鋁及鋁合金熔焊通用焊接工藝規范探析
2019-10-30 11:19:00羅意甘永芳肖懷國
科學與財富 2019年30期
羅意 甘永芳 肖懷國
摘 要:依據現有QJ系列標準,規定了常用鋁及鋁合金熔焊(鎢極氬弧焊)工藝規范,包括焊接材料、規范參數、焊接檢驗、缺陷返修等要求,對鋁及鋁合金零件的焊接生產具有一定的指導性。
關鍵詞:鋁及鋁合金;熔焊; 通用工藝;焊接規范
隨著焊接技術的全面創新和開拓性的工程應用,使焊接成為一門獨立、自成體系的應用學科。 其焊接工藝不但要考慮工藝的系統性,更要考慮焊接加工的質量、效率和成本問題,這對焊接工程師提出了很高的要求;為便于工程技術人員參考借鑒和操作技能人員參數調節,這種融合焊接技術條件和基礎焊接標準為一體的通用焊接工藝規范便應運而生。本規范規定了鋁及鋁合金零件鎢極氬弧焊工藝過程的技術要求,作為鋁及鋁合金零件焊接生產的指導性技術文件。
1 ?范圍
本標準規定了常用鋁及鋁合金熔焊(鎢極氬弧焊)工藝規范,包括焊接材料、焊接設備、焊接規范參數、焊接檢驗、焊接缺陷的修整和返修要求。
2 ?規范性引用標準
GJB481 ?焊接質量控制要求
QJ2698 ?鋁及鋁合金熔焊通用技術條件
3 ?一般要求
3.1 ?人員
焊接操作工必須經過相關焊接理論和操作培訓,按規定考試合格并持有有效資格證書。
3.2 ?設備
3.2.1 ?焊接設備應符合GJB481第6條規定。
3.2.2 ?氬弧焊焊接電源應選用能方便調節焊接參數,并能在所需焊接參數下穩定工作。
3.2.3 ?焊接設備應在有效的鑒定使用期內。
3.3 ?焊接環境
鋁合金零件焊接一般要求在:溫度≥15℃,相對濕度≤65%,且環境潔凈的條件下進行。
3.4 ?場地
焊接場地不允許有穿堂風,且有足夠照明。
3.5 ?焊接材料
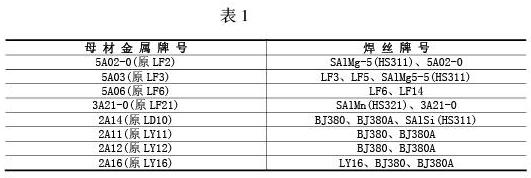
3.5.1 ?填充焊絲
設計文件有規定的按設計文件執行,設計文件未規定的可參照表1選擇。
3.5.2 ?焊絲的保管
焊絲應按牌號、規格分類保管;使用不同標記以便區別,保證在使用中不用錯。
3.5.3 ?保護氣體
焊接用氣體采用高純氬氣,純度99.999%;當瓶裝氣體的壓力低于0.2MPa時不允許使用。
3.5.4 ?鎢極
鎢電極采用鈰鎢棒,牌號WC20,一般不使用釷鎢棒。
3.6 ?工藝文件
對具體的產品必須根據設計文件和本規范的要求編制焊接工藝規程,對工藝方法、檢驗要求應作明確規定。
4 ?具體要求
4.1 ?鋁合金焊接主要工藝過程
試片焊接→清理→裝配→定位焊→焊接→打磨外觀→檢查→無損檢查→補焊→檢驗。
4.2 ?焊前準備
4.2.1 ?試片焊接
a) Ⅰ、Ⅱ級焊縫在焊接正式產品前應先焊接試片并做好原始記錄。
b) ?試片的材質、接頭形式、設備及規范參數等要求與產品一致。
5.2.2 ?清洗
a) 清洗:待焊件及焊絲需進行化學清洗,清洗后要求在8h內施焊,焊絲化學清洗后必須在80℃~100℃下烘干20~30min,并在密封狀態下貯存;保持清潔。
4.3 ?裝配
4.3.1 ?裝配前必須先清除夾具上與產品接觸部分的油污、銹蝕并保持清潔。
4.3.2 ?裝配符合要求,允許用木榔頭敲擊配合處,定位焊方法應與正式焊接方法相同。
4.4 ?預熱
對厚度超過6mm或結構復雜、焊后易產生裂紋及在返修焊時,一般應考慮預熱,對可熱處理強化鋁合金的預熱溫度應作嚴格的控制,預熱溫度一般為100℃~150℃。
4.5 ?引弧和收弧
手工氬弧焊采用非接觸引弧。焊接中間收弧一般采用不加焊絲而由慢到快沿焊縫移動電弧的方法或用電流衰減方法,在焊縫銜接處可采用堆高收弧法或由慢到快移動電弧法,嚴禁突然拉高電弧而收弧。沒有余量處收弧必須加引出板。
4.6 ?定位焊
4.6.1 ?定位焊縫要求均勻過渡到被焊的母材金屬上,定位焊長度應在3~10mm范圍內選擇,定位距離根據零件形狀確定一般對稱、均勻定位2~6點。
4.6.2 ?定位焊時可不填加焊絲或少填焊絲。在不影響定位焊定位作用的情況下,必要時可對定位焊縫進行修整。
4.6.3 ?定位焊的焊接質量應與該焊縫的質量一樣嚴格控制,如果出現表面裂紋、夾鎢必須立即排除;定位焊點力求均勻分布,應力集中處和交叉處不允許定位焊。
4.7 ?焊接
4.7.1 ?焊接方法
鋁合金零件焊接主要采用手工鎢極氬弧焊。
4.7.2 ?焊接順序
a) ?焊接順序的選擇原則應有利于減少應力集中,減少焊接變形。
b) ?焊縫對稱分布的焊件或對稱焊縫要求用對稱分條或對稱分段的焊接順序。
4.7.3 ?焊接規范參數
鋁合金零件焊接規范參數依厚度制定,焊縫尺寸應符合QJ2698中3.3條的規定。
4.7.4 ?對焊接操作的一般要求
a) ?操作時焊絲角度盡可能小;焊絲應靠在熔池邊緣填加,焊絲端頭要置于保護氣氛內。
b) ?鎢極不允許接觸熔池,如果接觸應立即排除夾鎢。
c) ?焊接過程中要保證熔池大小基本一致,焊接不同厚度的對接接頭時,電弧可稍偏向厚件一側。
4.7.5 ?應急處理
遇到焊接設備不穩定、出現嚴重焊接質量狀況或噴鎢時,必須停止焊接:
5 ?焊接缺陷的修整和返修焊
5.1 ?缺陷的修整
外部缺陷的修整按QJ2698中3.5.1條的規定執行。
5.2 ?返修焊
5.2.1 ?返修焊應符合QJ2698中3.5.2條和3.5.3條的規定;返修焊應編制工藝文件。
5.2.2 ?用機械方法排除全部缺陷;返修焊用手工焊。
5.2.3 ?返修焊前可進行預熱;參數以減少線能量輸入為宜。
6 ?焊接檢驗
6.1 ?焊接檢驗應以圖樣、工藝文件、設計文件、QJ2698為依據。
6.2 ?表面缺陷應在無損探傷前進行檢驗,并按QJ2698執行。
6.3 ?檢驗人員應按工藝文件的要求,對每個環節進行檢驗并記錄。
6.4 ?對返修焊的每個程序應嚴格監督并記錄;試件的檢驗與正式產品檢驗一致。
7 ?安全防護要求
7.1 ?按GB9448有關規定執行。
7.2 ?嚴禁焊槍直接放在產品上。對電纜和焊槍應定期進行絕緣性能檢查,對不符合絕緣要求的部分應立即更換。
7.3 ?焊接場地必須符合有關技安規定。
參考文獻:
[1]傅積和等.《焊接數據資料手冊》.機械工業出版社.
[2]陳祝年.《焊接工程師手冊》. 機械工業出版社.