Vision Guide模塊,首先完成視覺坐標系與機器人坐標系的同步校準,然后針對視覺中的各種圖形建立對應的圖形序列。
本系統中有Camera1和Camera2兩個鏡頭,Camera1位于孔位的正上方,用于孔位的定位、判斷漲堵是否放入孔內,采用Geometric(圖形幾何輪廓)對象,一般用于確定某個已知對象的位置和方向,即查找對象的特征(例如登記標志)。此方法通常用來查找零件位置,以協助將機器人引導到拾取位置和放置位置。Camera1所拍攝到的孔位和漲堵放置視覺序列圖像如圖10和圖11所示。
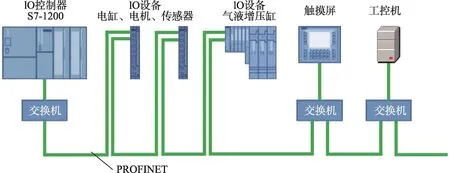
圖9 電控系統網絡架構
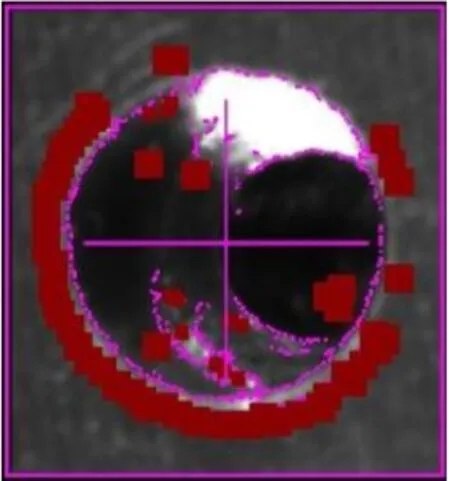
圖10 孔位視覺序列圖像
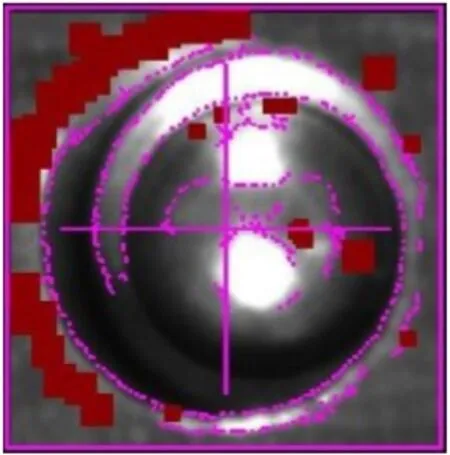
圖11 漲堵放置視覺序列圖像
Camera2位于孔位的斜45°上方,用于判斷銃桿是否放入孔內,采用Correlation(相關)對象,Correlation(相關)對象通常一方面用于定位,如獲取圖像上的特征點;一方面用于測量,如零件檢查時查找零件的直徑、長度、角度和其他關鍵外形尺寸等特征;一方面用于檢查,如查找簡單缺陷、零件遺失或印刷模糊。一般用來對比圖像使用。Camera2所拍攝到的銃頭放置視覺序列圖像如圖12所示。
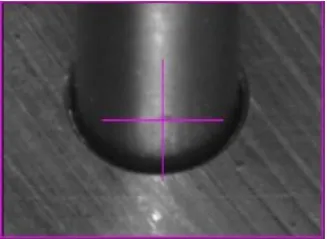
圖12 銃頭放置視覺序列圖像
最后通過RC+軟件自帶的SPEL+語言系統進行編程,對建立的視覺序列調用和運行,同時配合四軸機器人的動作完成整個動作。
3 應用
2019年5月,自動壓漲堵裝置在北京天地瑪珂電液控制系統有限公司順義生產基地投入使用。本設備投入使用以后,與主閥自動裝配線無縫銜接,清洗后的主閥可以直接上線裝配,省掉了人工砸漲堵的工序。本設備由主閥操作人員操作,節省了勞動力,同時降低了工人的勞動強度。本設備實現了閥體漲堵孔位從8個到22個等100多種主閥閥體漲堵自動壓裝,工作時間控制在3~5 min之內,平均每個孔位節拍約為15 s左右,極大地提高了工作效率,為主閥的自動化裝配提供了保障。由于本設備配備了兩段式的氣液增壓裝置,前段氣動增壓保障閥體不會由于壓力過大而損壞,后段液壓增壓為漲堵的壓裝提供穩定壓力。同時配合壓力傳感器和激光位移傳感器,將壓力控制在0.9 t,壓裝深度控制在1.5 mm,這樣壓裝的主閥各個孔位所能承受的壓力一致,解決了由于人工砸漲堵壓力和深度不一致而造成井下漲堵飛出主閥漏液的問題。
猜你喜歡
《學習方法報》歷史中考版(2023年21期)2023-11-09 07:40:38
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
裝備制造技術(2019年12期)2019-12-25 03:06:46
當代貴州(2019年41期)2019-12-13 09:28:56
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
中國共青團(2015年7期)2015-12-17 01:24:38