熱固性酚醛樹脂在鑄造3D 打印砂型中的應(yīng)用
2019-12-04 03:21:44王永恩周鵬舉
中國鑄造裝備與技術(shù) 2019年6期
關(guān)鍵詞:設(shè)備
王永恩,劉 軼,周鵬舉,王 博
(共享智能鑄造產(chǎn)業(yè)創(chuàng)新中心有限公司,寧夏銀川 750021)
我國雖為世界第一鑄造大國,但生產(chǎn)的鑄件質(zhì)量不高,生產(chǎn)過程中普遍存在能耗高、效率低的問題。
近幾年,基于3DP 技術(shù)的打印設(shè)備在鑄造行業(yè)開始逐步推廣應(yīng)用,從實(shí)驗(yàn)室走向產(chǎn)業(yè)化。此類設(shè)備使用的粘結(jié)劑大多數(shù)為呋喃樹脂,但采用呋喃樹脂成形的砂型強(qiáng)度低,無法滿足殼類砂型生產(chǎn),而且耐高溫性能差,不能滿足鑄鋼類鑄件的生產(chǎn)。熱固性酚醛樹脂具有強(qiáng)度高、耐高溫性能好的特點(diǎn),可以很好的代替呋喃樹脂,但采用熱固性酚醛樹脂作為粘結(jié)劑的鑄造3D 打印砂型需要加熱才能固化,因而工作箱中的砂型固化問題是急需解決的技術(shù)難點(diǎn)。
微波加熱是物料中的水分子吸收微波能后與微波電磁場相互作用的結(jié)果。在外加交變電磁場作用下,水分子極化并隨外加交變電磁場極性變更而交變?nèi)∠颍姸嗟臉O性分子因頻繁轉(zhuǎn)向而相互間摩擦損耗,從而使電磁能轉(zhuǎn)化為熱能達(dá)到烘干效果。
1 微波設(shè)備結(jié)構(gòu)
目前國內(nèi)工業(yè)用微波設(shè)備干燥加熱的常用頻率為915MHz 和2450MHz。微波頻率與功率的選擇可根據(jù)被加熱材料的形狀、材質(zhì)、含水率的不同而定。本設(shè)備由于是用于砂型的固化,因此選用915MHz 頻率,最大可烘干3D 打印設(shè)備的工作箱尺寸為(長×寬×高)2200mm×1500mm×700mm。設(shè)備總功率100kW,使用1 臺(tái)大功率工業(yè)磁控管,通過波導(dǎo)將微波傳輸?shù)轿⒉ㄝ椛湔种校⒉ㄝ椛湔滞ㄟ^隔板分開成兩部分,每個(gè)饋口上安裝一個(gè)旋轉(zhuǎn)波導(dǎo),確保微波加熱均勻。
此設(shè)備由升降輸送輥道、微波輻射罩、旋轉(zhuǎn)波導(dǎo)、排風(fēng)機(jī)、磁控管及微波電源等組成,如圖1 所示。
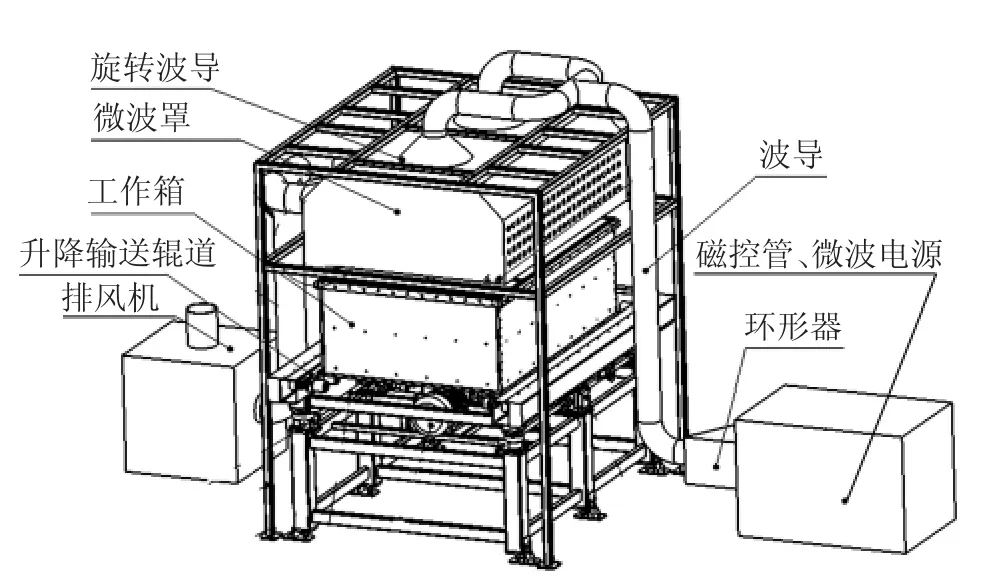
圖1 微波固化設(shè)備
2 微波固化工作過程
第一步,將使用熱固性酚醛樹脂完成3D 打印的砂型工作箱準(zhǔn)運(yùn)至微波固化輻射罩下方,升降輥道升起,輻射罩與工作箱上沿緊密結(jié)合,確保無微波泄露。
第二步,根據(jù)工作箱中砂型尺寸設(shè)置微波的功率和固化時(shí)間。固化時(shí)采用脈沖式循環(huán)加熱方式,并且微波功率逐步減小。微波固化工藝參數(shù)設(shè)置方法如下:
V——工作箱尺寸(m3);Q——微波總能量(kW×h);K——工藝系數(shù)(k W×h/m3),K=Q/V(60≤K≤75)。

式中 P——微波功率(kw);
t——微波固化時(shí)間(t=120~300s);
n——循環(huán)次數(shù)(30~150);
注:固化采用的脈沖式值環(huán)加熱方式,停止微波時(shí)間t′控制在20~60s,并且滿足5≤t/t′≤8。
第三步,開啟微波按照設(shè)定工藝參數(shù)進(jìn)行加熱固化,同時(shí)打開排風(fēng)機(jī)進(jìn)行排氣。
第四步,微波固化結(jié)束后將工作箱放置冷卻8~24 小時(shí),冷卻時(shí)間T 可按照下式根據(jù)工作箱尺寸調(diào)整:

第五步,清理工作箱,取出固化成形的砂型,此時(shí)砂溫一般在50℃左右。
以尺寸2200mm×1500mm×700mm 的砂型3D 打印工作箱為例,砂型占工作箱的體積約為50%。首先,將3D 打印完畢的工作箱放置在微波固化設(shè)備中,開啟微波設(shè)備開始砂型固化,微波固化工藝參數(shù)如下:
第一階段:功率P1=90kW,t1=300s,t′=60s,n=10;
第二階段:功率P2=60kW,t1=300s,t′=60s,n=5;
第三階段:功率P3=30kW,t1=300s,t′=60s,n=5。
以上三個(gè)固化步驟連續(xù)進(jìn)行直至結(jié)束,然后工作箱放置冷卻24 小時(shí)后進(jìn)行清箱取出合格的砂型。
3 微波固化效果
采用熱固性酚醛樹脂進(jìn)行3D 打印的砂型通過微波固化后,表面強(qiáng)度比采用呋喃樹脂進(jìn)行3D打印的砂型平均高15%以上,成本低20%。微波固化后的砂型效果如圖2 所示。

圖2 微波固化后的砂型
4 結(jié)論
使用熱固性酚醛樹脂3D 打印的砂型經(jīng)過微波加熱固化后,解決了熱固性酚醛樹脂在鑄造3D打印砂型中應(yīng)用的問題。按此工藝方法生產(chǎn)的砂型強(qiáng)度均勻,并提高了砂型強(qiáng)度,降低了生產(chǎn)成本,砂型不會(huì)出現(xiàn)局部過燒或未完全固化的現(xiàn)象,徹底解決了熱固性酚醛樹脂在3D 打印砂型應(yīng)用中的推廣難點(diǎn),推動(dòng)了鑄造行業(yè)綠色高效發(fā)展。
猜你喜歡
中國特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
當(dāng)代工人(2020年13期)2020-09-27 23:04:20
經(jīng)濟(jì)技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(shù)(2017年11期)2017-12-20 08:10:57
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00
IT時(shí)代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(yǎng)(2015年1期)2015-04-17 03:25:28
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:00
