利用寬焊縫對普通鐵路線路傷損焊縫處理及工藝研究
2019-10-30 18:53:24白鵬鵬劉偉
科學與財富 2019年30期
白鵬鵬 劉偉
摘 要:鋼軌焊縫接頭在列車的碾壓、高頻率的沖擊作用下,其使用壽命逐漸縮短,全路每年都有因傷損焊縫處理不及時造成斷軌事故的發生。本文主要提出了線路鋼軌重傷焊縫處理的技術及工藝上。
關鍵詞:鋼軌;寬焊縫;焊接;工藝
1 ?前言
隨著我國鐵路建設的飛速發展,鐵路軌道由原來的夾板式連接逐漸被接觸焊、閃光焊、鋁熱焊所取代。然而,在列車荷載的長期沖擊作用下,焊縫接頭的抗疲勞能力逐漸降低,伴隨著時間出現不同程度的傷損。為了確保行車安全和列車的舒適度,及時對傷損的焊縫進行處理,一般采用插入短軌或更換道岔軌件,給日常養護維修帶來了較大的工作量。
2 ?提出利用寬焊縫處理鋼軌焊縫的原因
2017年,我段管內京滬、膠濟等線傷損焊縫多大上百處,由于沒有有效實用的重傷焊縫處理技術及方案,全部重傷焊縫暫時采用有損夾板加固。2017年11月-12月我段聯合鐵科院采用50mm寬軌縫原位復焊的方法對其中的5處重傷接頭進行原位切除復焊處理,效果良好。初步現場試驗發現,與傳統傷損焊縫處理方法相比:
①從考慮成本的角度看,采用利用寬焊縫原位切除傷損焊縫復焊的方法比插入短軌的方式節約成本約5000元/處;
②從施工時間來說,僅需要一次天窗時間就可以,比傳統傷損焊縫處理方法要節省1-2個天窗;
③從焊縫接頭養護來說,比統傷損焊縫處理方法少1個接頭。
同時,寬軌縫原位復焊在滿足天窗施工條件下,保證接頭性能和焊接成功率。
3 ?寬焊縫處理傷損焊縫復焊工藝
3.1 傷損切除
利用探傷儀對重傷焊縫傷損大小、位置精確定位。鋸軌前通過焊縫探傷儀對重傷焊縫精確傷損定位,在軌頂面及軌底處標記,并保證完全切除焊筋一側,然后利用鋼板尺測量軌縫寬度上部50mm、下部50mm,再次進行鋸軌,(原焊筋寬度40mm),最后用手(戴手套)觸摸軌底焊筋是否切除干凈進行確認,未切除或帶有毛刺進行打磨處理。對兩側軌端進行打磨除銹。同時安排緊固焊縫前后50米扣件。(保證預留寬焊縫為50mm,保證傷損完全切除)
3.2 對尖點
軌端干燥后進行對軌。尖點值在3~4mm范圍。安裝底盤后進行二次對軌。
3.3 安裝卡具砂型封箱
首先,要檢查砂型有無損壞、附有雜物,其次進行與鋼軌磨合,縫隙大,貼合不好時(鋼軌垂磨、軌頭壓坍),對砂型軌顎處進行修復,直到貼合良好。然后進行封箱,要封實,不要用力太大(防止封箱泥擠入砂型腔內部),用力均勻。封箱后換一人進行檢查確認,防止漏封。最后檢查型腔有無雜物。
3.4 預熱
焊接所采用鋼軌材質為60kg/mU71Mn鋼軌,焊接前待焊兩鋼軌間隙為47~53mm。點燃并調節火焰。預熱火焰的焰心長度為25mm,預熱丙烷壓力為0.10MPa,氧氣壓力為0.30MPa。將預熱器放在調節好的預熱器支架上,注意觀察使預熱器加熱嘴出口與軌縫平行,同時不要使預熱器加熱嘴不要與砂型接觸,防止加熱不均勻或加熱嘴燒損。加熱時注意觀察從砂型兩邊冒口反上來的火焰是否通暢,是否一樣高。預熱過程中注意觀察預熱情況,隨時保證預熱器的正確位置。
3.5 ?點火、反應
3.6 ?澆筑、拆模
鋼液澆注后第10min拆模,11min敲掉軌頭砂型。
3.7 ?推瘤
澆注后第13min推瘤。
3.8 ?打磨
澆注后第23min平直度打磨后,進行外觀打磨,并剔除焊筋周圍溢流飛邊、焊渣。
3.9 ?恢復線路
澆注后第43min整個焊接操作全部結束,開始恢復扣件。用道尺測量軌距、水平,對超標進行改道,作業后回檢,確認線路可以達到準許放行列車狀態。
4 ?50mm寬軌縫接頭性能檢驗
依據TB/T1632.1-2014《鋼軌焊接第1部分:通用技術要求》、TB/T1632.3-2014《鋼軌焊接第3部分:鋁熱焊接》,進行了不同軌縫寬度情況下鋼軌鋁熱焊接頭靜彎、斷口、疲勞、硬度、拉伸和金相組織檢驗。
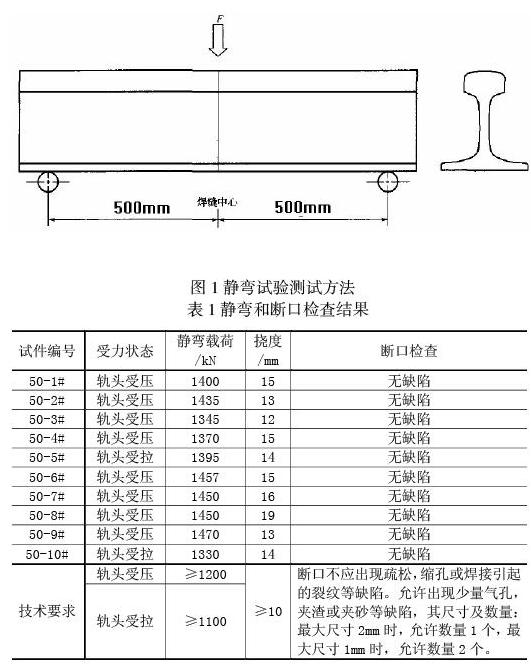
4.1靜彎試驗
依據TB/T1632.3-2014《鋼軌焊接第3部分:鋁熱焊接》,對焊頭進行靜彎試驗,靜彎試驗方法如圖1所示,靜彎支距1m,焊縫位于正中間,從焊縫正中間施加壓力直至焊頭斷裂。試驗結果見表1。
4.2 疲勞試驗
依據TB/T1632.3-2005《鋼軌焊接第3部分:鋁熱焊接》,焊頭進行了疲勞實驗。疲勞載荷為70kN/350kN,試件支距為1.0m,焊縫居中,軌頭向上。
4.3 拉伸性能
對焊頭試件縱向斷面依據TB/T1632.3-2005《鋼軌焊接第3部分:鋁熱焊接》進行抗拉性能測定。
4.4 硬度試驗
依據TB/T1632.3-2005《鋼軌焊接第3部分:鋁熱焊接》,對焊頭進行硬度測量。
4.5 顯微組織
依據TB/T1632.3-2005《鋼軌焊接第3部分:鋁熱焊接》,在焊頭上截取軌頭部位,軌腰部位和軌底部位的顯微組織試樣,進行檢測,均為珠光體和少量鐵素體
5 ?結論
通過聯合鐵科院利用寬焊縫對傷損焊縫原位切除復焊技術的研究,寬焊縫鋼軌鋁熱焊接頭性能滿足TB/T1632-2014《鋼軌焊接》要求。如果利用50mm寬焊縫處理傷損焊縫,可減少線路修復插入短軌的使用數量,對降低線路維修成本,減少線路接頭數量,適應線路高密度運輸是有利的。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國科技博覽(2016年22期)2016-11-01 15:06:27
科技視界(2016年22期)2016-10-18 15:39:28
科技視界(2016年21期)2016-10-17 19:54:05
企業導報(2016年11期)2016-06-16 15:47:07
企業導報(2016年8期)2016-05-31 18:40:49
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03