基于仿真迭代的兩步車間布局規劃
2019-12-05 02:56:36鄧鴻劍付建林丁國富
制造業自動化 2019年11期
鄧鴻劍,付建林,程 振,張 劍,丁國富
(1.中車青島四方機車車輛股份有限公司,青島 266000;2.西南交通大學 機械工程學院,成都 610031)
0 引言
車間布局規劃是智能制造、數字化工廠領域的普遍性問題,尤其在國家智能制造戰略引領下,國內制造企業從舊的生產模式向智能化制造升級改造的需求十分迫切,而車間布局規劃是升級改造首先要實施的第一步,合理的車間生產線規劃布局對于生產系統的良好運行和系統性能具有至關重要的作用,也是生產制造領域的一個研究熱點。
車間布局規劃問題是個復雜的、具有非線性、NPhard等特征的組合優化問題[1],針對車間布局規劃問題出現了多種研究方法:經驗設計方法、SLP系統布置規劃方法、智能優化方法、仿真方法等。經驗設計結合定性分析的方法,也就是比較不同方案的優缺點,很難得到最優解[2],美國Richard Muthe提出的系統布置設計(SLP)方法強調車間布局中各作業單元之間密切程度,將密切程度高的作業單元擺放在一起形成布局方案。葉連發[9]霍穎[10]均采用SLP方法來進行車間布局規劃,智能優化方法用來求解NP-hard的組合優化布局問題比較有效,胡廣華等[6]采用智能優化算法求解單元間布局問題,王鵬云[12]采用遺傳算法求解車間布局問題,但出于求解可行性,本身智能優化模型對實際情況做了很多簡化與取舍,并不能完全反應實際布局細節、約束與限制。也有部分學者采用仿真方法求解布局問題,如霍穎[10]采用witness仿真軟件來進行布局規劃。康留濤[10]采用QUEST仿真軟件對機加工車間進行布局仿真,張超[13]通過仿真軟件對航空綜合機加廠房布局方案進行性能分析。
雖然對車間布局問題已經做了大量研究,但仍然沒有找到通用的徹底解決問題的方法。鑒于無論SLP方法或智能優化方法等都很難建立起與實際完全一致的精確解析模型,而“離散事件仿真獲取的評價指標能深刻體現方案的優劣”[13],因此對布局方案進行仿真驗證與評估能夠確認布局方案的有效性。本文采用虛擬仿真的方法研究布局問題,為了彌補仿真方法不能針對性主動搜索問題解的缺陷,本文提出迭代仿真優化的思想,通過“布局方案→仿真驗證→局部修正”循環方式,不斷迭代仿真,逐步修復每一次的缺陷,直到達到滿意為止,最終得到最優化布局方案。
1 基于仿真迭代的兩步車間布局規劃
根據仿真迭代優化的思想,車間布局規劃思路如圖1所示。
首先根據現場真實情況對生產線的各類設備進行三維建模,擬清工藝過程和物流過程定義與限定,然后采用經驗設計方法、SLP方法或智能優化方法得到初步布局方案,進行第一步:按照布局方案建立三維車間仿真布局模型,然后對布局模型進行空間合理性分析,主要檢驗空間距離,碰撞干涉等情況,根據檢驗評估情況,對布局進行局部修正,如果沒問題,進行第二步:將三維車間仿真布局模型導入生產系統仿真軟件中,模擬生產線生產的全過程,主要檢驗生產性能指標如設備利用率、產能、在制品等指標是否最優。根據檢驗評估情況,對布局進行局部修正,修改布局方案,然后進入下一輪的仿真驗證,以上過程可以反復進行,逐步修正布局方案,直到得到滿意的最優化布局方案,最后輸出最優化生產線布局圖、三維布局模型、模擬生產仿真模型等結果。
下面以某工廠轉向架軸箱生產線布局規劃為案例,詳述基于仿真迭代的布局規劃具體實施過程:
1.1 生產線布局資源建模
以目前轉向架輪對軸箱線為例,轉向架軸箱生產線主要是將軸箱各類零部件組裝到轉向架輪對上去,具體工藝為:同溫→軸承壓裝→后蓋組裝(節點壓裝)→軸箱體組裝→前蓋組裝→電氣件組裝→補漆檢驗。AGV充當移動裝配站,在各組裝區之間流動,軸箱零部件放置于AGV托盤上跟隨運輸。
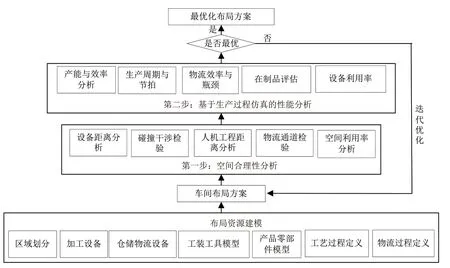
圖1 基于仿真迭代的兩步車間布局規劃
首先收集生產線資料,包括廠房的平面圖,各加工設備,物流設備,倉儲設備,工裝工具等的模型和尺寸參數,建立生產線各個設備,工裝工具,廠房框架等對象的三維模型,以供后續仿真使用。同時,需要規范出生產線工藝流程,生產的物流過程,生產計劃排程數據等。
具體步驟如下:
1)完成廠房區域建模,應包括:廠房結構框架、柱子、地板、墻面等。
2)完成資源建模,應包括:生產設備、工藝裝備、物流設施、產品物料等。
3)完成輔助設施建模,應包括:標識線、工位看板、電子屏等。
4)清點和整理所布局的模型,檢查應包括:模型是否遺漏、模型信息是否完整、模型位置是否正確、模型是否按照規定組合。
1.2 空間合理性分析
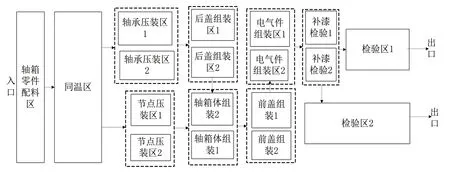
圖2 轉向架軸箱生產線原始布局
采用Delmia DPM軟件,將布局資源三維模型導入三維場景中,按照布局方案組裝起來,形成三維車間仿真布局模型,根據工藝流程和物料配送過程,在三維空間中進行生產線的空間合理性檢測,主要包括:各類資源空間距離的合理性、人員操作通暢性、設備的碰撞干涉、工裝工具的可達性、物流通暢性等,對布局方案進行空間合理性分析評估,可以得到具體的量化指標,根據檢驗指標情況,對布局方案進行局部修正。
在空間合理性分析過程中,應遵循“加工路線最短,人行走距離最短”,“設備之間、設備和墻壁、柱子間的最短和最遠距離”等實際要求,主要檢驗項包括如下內容:
1)廠房的空間尺寸:立柱的位置、門窗的距離、路面的寬度等
2)產品、設備等的距離:產品擺放的距離、設備與設備之間的距離、設備與墻壁間的距離等。
3)人機工程距離分析:工人與工位臺的距離、設備空間的高度和可達距離。
4)空間利用率分析:優化設備占用場地的面積,提升場地利用率。
5)干涉分析:產品、設備、框架等各類對象在靜態與動態下是否存在碰撞干涉,需進行檢驗與優化。
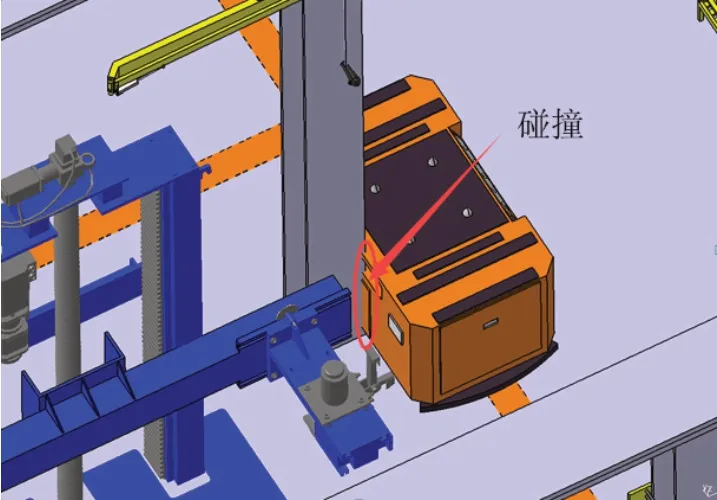
圖3 AGV與桁架碰撞
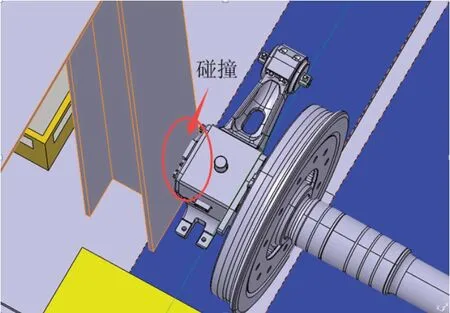
圖4 軸箱體與桁架立柱發生碰撞
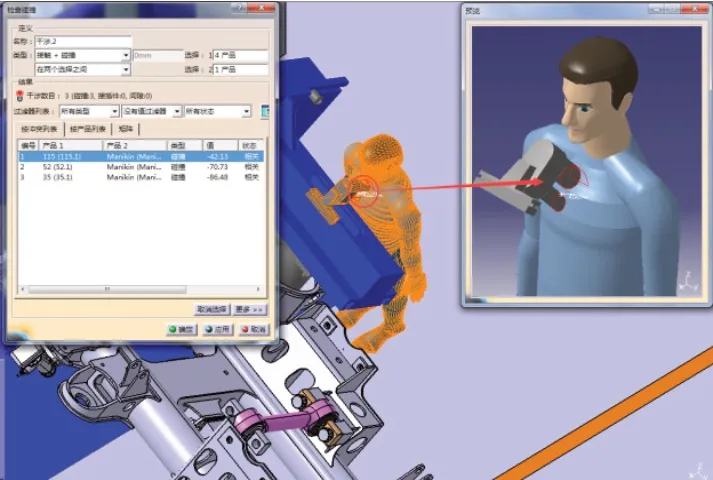
圖5 工人操作設備距離檢測
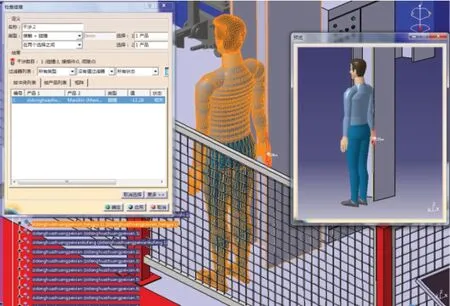
圖6 工人與護欄距離合理性檢測
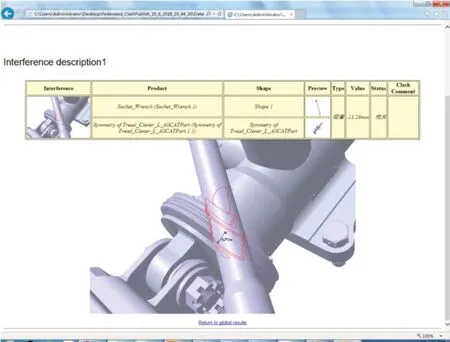
圖7 工具與零部件間的干涉指示
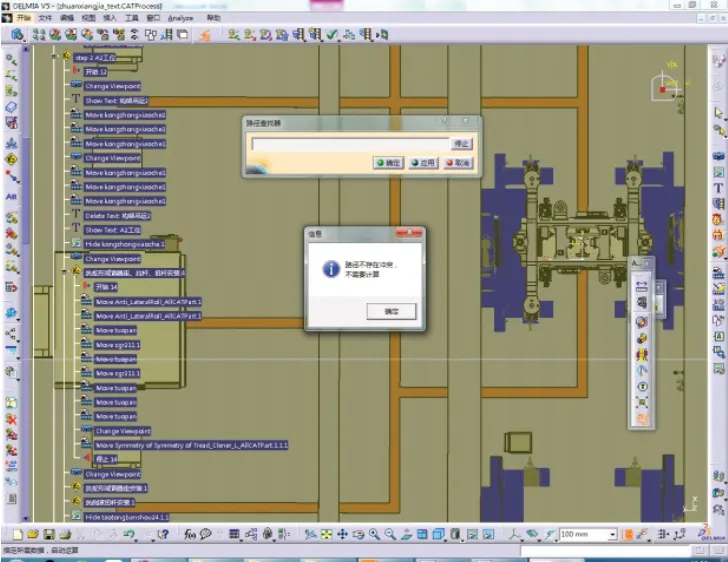
圖8 AGV路徑通暢性檢測
1.3 基于生產過程仿真的性能分析
將三維車間仿真布局模型導入生產系統仿真軟件中,模擬產品制造全過程,可以采用的生產系統仿真軟件有西門子PlantSimulation,Flexsim,Simio等。將轉向架生產車間數字建模模型導入生產線物流仿真軟件中,按照布局方案進行組裝,配置與開發生產線的設備參數,運行邏輯,工藝參數,輸入生產計劃,然后進行生產線物流仿真,對仿真過程數據進行分析,從生產系統物流優化角度,檢驗布局的合理性,根據生產性能指標也可以細化調整布局方案。

圖9 轉向架軸箱生產線過程仿真
主要檢驗生產性能指標如產能效率、產品流通時間、設備利用率、生產節拍等指標是否最優。
1)資源的利用情況:加工設備的利用率、倉儲物流設備的利用率、工人忙閑率等。
2)物流瓶頸識別和分析:包括產生瓶頸的設備位置和程度,其指標包括生產線的瓶頸率、等待隊長、等待時間等。
3)在制品評估:在制品的堆積情況,臨界在制品庫存。
4)車間產能分析:包括最大能力、單位時間生產量等。
5)生產周期分析:如加工件通過時間。
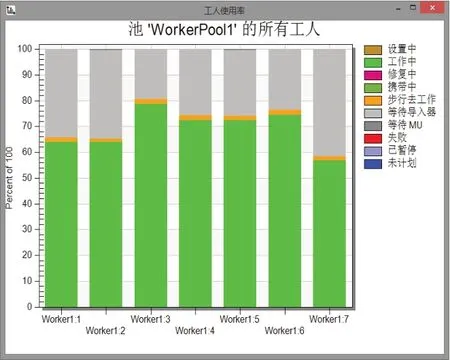
圖10 工位工人效率分析
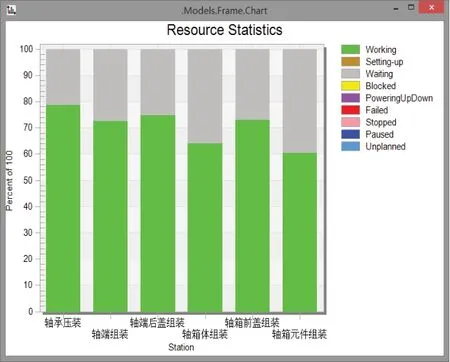
圖11 設備利用率分析

圖12 在制品分析
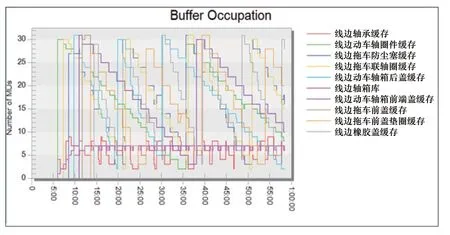
圖13 線邊物料庫存
1.4 最優化布局方案輸出
經過多次仿真迭代優化后,得到最優化的布局方案,如圖15所示,將生產線為由原來的混疊布局改為平行布局,由兩條并行的子線組成,兩條子線完全相似,由軸承壓裝區,后蓋組裝區,軸箱體組裝區,前蓋組裝,電氣件組裝,補漆檢驗,檢驗區等串行組成,其中節點壓裝區與前三個工序采用并行方式,經過仿真檢驗,不僅滿足空間合理性要求,而且在生產線物流過程仿真中的性能指標較為理想。
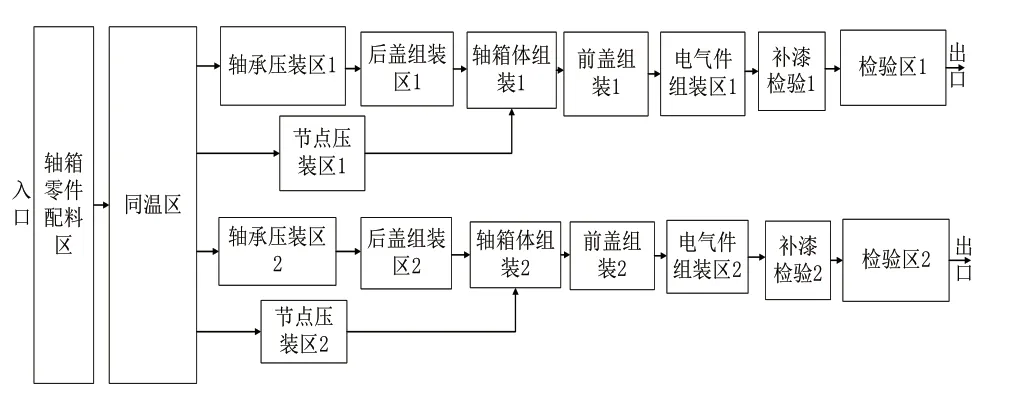
圖14 優化后產生的布局方案
根據最終優化的布局方案得到生產線平面布局圖,生產線三維布局模型,空間合理性分析報告,布局物流仿真分析報告等資料。
2 結論
本文提出的基于仿真迭代優化的兩步車間布局規劃方法,將車間各類資源按照1:1方式建模,導入三維仿真空間中,同時按照真實生產組織、工藝過程進行仿真,因此能最全面真實地反映實際生產線的狀態、約束、限制等各方面,采用迭代仿真優化的方法能夠逐步逼近最優方案。同時提供了最直觀的可視化布局效果,以及生產線過程模擬效果。通過轉向架軸箱生產線的布局規劃實例也證明了此種方法的有效性。基于仿真迭代優化的兩步車間布局規劃方法可以用于解決絕大多數車間的布局規劃問題,具有普遍適用性,對于解決智能制造數字化工廠的布局規劃問題提供了解決思路。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
哈爾濱鐵道科技(2020年4期)2020-07-22 02:22:28
制造技術與機床(2019年12期)2020-01-06 03:17:46
西南交通大學學報(2018年5期)2018-11-08 10:58:26
領導決策信息(2018年50期)2018-02-22 06:17:16
商周刊(2017年5期)2017-08-22 03:35:26
中國衛生(2016年2期)2016-11-12 13:22:16
