亞麻長麻/滌綸長絲復合紗的紡制及其性能比較
2019-12-09 03:12:24敖利民姜銀玲
紡織學報 2019年11期
敖利民, 唐 雯, 姜銀玲
(1. 嘉興學院 材料與紡織工程學院, 浙江 嘉興 314001; 2. 嘉興學院 商學院, 浙江 嘉興 314001;3. 嘉興市本色亞麻紡織有限公司, 浙江 嘉興 314000)
將長絲(單絲或復絲)與短纖紗加捻復合,可賦予成紗有別于長絲紗和短纖紗的結構與性能,除使其織物產品兼具長絲紗和短纖紗織物的風格外,還可改善短纖紗的性能缺陷,提高其可加工性,甚至省去部分后續加工工序,如實現織造時的經紗免漿、織物免染(采用有色長絲給復合紗賦色)等。此外,采用功能性長絲與短纖紗復合,可賦予成紗特定的功能;而采用彈性長絲與短纖紗復合,還可賦予成紗彈性[1-3],用于彈性織物的織造。長絲/短纖復合紗的加工技術目前主要有包芯、賽絡菲爾紡、并捻紡、包纏紡4種,其中前2種技術屬于紡紗中復合,后2種技術屬于成紗后復合[4-5]。
亞麻因其單纖維短、剛性大、彈性差,純紡紗仍主要采用工藝纖維濕法長麻紡技術,成紗可織性較差(強力不勻率高),織物產品的抗皺性、染色性差以及對于敏感群體產生刺癢觸感,仍需進一步改進。與其他纖維混紡、復合、交織,是改進亞麻紗線、面料性能缺陷可采用的技術手段[3],但要盡可能保持織物產品的風格特征,即在最終的面料制品中,亞麻纖維組分應占主體(一般建議不少于70%為宜)。亞麻紡紗的混紡技術主要用于短麻紡干法紡紗,對于濕法長麻紡而言,因粗紗需要經過煮練(本色紗)甚至漂白(漂白紗),適用性受到一定限制[3,5]。對于亞麻濕法長麻紡技術而言,將長絲包裹在短纖須條中的包芯紗技術,在其濕紡環錠細紗機上不能實現,原因在于過水后的粗紗經較低倍數牽伸,不能形成包芯所需的寬度較大的扁平紗帶,以便在加捻成紗時對芯絲進行有效包覆。因此,紡制亞麻長麻/長絲復合紗,可供選擇的實用技術只有賽絡菲爾紡、并捻紡和包纏紡3種。
紡制亞麻/長絲復合紗時,配伍長絲紗的種類選擇需要綜合考慮產品用途和成本。單從性能互補性角度考慮,常用纖維中以滌綸最為適配。滌綸纖維具有優良的彈性和耐磨性,與亞麻紗復合可提高紗線及其織物的彈性和耐磨性,既可改善紗線的可加工性,也可改善面料的服用性能。而且滌綸纖維也是常用化學纖維中價格較低的品種,有利于降低產品成本。
本文對采用賽絡菲爾紡、并捻紡與空心錠包纏紡3種技術紡制亞麻長麻/滌綸長絲復合紗的工藝方法及其成紗性能進行比較分析,旨在為工程實際中合理選擇工藝提供參考。
1 紡紗原理
1.1 賽絡菲爾紡
亞麻長麻/滌綸長絲賽絡菲爾紡工藝原理如圖1所示,可通過對亞麻濕法長麻紡環錠細紗機進行必要的改造實現[6]。粗紗架上安裝有吊錠,亞麻粗紗管勾掛在吊錠上,亞麻粗紗從粗紗管上退繞下來后,繞過粗紗導紗輪,再繞過水槽中的浸沒輥。浸漬清水的粗紗,從粗紗定位裝置中穿過,從金屬后羅拉的鉗口進入牽伸裝置。滌綸長絲紗從吊錠上的滌綸長絲紗筒子上退繞下來后,繞過導紗輪,再繞過位于前羅拉搖架上的長絲紗導絲(定位)輪,向后繞過后上羅拉,從后羅拉鉗口喂入牽伸區。
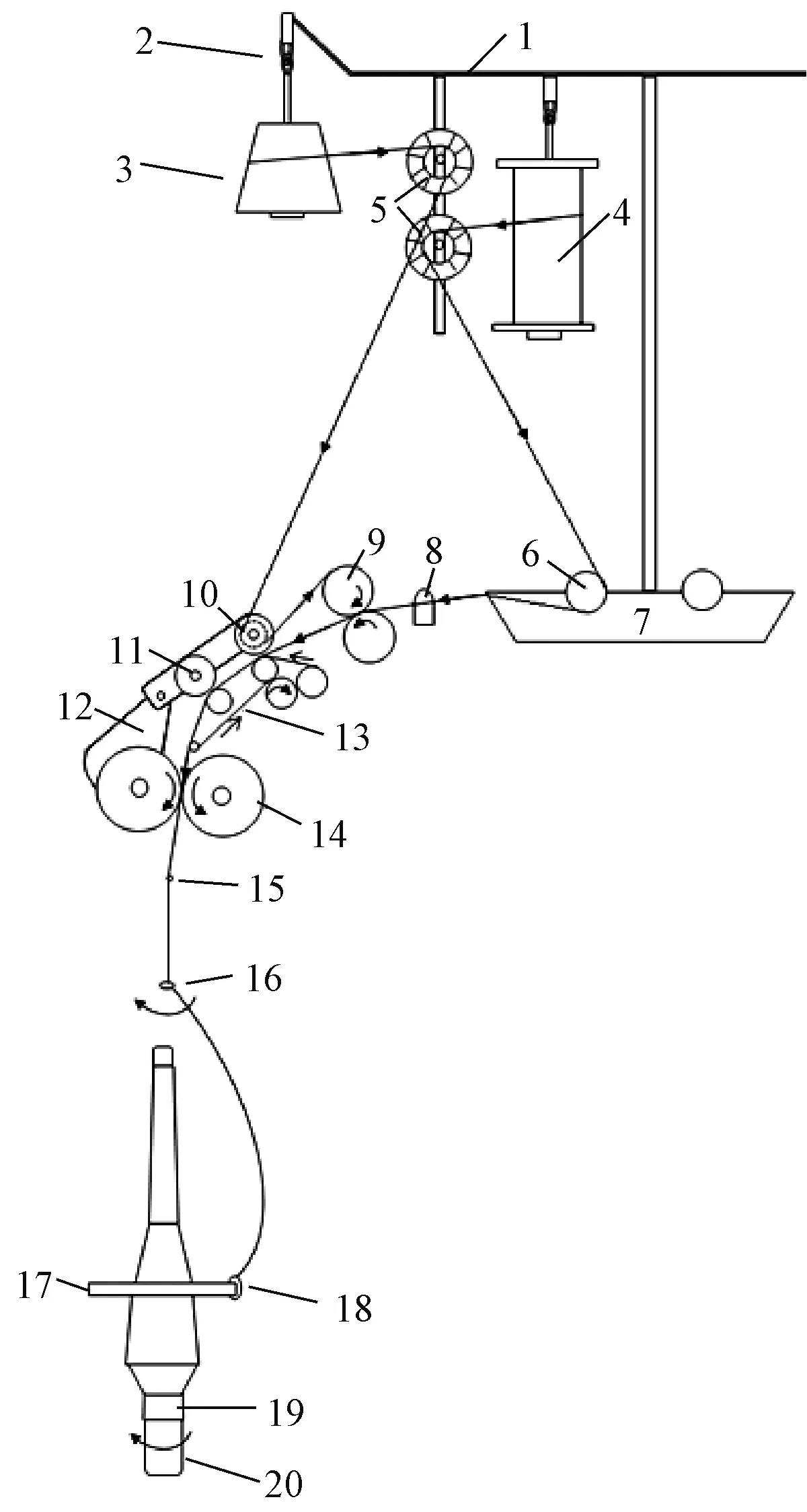
1—粗紗架;2—吊錠;3—滌綸長絲筒子;4—亞麻粗紗管;5—導紗輪;6—浸沒輥;7—水槽;8—粗紗定位裝置;9—后羅拉;10—長絲紗導絲輪;11—輕質輥;12—前羅拉搖架;13—皮圈;14—前羅拉;15—探紗桿;16—導紗器;17—鋼領;18—鋼絲圈;19—紗管;20—錠子。圖1 賽絡菲爾紡工藝原理Fig.1 Spinning principle of Sirofil
牽伸裝置為單區牽伸,即由1對后羅拉和1對前羅拉形成1個牽伸區。在牽伸區中裝有皮圈和輕質輥。皮圈由張緊輥和皮圈銷張緊,并由張緊輥傳動回轉;輕質輥裝于前羅拉搖架上,通過皮圈回轉摩擦傳動而回轉。在牽伸區中,亞麻粗紗得到一定倍數的牽伸。后羅拉為1對金屬溝槽羅拉,通過加壓搖架加上一定壓力以保證羅拉鉗口對喂入須條的握持力。亞麻粗紗從后金屬羅拉鉗口喂入,上下羅拉之間被亞麻粗紗隔開一定的間距,當滌綸長絲紗與亞麻粗紗保持一定間距從后羅拉鉗口喂入時,由于滌綸長絲紗外徑小于亞麻粗紗,因此后羅拉鉗口僅對滌綸長絲紗起到弱握持作用,當滌綸長絲紗受到前羅拉鉗口的拉伸作用時,滌綸長絲紗可以在后羅拉鉗口中滑溜通過,會因后羅拉鉗口的摩擦作用被張緊,但不會因牽伸區中的牽伸倍數作用而被拉斷。
牽伸后的亞麻須條和滌綸長絲紗保持一定間距從前羅拉鉗口輸出后,因環錠加捻作用而捻合在一起,這里不再贅述。
1.2 包纏紡
圖2示出長麻紡亞麻紗/滌綸長絲紗包纏紡紗原理,通過對空心錠包纏紡紗機進行必要的改造實現[7]。
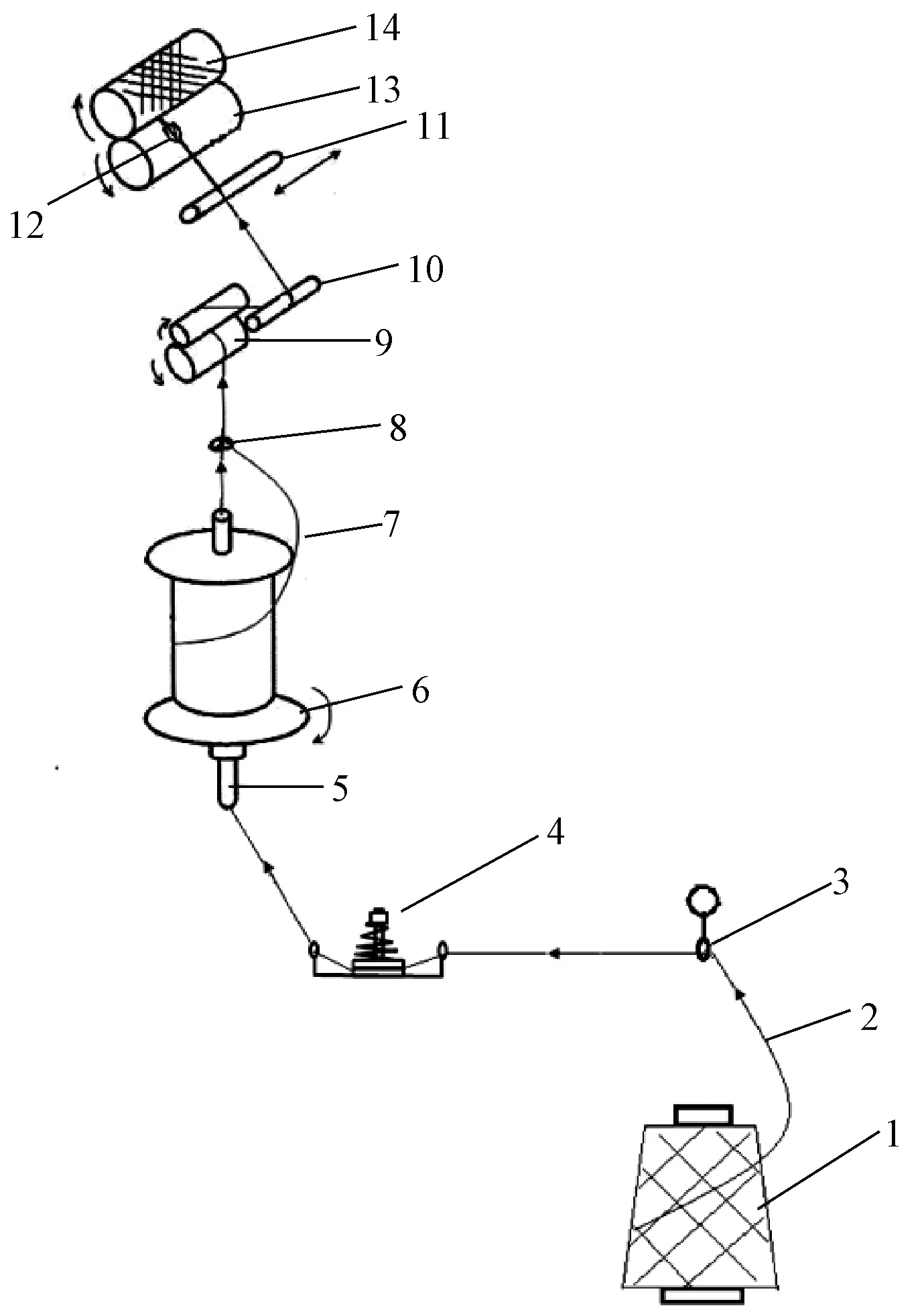
1—筒紗;2—亞麻紗;3—導紗鉤;4—彈簧式張力器;5—空心錠;6—鋁錠管;7—外包纏滌綸長絲紗氣圈;8—會合導紗鉤;9—引紗輥;10—導紗桿;11—橫動導紗桿;12—導紗瓷眼;13—卷繞輥;14—成紗筒管。圖2 包纏紡工藝原理Fig.2 Spinning principle of wrapping
作為芯紗的亞麻紗從筒管上退繞下來后,經導紗鉤、彈簧式張力器,從下方穿過空心錠的中心管。作為外包纏紗的滌綸長絲紗卷繞在鋁錠管上,隨空心錠高速回轉,形成外包纏紗氣圈,并與亞麻芯紗在會合導紗鉤處會合,外包纏紗螺旋線狀纏繞到芯紗上形成包纏復合紗。成紗由引紗輥引出,繞過導紗桿,穿過橫動導紗桿上的導紗瓷眼,卷繞到卷繞輥摩擦傳動的筒管上,并在橫動導紗桿的橫動引導下,完成卷繞成形。
1.3 并捻紡
并捻紡紗即先將滌綸長絲紗與亞麻紗經過并紗后再進行加捻,加捻的方法可采用倍捻或環錠加捻。通過實驗發現,由于亞麻紗拉伸模量大、伸長率小,與拉伸模量較小、伸長率大的滌綸長絲紗采用先并紗再加捻的方法,因二者在張力作用下的伸長差異太大而在實際加工中存在較大困難,亞麻紗與滌綸長絲紗的并捻加工不能采用“并紗—加捻”的2道工序的二步法工藝,而只能采用并—捻一步實現的工藝。本文采用環錠并捻技術,通過對環錠并捻機進行簡單改造實現。圖3示出為環錠并捻紗紡制原理。
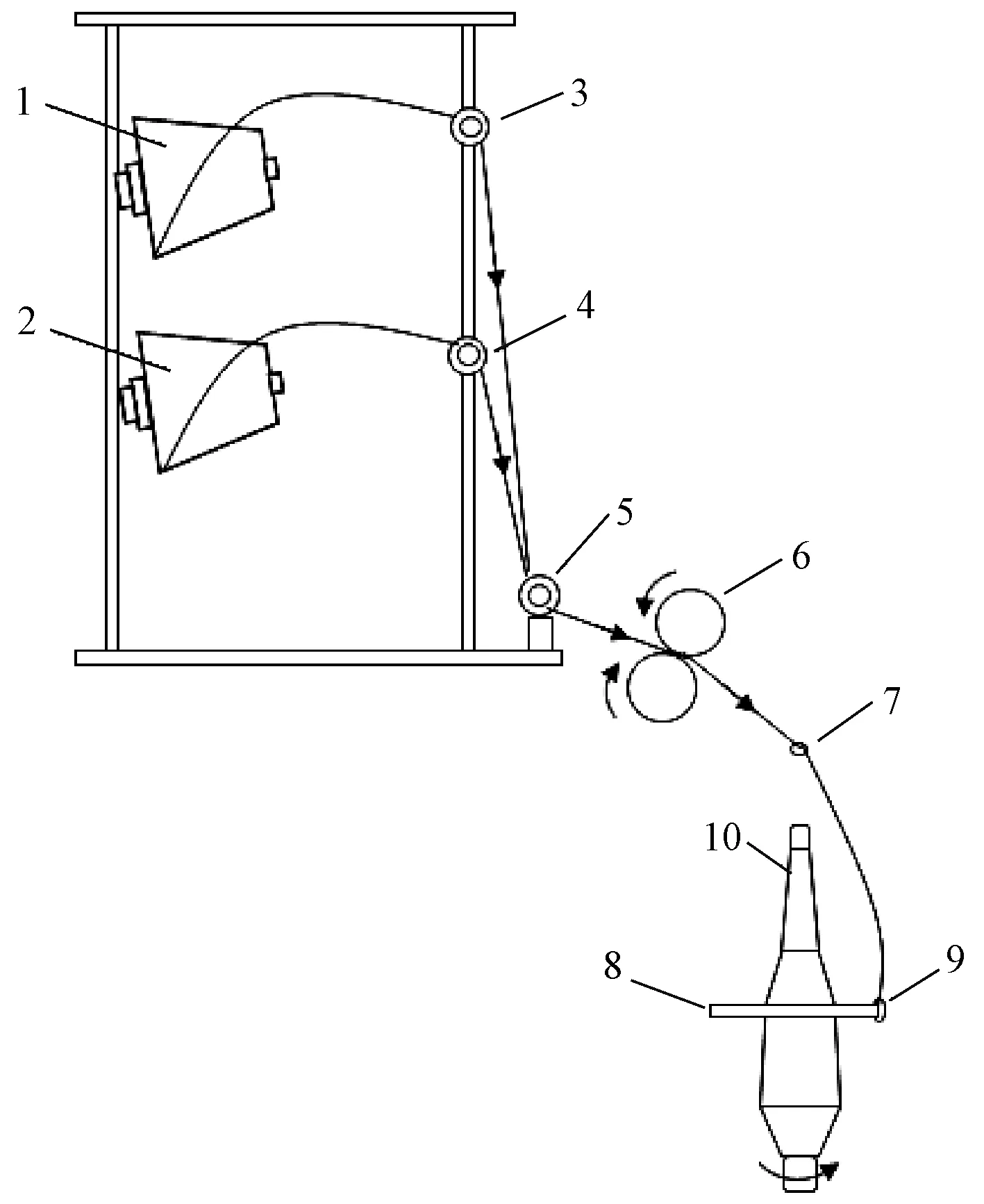
1—亞麻紗;2—滌綸長絲紗;3、4、5—彈簧式張力器;6—喂入羅拉;7—導紗鉤;8—鋼領;9—鋼絲圈;10—紗管。圖3 環錠并捻紡工藝原理Fig.3 Spinning principle of double-twisted
濕法長麻紡亞麻紗和滌綸長絲紗從紗管上退繞后,分別經過可調式彈簧張力器,并合后再經過一個張力器,由喂入羅拉喂入環錠加捻、卷繞部分進行加捻、卷繞,即依次穿過導紗鉤、位于鋼領上的鋼絲圈后卷繞到隨錠子高速回轉的紗管上,隨著紗管的回轉完成加捻、卷繞。
2 實驗設計
2.1 亞麻紗與滌綸長絲紗規格
亞麻紗采用某企業紡制的41.7 tex濕法長麻紡漂白亞麻紗(粗紗經煮漂加工),紡紗所用設備為FX502A型亞麻濕法長麻紡環錠細紗機,主要紡紗工藝參數為:粗紗線密度555.6 tex,粗紗捻度29.3 捻/m,細紗牽伸倍數12.63,細紗捻度520捻/m,捻向為Z捻,紡紗錠速5 350 r/min。
滌綸長絲紗采用167 dtex(48 f) DTY無捻長絲紗。為便于觀察復合紗的成紗結構,滌綸長絲紗選擇黑色紗。
2.2 紡紗工藝
2.2.1 賽絡菲爾紗紡紗工藝
賽絡菲爾紗與純亞麻紗對照樣在同一臺細紗機上采用相同的工藝同時紡制而成,不同之處在于,紡制賽絡菲爾紗的錠位按照圖1所示原理進行了改造,以保證滌綸紗筒的安置與長絲紗的喂入。為探討長絲紗與亞麻粗紗間距可能對成紗性能的影響,分別紡制了間距為0(長絲紗與亞麻粗紗從后羅拉鉗口無間距并排喂入,以下簡稱混捻紗)和間距為6 mm的2種復合紗(以下簡稱賽絡菲爾紗)。
2.2.2 包纏紗紡紗工藝
空心錠包纏紗通過對HKV141D型空心錠包纏紡紗機芯紗喂入部分進行必要的改造紡制。為探討包纏捻向對成紗質量的影響,分別紡制了Z捻和S捻包纏紗。上機工藝為:S捻包纏紗,錠速15 435 r/min,工藝捻度514.5捻/m(由于變換齒輪限制,不能實現520捻/m設計捻度,下同),引紗速度30 m/min;Z捻包纏紗,錠速12 439 r/min,工藝捻度518.3捻/m,引紗速度24 m/min。亞麻芯紗采用經烘干處理的亞麻管紗,芯紗張力調整以保證外包纏紗對芯紗的可靠包纏(而非交捻)為依據[7-8],在試紡時擇優確定。
2.2.3 并捻紗紡紗工藝
并捻紗的紡制通過對HFX型小樣電子并捻機按圖3所示原理進行改造實現。亞麻芯紗同樣采用對比亞麻紗同臺細紗機紡制的、經烘干處理的亞麻管紗。上機工藝為:錠速3 220 r/min,羅拉線速6.19 m/min,鋼絲圈采用耳形聚己內酰胺(PA6)鋼絲圈(單只質量為0.15 g),鋼領直徑(內徑)50 mm,工藝捻度520捻/m,捻向選擇S捻。亞麻紗、滌綸長絲紗和并紗的張力調整以確保紡紗過程中紗線退繞穩定、張力器間2段紗線松緊程度基本一致以及喂入羅拉回轉穩定為依據。3個張力器的調整在紗線試紡時擇優確定。
5種復合紗的設計線密度均為58.3 tex。
2.3 紗線性能測試
2.3.1 紗線外觀特征分析
紗線外觀特征通過對成紗黑板直接觀察進行比較、分析。為便于比較,將成紗按5 mm間距繞在黑卡紙上,每種紗線10根,5種紗線自上而下依次排列(底部刻度紙上最小刻度值為1 mm)。
2.3.2 拉伸斷裂性能測試
紗線的拉伸性能測試參照GB/T 3916—2013《紡織品 卷裝紗 單根紗線斷裂強力和斷裂伸長率的測定(CRE法)》。所用儀器為 YG061FQ型電子單紗強力儀,試樣長度為500 mm,拉伸速度為500 mm/min,測試為50次。測試時將斷裂門限設置為2%,以記錄復合紗可能出現的2次斷裂現象[9]。
2.3.2 紗線毛羽測試
毛羽測試參照FZ/T 01086—2000《紡織品紗線毛羽測定方法 投影計數法》。所用測試儀器為YG171L型紗線毛羽測試儀,測試10次,片段長度為10 m,測試速度為30 m/min。
3 實驗結果與分析
3.1 紗線的外觀特征
圖4示出為3種方法加工(3類)的5種復合紗外觀,自上而下依次為并捻紗、混捻紗、賽絡菲爾紗、Z捻包纏紗和S捻包纏紗。
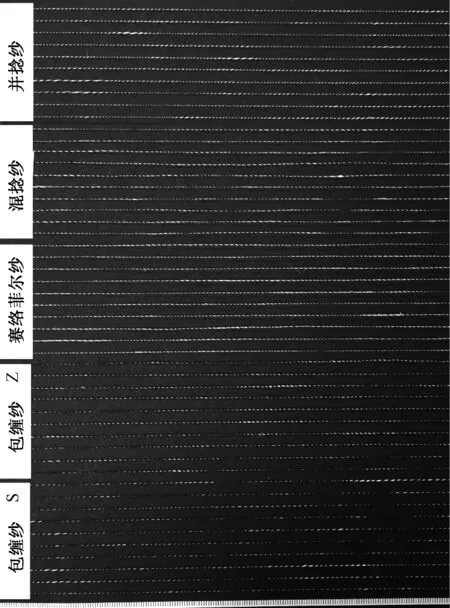
圖4 各種復合紗外觀Fig.4 Appearance of composite yarns
從圖4看出,由黑色滌綸長絲紗和白色亞麻紗復合而成的紗線,沿長度方向形成黑白色塊間隔排列的外觀。成紗的實際捻度可通過計數單位長度紗線黑色或白色色塊的平均數量檢驗,按該方法實測的各紗線捻度偏差(相對于520 T/m)均不超過2%。在后續的紗線性能分析過程中,可不考慮紗線捻度的影響。
從圖4還可看出,3類復合紗中,并捻紗、賽絡菲爾紗和混捻紗具有類似的外觀,與包纏紗在外觀上區別是明顯的。如圖5所示,上方為賽絡菲爾紗,下方為包纏紗(Z捻),在捻度基本相同的情況下,包纏紗上滌綸長絲紗形成的黑色色塊更大,紗線整體顏色更深。并捻紗與混捻紗、賽絡菲爾紗在成紗原理上均為一定張力下的2根紗線捻合而成,屬于捻合結構。捻合過程中,直線狀紗條扭轉、擰絞為螺旋線狀,張力進一步增大,使相對松散的滌綸長絲紗聚攏、直徑收縮,因而在成紗可視面上形成較小的黑色塊;而滌綸長絲紗對亞麻芯紗進行包纏時,纏繞張力產生于纏繞氣圈張力,遠小于捻合成紗的張力,滌綸長絲紗以相對松散的狀態纏繞到亞麻芯紗上,這種較小張力的纏繞作用,使滌綸長絲紗在復合紗可視面上呈現更大的黑色色塊,對亞麻芯紗形成更為顯著的覆蓋效果,紗體顏色明顯更深。
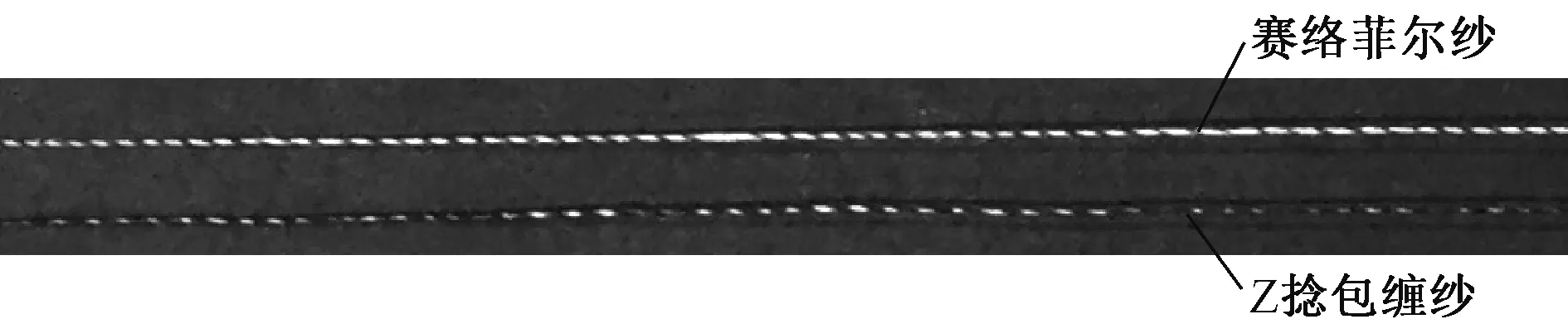
圖5 賽絡菲爾紗與Z捻包纏紗外觀對比Fig.5 Appearance of Sirofil yarn and wrapping yarn of Z twist
從圖4還可看出,各復合紗線均具有明顯的捻度不勻特征:紗線直徑大處捻度少,紗線直徑小處捻度多,在復合紗長度方向上,形成“弱段色”效應,粗節處整體灰度淺,細節處整體灰度深。復合紗的成紗機制不同,形成捻不勻的原理也就有所不同。并捻紗和賽絡菲爾紗、混捻紗具有類似的加捻成紗機制——環錠加捻,整個加捻區為前羅拉鉗口至鋼絲圈紗段,根據加捻過程中的捻度分布原理,抗扭剛度小的小直徑處會分布更多的捻回。
包纏紗粗、細片段包纏捻度的差異產生于芯紗扭轉與包纏作用的動態平衡。在外包纏紗對芯紗的纏繞點處,外包纏紗以一定的張力纏繞到芯紗上,外包纏紗張力對芯紗產生的扭轉力矩克服芯紗抗扭剛度使其自轉,回轉方向與外包纏紗對芯紗的包纏回轉方向一致,從而抵消了部分包纏捻度。當芯紗直徑大時,則外包纏紗張力對芯紗的扭轉力矩也大,芯紗扭轉自轉圈數增加,導致包纏捻度減小;反之,當芯紗直徑小時,包纏捻度增加。
3.2 成紗性能
表1示出亞麻紗、滌綸長絲紗及5種復合紗拉伸斷裂性能與毛羽測試結果。
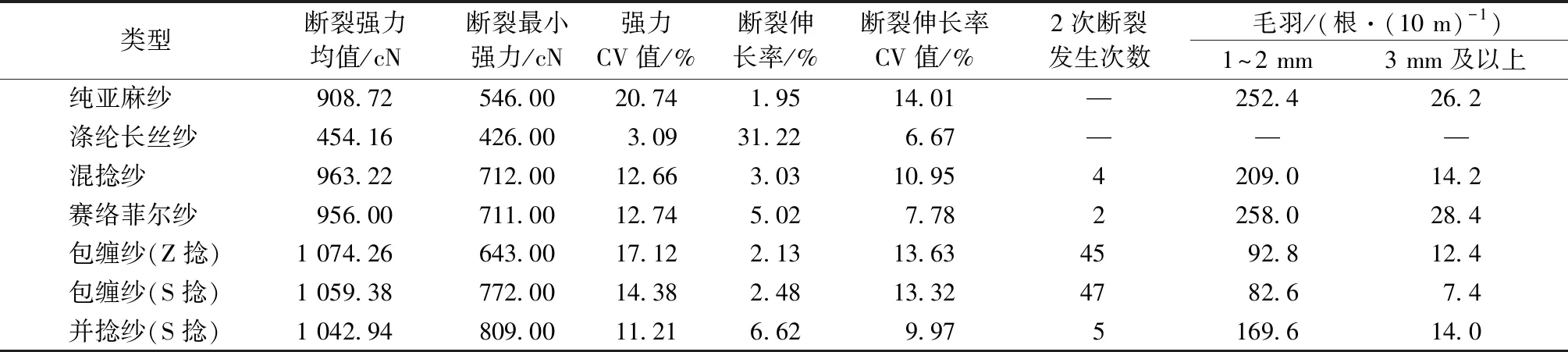
表1 紗線性能測試結果Tab.1 Test results of yarn performances
3.2.1 拉伸斷裂性能
1)在實驗設計捻度下,所有復合紗的斷裂強力均大于亞麻紗。具有捻合結構的混捻紗、賽絡菲爾紗和并捻紗,紗線增強的原理在于滌綸組分的引入,能提供復合紗附加的承擔載荷的能力。對于包纏結構復合紗而言,滌綸長絲通過2個方面的作用使復合紗增強:一是通過螺旋纏繞作用使亞麻紗結構更加緊密的緊密效應;一是為復合紗提供自身強力的軸向分力[9-10]。
2)所有復合紗的斷裂強力均明顯小于亞麻紗與滌綸長絲紗斷裂強力之和。對于捻合結構的賽絡菲爾紗、混捻紗和并捻紗而言,緣于亞麻紗與滌綸紗拉伸模量和斷裂伸長率的巨大差異。由于亞麻紗組分的拉伸模量大而斷裂伸長率很小,當亞麻紗斷裂時,盡管滌綸組分在復合紗中產生有一定的應變而承受一定應力,為復合紗提供一定的強力,但提供給復合紗的強力仍處于其斷裂過程的小應變階段,對復合紗的補強效果相對有限。對于包纏結構復合紗而言,是由于滌綸長絲紗纏繞亞麻紗時張力較小,對亞麻芯紗的緊密效應有限;軸向分力增強效應同樣由于亞麻紗斷裂時,滌綸組分提供給復合紗的強力仍處于其斷裂伸長過程的小應變階段,對復合紗的補強效果有限。
3)相對斷裂強力(最大強力)而言,復合紗最小強力的增加幅度更加顯著。這緣于前述復合紗捻度分布的特征,直徑細的紗段分布更多的捻度,使紗線強力弱環在并合效應的基礎上得到更大的補強效果。這為亞麻紗的免漿織造提供了基本條件,比如對于41.7 tex(24 Nm)濕法長麻紡亞麻紗而言,企業內控經紗免漿織造的強力指標要求為:拉伸實驗測得最小強力不低于700 cN。而從表1看出,所紡制的純亞麻紗是達不到免漿織造要求的,織造時經紗仍需上漿。而經過與滌綸長絲紗復合加工后,最小強力顯著增加,在采用與亞麻紗大致相同的織造工藝的前提下,除Z捻包纏紗外均可滿足免漿織造的要求。
4)并捻紗和包纏紗的平均斷裂強力要大于賽絡菲爾紗和混捻紗。這是由于滌綸長絲紗在與過水的亞麻紗條交捻或混捻時,對亞麻紗體的結構(亞麻纖維緊密排列)有一定影響,而在復合紗中提供斷裂強力的主體是亞麻紗,因而使復合紗的平均強力偏低。
5)對于包纏紗而言,S捻包纏紗的強力大于Z捻包纏紗。S捻包纏和Z捻包纏的結構不同之處在于,外包纏紗與芯紗接觸面處纖維傾斜方向的配合不同。由于亞麻芯紗為Z捻紗,如果外包纏紗的包纏方向為Z向,則在接觸面處芯紗與外包纏紗纖維為平行排列、相互吻合,在外力作用下產生相互滑移的阻力較小;如果外包纏紗的包纏方向為S向,則在接觸面處芯紗與外包纏紗纖維為交叉排列,接觸面處纖維間以及滌綸絲紗圈與亞麻紗體間相互滑移阻力較大。這種差異,在細節(強力弱環)處更為顯著,這是Z捻包纏紗平均最小斷裂強力小于S捻包纏紗、乃至捻合紗的原因。
6)復合加工可顯著降低亞麻紗強力不勻率。與亞麻紗相比,所有復合紗的強力不勻率均有較大幅度的降低,這得益于亞麻紗和滌綸長絲紗的并合效應,以及前述復合時捻回分布對強力弱環的增強顯著原理。由于包纏紗中外包纏滌綸長絲紗與亞麻芯紗結合的纏繞結構特征(并合效應較差,螺旋線狀排列的長絲紗貢獻給復合紗的只是其軸向分力),決定了二者之間較弱的結合力,包纏結構復合紗相對較多地保留了亞麻紗強力不勻率大的特征,尤其是纖維結合更弱的Z捻包纏紗。
7)復合紗的斷裂伸長率均有不同程度增加,并捻紗和賽絡菲爾紗尤其明顯。幾種復合紗中,與亞麻紗相比,并捻紗和賽絡菲爾紗的斷裂伸長率增大顯著(增加超過100%),且斷裂伸長率不勻率也顯著降低。并捻紗在與滌綸長絲紗并合加捻時,因所加捻向與亞麻紗捻向相反,因此亞麻紗被解捻,亞麻紗中纖維間結合緊密度有所降低,相互間滑移阻力減小,因而增大了復合紗的斷裂伸長率。在賽絡菲爾紗形成的過程中,保持一定間距的長絲紗與亞麻紗條在前羅拉鉗口前交捻時,雖然亞麻紗條仍能保持獨立結構,但長絲紗組分對亞麻紗條緊密排列結構的形成有一定的干擾,使得復合紗中亞麻纖維間的結合緊密度不如純亞麻紗,相互滑移難度有所下降,復合紗斷裂伸長率增加。
與賽絡菲爾紗不同,混捻紗中的滌綸長絲纖維作為亞麻紗條的一部分一起加捻,雖然二者之間仍能保持相對獨立的結構,但復合紗整體性加強,滌綸長絲的介入對亞麻組分的緊密結構也有一定的干擾,甚至不排除在二者接觸面處有纖維相互混雜的情況,這使得混捻紗的斷裂伸長率相對于亞麻紗也有較為顯著的提高(增大超過50%)。
包纏復合紗的纏繞結構,外包纏滌綸長絲紗對亞麻芯紗的緊密結構影響較小,僅限于外包纏紗張力對芯紗的扭轉效應,外包纏紗與芯紗的結合力也相對較小,因此相對于其他復合紗而言,包纏紗斷裂伸長性能(彈性)的改善效果要小得多。
至于復合紗斷裂伸長率不勻率的降低,更多地是得益于斷裂伸長率本身數值的增大,而不是離散性程度的減小。
8)復合紗均會發生二次斷裂現象,包纏紗尤其顯著。當復合紗由2種斷裂伸長相差較大的纖維組成時,有可能產生不同時斷裂(二次斷裂)現象,即伸長率小的組分斷裂時,伸長率大的組分并不同時斷裂,而是繼續拉伸-伸長,直至斷裂[9]。從表1數據看出,所有復合紗在50次拉伸實驗中,均有2次斷裂現象發生,但是,具有捻合結構的混捻紗、賽絡菲爾紗和并捻紗發生2次斷裂的頻次要遠小于包纏結構的紗線,這一結果與前述各復合紗中滌綸長絲紗和亞麻紗結合牢度差異的分析是一致的。包纏結構的復合紗,由于外包纏紗的螺旋線狀纏繞特征以及外包纏紗與芯紗較低的結合牢度,在低伸長率亞麻紗斷裂后,高伸長率滌綸長絲紗很容易脫散而不發生斷裂。
3.2.2 毛 羽
濕法長麻紡亞麻紗由于采用工藝長纖維紡紗,以及在紡紗過程中采用濕捻加工,可減少加捻時毛羽的產生,成紗毛羽本身較少,但隨著在后續加工中纖維分裂度的進一步提高以及摩擦作用,毛羽會顯著增加,影響紗線的可加工性以及織物產品的外觀和舒適性。
從表1數據看出,相比于亞麻紗而言,包纏紗的毛羽減少最為顯著,其次是并捻紗,混捻紗毛羽減少效果較差,而賽絡菲爾紗的毛羽沒有任何改善。賽絡菲爾紗在加捻成紗時,雖然理論上能通過與長絲紗的并合可覆蓋部分毛羽,但由于長絲紗與亞麻紗條在前羅拉鉗口處三角形交捻時對濕態光滑亞麻紗條結構的破壞,導致了更多毛羽的產生,使復合紗毛羽沒有改善。混捻紗中滌綸長絲紗條與亞麻紗條一起加捻,長絲紗對亞麻紗條部分表面的覆蓋效應,對抑制毛羽產生有一定效果,但由于滌綸長絲紗直徑細(本身線密度小以及捻合時的張力作用),對亞麻紗毛羽的產生抑制作用有限。并捻紗是亞麻成紗與滌綸長絲紗的并合加捻,滌綸長絲紗對亞麻紗已產生的毛羽產生覆蓋效果,且覆蓋效果要顯著優于混捻紗,毛羽減少顯著。包纏紗中,滌綸長絲紗對亞麻芯紗的主動纏繞,對毛羽的覆蓋、隔離、倒伏效果好,加之前述外包纏紗較小的復合張力產生較大的表觀直徑,進一步提升了覆蓋和倒伏效果,使得包纏紗毛羽的改善最為顯著,而且由于外包纏紗對芯紗的纏繞隔離作用,在后續加工中,對毛羽再生的抑制效果也最好。
4 結 論
1)各種復合紗中,混捻紗、賽絡菲爾紗和并捻紗具有相似的捻合結構,有別于包纏紗特有的纏繞結構。包纏紗中外包纏紗表觀直徑大,在復合紗可視面上投影面積大,對芯紗具有更好的覆蓋效果,如果外包纏紗為有色紗線,包纏紗整體顏色要深于其他復合紗。
2)各種復合紗均表現捻度不勻特征,直徑大的片段捻回少,小直徑片段捻回多。如果長絲紗采用色紗,則復合紗長度方向上會呈現“弱段色”外觀。
3)復合紗強力均小于2根紗線強力之和,復合加工對斷裂最小強力的提升效果要大于平均斷裂強力,與長絲紗的復合亦可顯著降低亞麻紗的強力不勻率。相對于其他復合紗而言,同向加捻包纏紗對最小斷裂強力和斷裂強力不勻率的改善效果較差。
4)反向加捻并捻紗和賽絡菲爾紗對亞麻紗斷裂伸長率的提升顯著,包纏紗則效果較差,尤其是同向加捻包纏紗,混捻紗優于包纏紗但差于并捻紗和賽絡菲爾紗。
5)與其他結構復合紗相比,包纏復合紗具有明顯的2次斷裂特征。包纏復合,減少成紗毛羽效果最顯著,其他依次為并捻、混捻和賽絡菲爾紡。
復合加工可從增強、增彈、減少毛羽等方面改善亞麻紗的可加工性和織物的服用性能,但不同的復合加工方法在不同方面的改善效果是不同的,需要在實際生產中綜合考慮。
需要說明的是,本文僅對單一捻度的各種復合紗性能進行了比較分析,所得相關結論具有一定局限性,需要在后續進行更為系統、深入的研究。
FZXB
