粗磨粒砂輪修整及光學玻璃平面磨削分析
2019-11-25 13:08:10趙玲玲
中國設備工程 2019年21期
趙玲玲
(山東理工大學機械工程學院,山東 淄博 255000)
隨著對光學元件,特別是大尺寸玻璃的精密加工的需求的增加,加工成本和加工效率受到更多關注。一些文獻指出,光學玻璃可以通過粗磨粒金剛石砂輪進行精密磨削,這些砂輪主要為釬焊金剛石磨粒或細粒青銅黏合金剛石磨粒。但只有少數(shù)人考慮加工成本、效率和加工質量。本文選擇一種更有效的材料來修整粗磨粒金剛石砂輪,從而實現(xiàn)了BK7、熔凝石英和熔融石英光學玻璃的精密磨削。
1 仿真分析
AdvantEdge軟件用于仿真切削鋼材時具有負前角的單金剛石砂粒的磨損狀態(tài),旨在選擇最有效的材料來修整電鍍金剛石砂輪。金剛石磨粒在切削速度140m/min,進給深度0.03mm以及無磨削液的情況下切削鋼材。通過比較Usui’s磨損模型計算的磨粒磨損量,可以得出美國金屬D3級鋼更有利于提高金剛石磨粒的磨損速度。D3鋼是冷模鋼,強度高,淬透性好,耐磨性好。刻劃D3鋼時金剛石磨粒頂部的放大圖如圖1所示。可以看出,在加工條件下,金剛石磨粒的磨損量為0.898um。
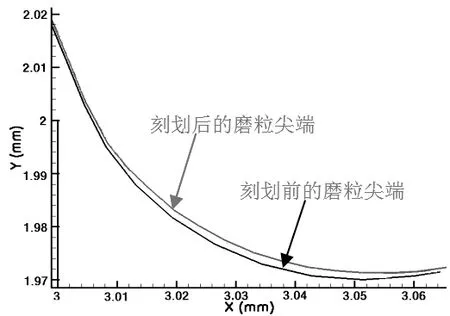
圖1 刻劃D3時的磨粒磨損狀態(tài)
2 砂輪修整和精密磨削實驗
2.1 儀器和參數(shù)
91um磨粒尺寸的電鍍金剛石砂輪由D3鋼塊修整。 然后對BK7,熔凝石英和熔融石英通過有效修整的砂輪進行精密磨削(見圖2)。此外,通過聲發(fā)射(AE)傳感器和測力儀有效地監(jiān)控加工過程。加工參數(shù)列于表1中。
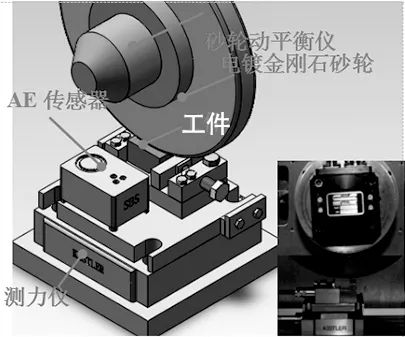
圖2 實驗裝置圖
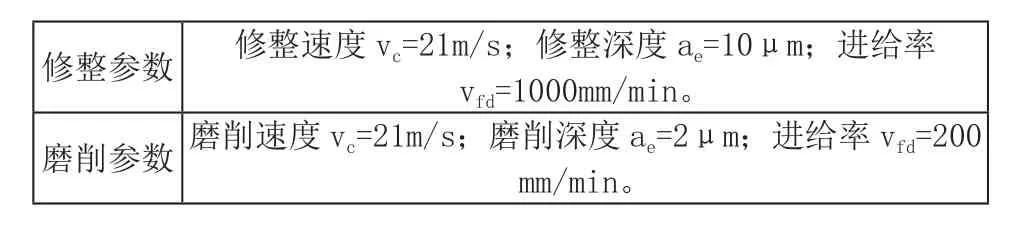
表1 加工參數(shù)表
2.2 實驗結果分析
2.2.1 砂輪修整實驗
使用D3鋼對91um磨粒尺寸電鍍金剛石砂輪進行修整。從圖3中可以看出,由激光測微儀測得的跳動曲線表明,砂輪跳動誤差在6小時內(nèi)從最初的20.8μm減小到最終的5.8μm。鋼和碳之間的親和相互作用和化學反應可能發(fā)生在接觸區(qū)域,這也增加了修整速度。
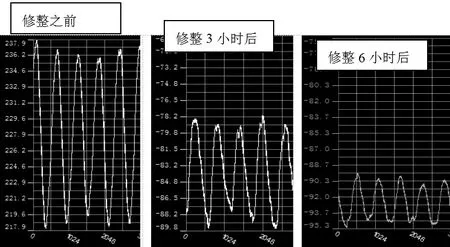
圖3 修整過程中的砂輪跳動曲線(跳動誤差為20.8um、11.2um、5.8um)
Malkin指出,修整涉及粘合斷裂和磨料破碎,可分為宏觀破碎和微碎裂。圖4顯示,更高突出的磨粒在磨損后顯示出宏觀斷裂和微碎片現(xiàn)象。但由于較高的結合鍵強度,幾乎沒有鍵斷裂,因此沒有磨料鈍化。當突出的磨削尖端變平或破裂時,修整的砂輪的跳動誤差將減小。
2.2.2 精密磨削實驗
BK7,熔凝石英,熔融石英光學玻璃通過修整后的電鍍金剛石砂輪進行平面磨削。通過輪廓儀和AFM測量工件表面粗糙度如圖5所示。可以看出,這三種光學玻璃均達到精密磨削表面,Ra值小于23nm(Talor Horbson)和30nm(AFM)。

圖5 輪廓儀測得工件Ra值及其AFM圖像
3 結語
使用D3鋼對91um磨粒尺寸的電鍍砂輪進行了良好的修整,達到跳動誤差小于6um。然后平面磨削光學玻璃加工表面達到納米級,可見粗磨料砂輪在精密磨削光學元件的適用性和成本效益方面的良好前景。