基于PLC的翻轉機控制系統設計
2019-11-06 06:24:49張陳楊龍興劉凱磊張衛平施曉芳
物聯網技術
2019年9期
關鍵詞:結構設計
張陳 楊龍興 劉凱磊 張衛平 施曉芳

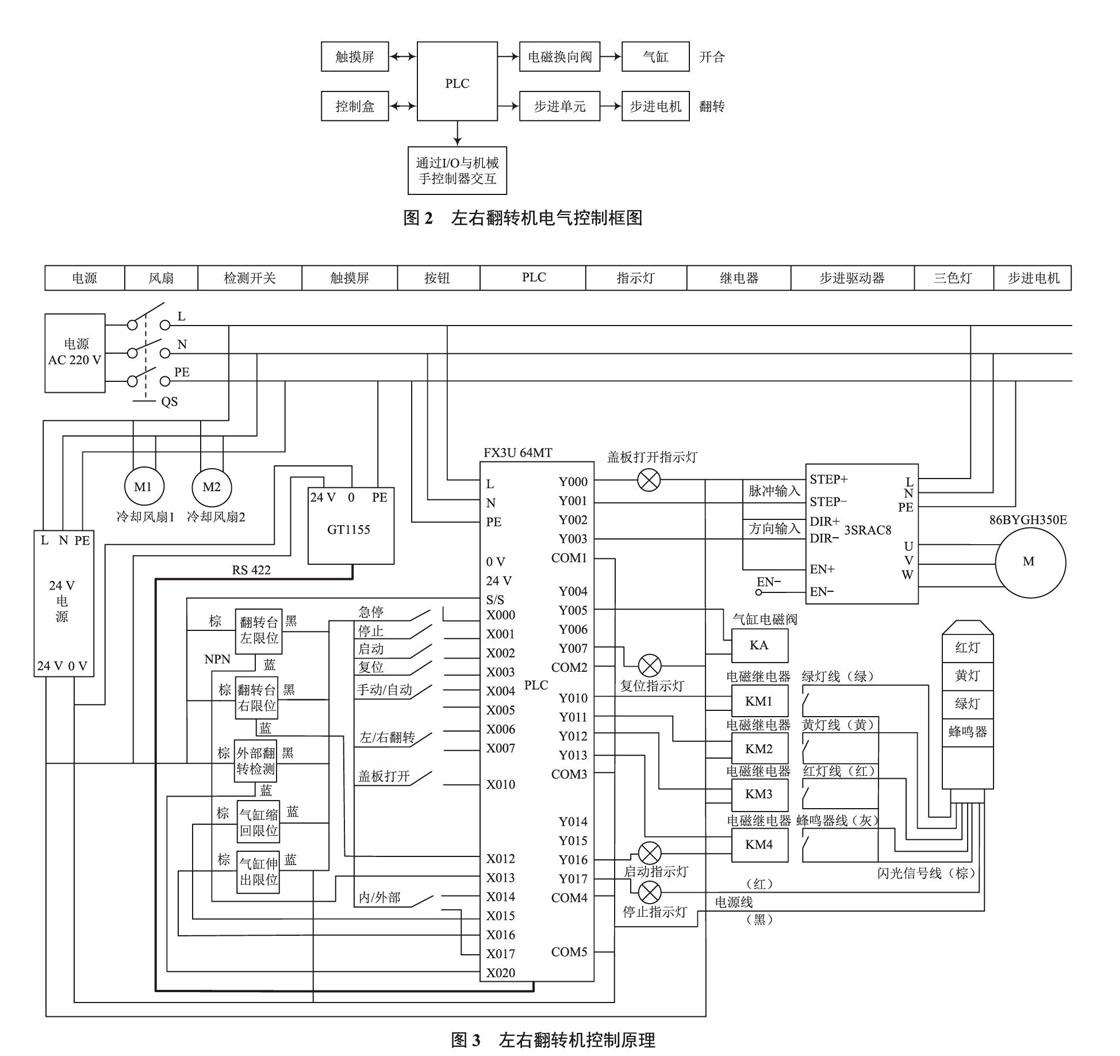
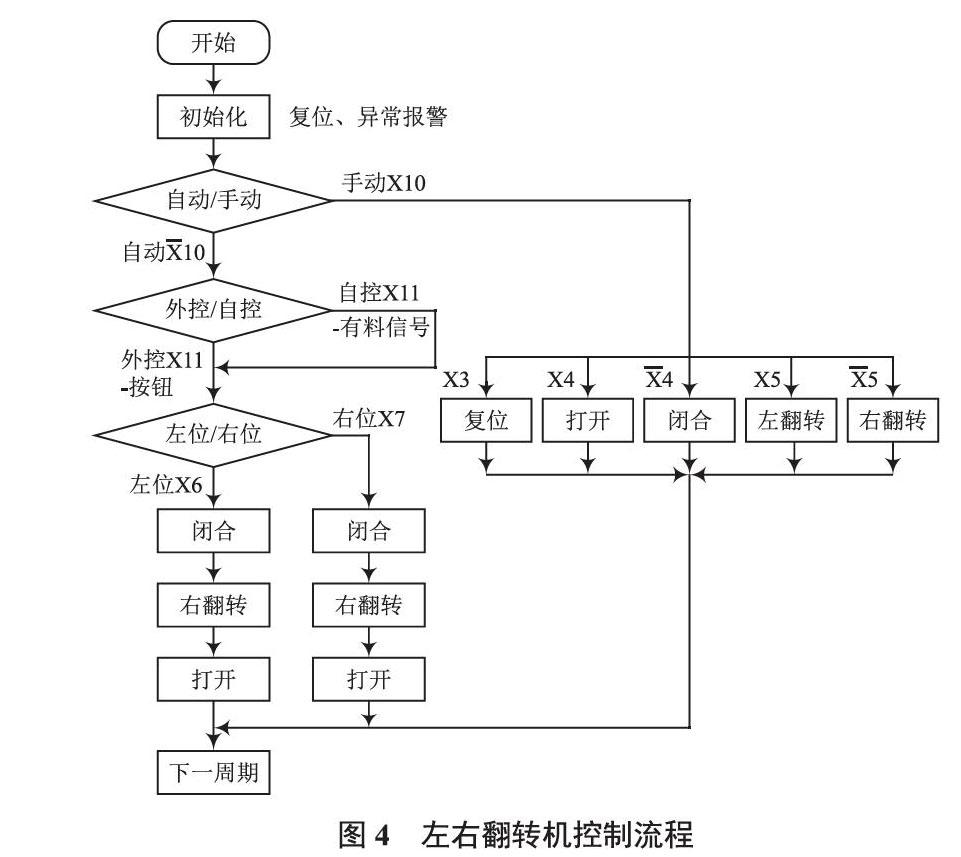
摘 要:文中給出一種用于自動沖壓生產線五金板材翻轉的設計方案,該翻轉機主要由夾持和翻轉兩部分組成。夾持部分由伸縮氣缸、上下蓋板和定位塊組成;翻轉部分由步進電機、減速機、聯軸器和夾持部分支架組成。控制系統硬件由三菱FX3U-64MT PLC、觸摸屏GOT1155、步進電機驅動器及若干檢測開關構成,并且還具有內部和外部兩種控制模式。外部模式時,由外部控制器通過I/O信號控制翻轉臺動作;內部模式時,可通過按鈕或物料檢測開關來控制翻轉臺。驗證結果表明每3 s可實現1個板材的翻轉節拍。
關鍵詞:翻轉機;控制系統;外部控制器;步進電機;檢測開關;結構設計
中圖分類號:TP39文獻標識碼:A文章編號:2095-1302(2019)09-0-03
0 引 言
在運輸和加工過程中經常需要對零件進行翻轉,傳統方法一般采用天車實現翻轉,這種吊裝式翻轉方法對于粗糙的大型構件比較適用,而對于精度要求高、外形特殊的構件,常常需要設計滿足特定要求的翻轉機。在沖壓場合中,工件沖壓完成常需要將上下表面翻轉,送入下一沖壓工序進行沖壓。傳統沖壓生產由人工手動翻轉,但隨著沖壓自動化水平不斷提升,機器人輔助沖壓自動生產線逐漸代替傳統翻轉方式。其中,有采用兩個六自由度機器人,兩者之間可直接交換翻轉;對于采用五自由度非標機器人,則需借助臨時承料臺實現工件翻轉和轉移;對于采用四自由度非標機器人,可由兩個非標機器人和一臺翻轉機配合完成。……
登錄APP查看全文
猜你喜歡
建材發展導向(2023年6期)2023-03-31 02:51:38
建材發展導向(2022年6期)2022-04-18 08:17:26
建材發展導向(2021年11期)2021-07-28 06:57:42
建材發展導向(2021年7期)2021-07-16 07:07:28
防爆電機(2020年4期)2020-12-14 03:11:14
中國核電(2017年1期)2017-05-17 06:10:04
電子制作(2016年1期)2016-11-07 08:43:05
專用汽車(2016年5期)2016-03-01 04:14:49
專用汽車(2016年5期)2016-03-01 04:14:48
中國房地產業(2016年2期)2016-03-01 01:25:23
