基于變壓邊力的半球形圓筒件成形性能研究
2019-12-12 03:43:02劉樂平
汽車零部件 2019年11期
劉樂平
(湖南湖大艾盛汽車技術(shù)開發(fā)有限公司,湖南長沙 410000)
0 引言
板材成形在制造業(yè)中占有重要地位,尤其在汽車、家電、航空航天行業(yè)。隨著對安全與輕量化要求的不斷提升,越來越多的高強(qiáng)度材料得到應(yīng)用,沖壓成形面臨的起皺、開裂、回彈等問題一直阻礙著行業(yè)的發(fā)展。板料拉深成形過程中同時(shí)包含材料非線性、幾何非線性以及邊界條件非線性等,屬于十分復(fù)雜的非線性問題[1]。并且在實(shí)際沖壓過程中,影響零件成形質(zhì)量的因素眾多,如沖壓速度、壓邊力、摩擦、坯料尺寸、材料性能等[2]。壓邊力是其中一個(gè)相對容易控制且對成形結(jié)果影響較大的因素,壓邊力過大會(huì)導(dǎo)致材料開裂,壓邊力不足又會(huì)使材料起皺。因此,合理的壓邊力大小是實(shí)現(xiàn)零件良好成形性的重要保證[3-4]。
在成形仿真分析與零件生產(chǎn)中,常常是通過經(jīng)驗(yàn)公式設(shè)置一個(gè)恒定壓邊力進(jìn)行分析或者給油壓機(jī)設(shè)定一個(gè)恒定壓力進(jìn)行零件生產(chǎn)。但是,在實(shí)際拉深過程中,由于材料的有效壓料面積不斷減少,其壓邊力應(yīng)該是一個(gè)隨拉深行程或時(shí)間變化而變化的值,使用傳統(tǒng)的恒壓邊力控制難以獲得零件最佳的成形質(zhì)量[5]。有學(xué)者研究表明,采用隨時(shí)間或位置變化的變壓邊力進(jìn)行成形,不僅可以提高板材的成形性能,減低成形過程中起皺和開裂的風(fēng)險(xiǎn),還能減少回彈、提高零件的尺寸精度[6-7]。本文作者利用Dynaform對高強(qiáng)鋼圓筒件進(jìn)行拉深成形,分別采用恒定壓邊力與不同變化模式的壓邊力進(jìn)行研究仿真分析與試驗(yàn)研究,得到利于提升高強(qiáng)鋼拉延性能的最佳壓邊力變化模式。
1 有限元模型建立
1.1 材料選擇
本文作者選用的板材為DP590,該材料為雙相鋼,內(nèi)部含有馬氏體與鐵素體的混合組織。其中硬相馬氏體以島狀彌散分布在軟相鐵素體基體上,使得DP鋼同時(shí)具有高強(qiáng)度與較好的成形性[8]。板料為直徑200 mm的圓片,厚度為1.2 mm。其基本力學(xué)性能見表1。
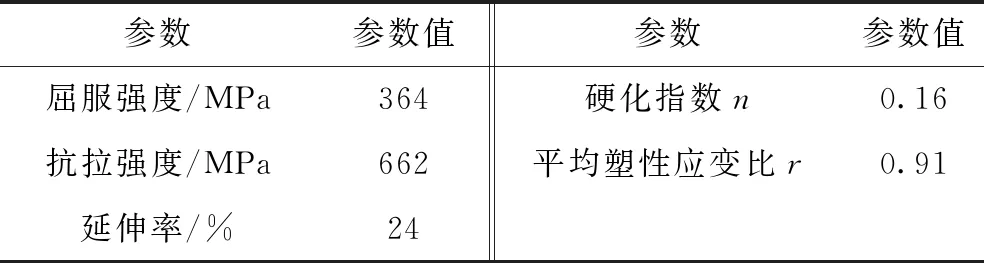
表1 DP590基本力學(xué)性能
在Dynaform軟件中自帶有材料的曲線以及憑經(jīng)驗(yàn)公式得到的成形極限曲線(FLC),合理的成形極限曲線能夠準(zhǔn)確地反映板料起皺、開裂等缺陷。因此為提高仿真結(jié)果的準(zhǔn)確性,將DP590材料真實(shí)應(yīng)力應(yīng)變曲線以及實(shí)際的FLC曲線導(dǎo)入Dynaform中進(jìn)行分析,如圖1、圖2所示。
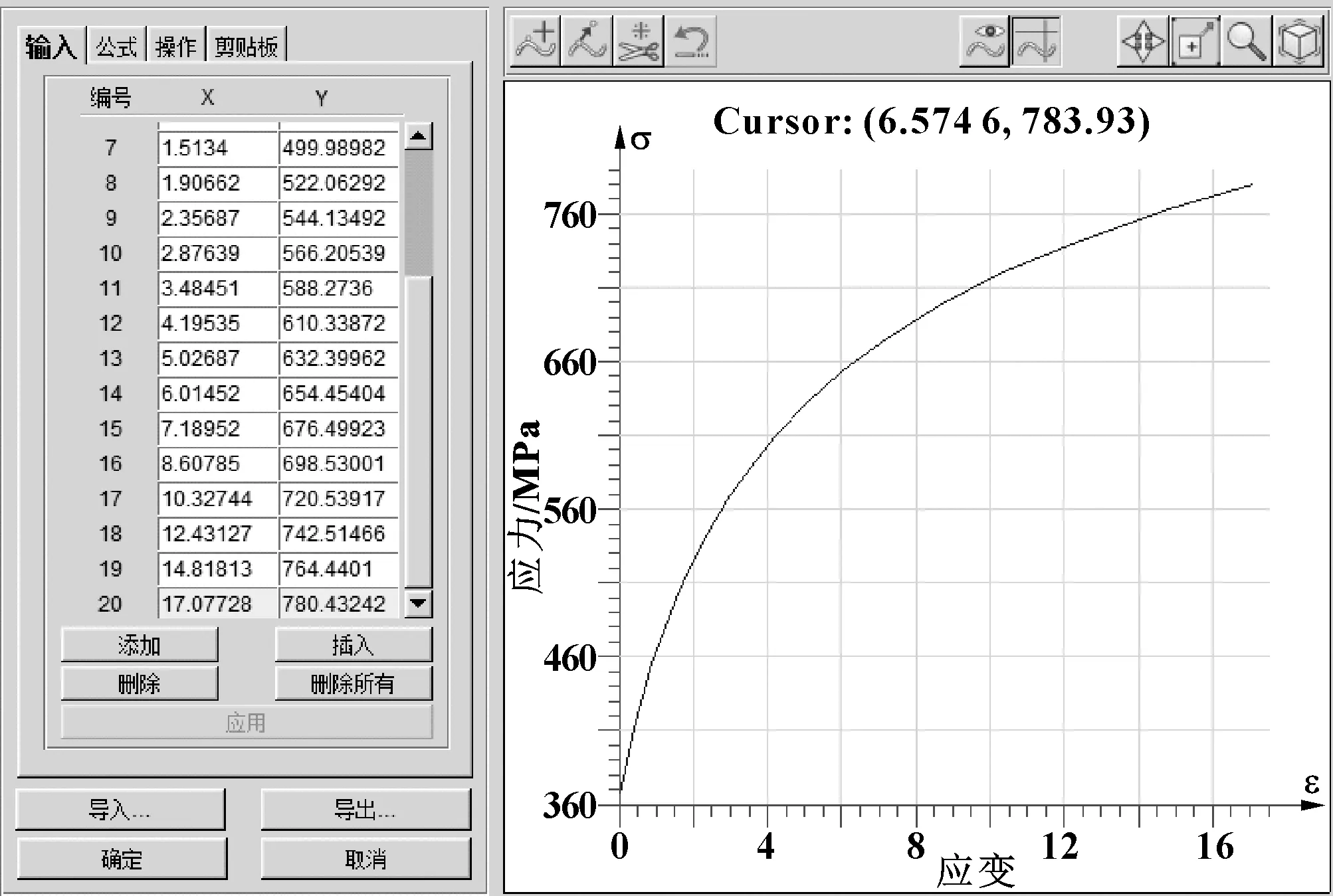
圖1 DP590材料曲線
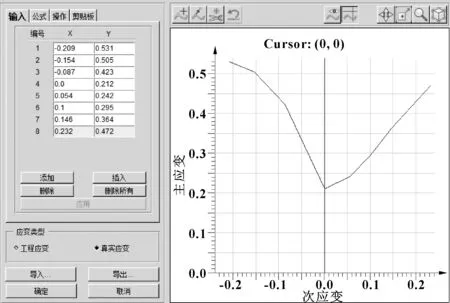
圖2 FLC曲線
1.2 有限元模型
以半球形圓筒件為研究對象,先利用UG軟件進(jìn)行建模,后導(dǎo)入Dynaform軟件中進(jìn)行前處理及成形分析。半球形圓筒件有限元模型如圖3所示。
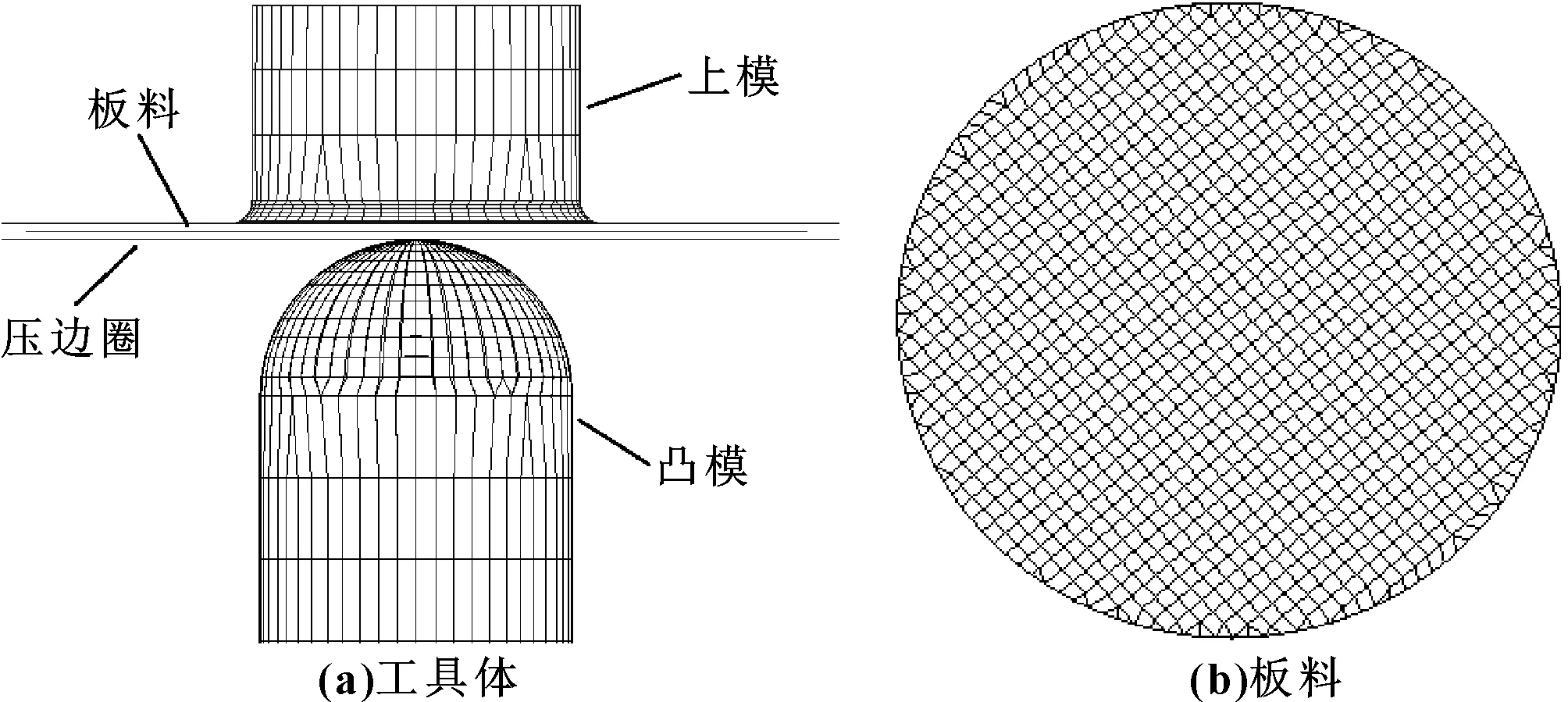
圖3 工具體與板料
板料單元類型選用Belytschko-Tsay殼單元,各向異性屈服準(zhǔn)則選用 Barlet屈服準(zhǔn)則,板料網(wǎng)格為5 mm×5 mm,對板料進(jìn)行網(wǎng)格劃分后的單元數(shù)為6 575,節(jié)點(diǎn)數(shù)為6 450。工具體設(shè)為剛體,即在分析過程中視為不會(huì)產(chǎn)生任何變形,工具體網(wǎng)格大小為20 mm×20 mm。凹模和壓邊圈設(shè)為1.1倍板厚,拉深成形中各接觸面摩擦因數(shù)設(shè)為0.125。其中凸模直徑為100 mm,頂部為半球形,凹模圓角半徑大小為5 mm。
2 數(shù)值模擬分析
2.1 恒定壓邊力數(shù)值模擬
在實(shí)際分析與工程中,往往使用的是恒定壓邊力。因此為了得到圓筒件在恒定壓邊力的拉延極限高度,在保證法蘭邊不發(fā)生明顯起皺的前提下,分別設(shè)置5×104、10×104、15×104、20×104、25×104、30×104、50×104N的恒定壓邊力進(jìn)行仿真分析,在板料發(fā)生開裂時(shí),記錄此時(shí)的拉延高度。結(jié)果如表2、圖4所示。
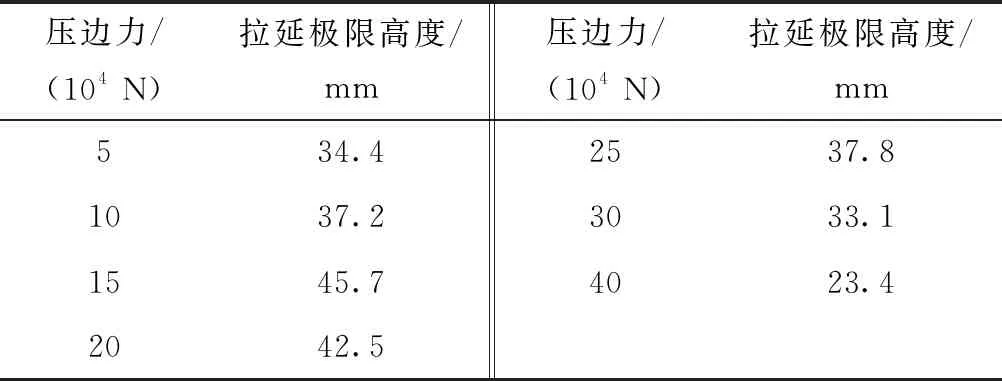
表2 不同恒定壓邊力下的拉延極限高度

圖4 不同恒定壓邊力下的拉延極限高度
由圖4可知,圓筒件拉延極限高度先隨著壓邊力增大而增大,壓邊力為15×104N時(shí)其拉延高度達(dá)到最大值H=45.7 mm,后拉延極限高度隨壓邊力增大而減小。因此F=15×104N壓邊力為該圓筒件成形最佳壓邊力。當(dāng)壓邊力低于該值時(shí),由于壓邊力不足導(dǎo)致法蘭邊產(chǎn)生輕微起皺,使得板料與工具體的摩擦力增大,材料不易往里流動(dòng),因此拉延高度較小;同樣當(dāng)壓邊力高于該值時(shí),由于壓邊力的增加導(dǎo)致摩擦力增大,板料在成形過程中走料困難,從而導(dǎo)致零件嚴(yán)重變薄,直至拉裂。由此可見,壓邊力對成形結(jié)果影響顯著,并且觀察圖5可知起始開裂位置發(fā)生在半球頂部。
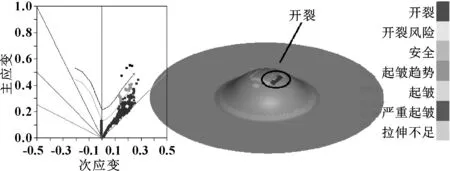
圖5 開裂部位示意
2.2 變壓邊力數(shù)值模擬
為研究變壓邊力對圓筒件拉延極限的影響,分別采用圖6所示4種壓邊力加載曲線進(jìn)行仿真分析[9]。分析過程中,僅改變壓邊力大小,其他工藝參數(shù)均保持一致,圖7為導(dǎo)入Dynaform中的∨形壓邊力加載曲線示意圖。
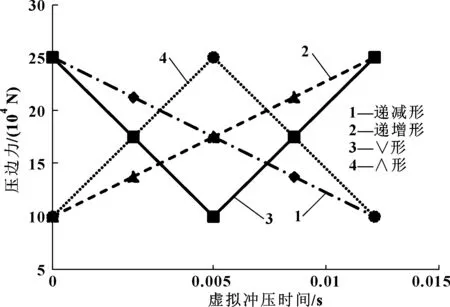
圖6 壓邊力加載曲線
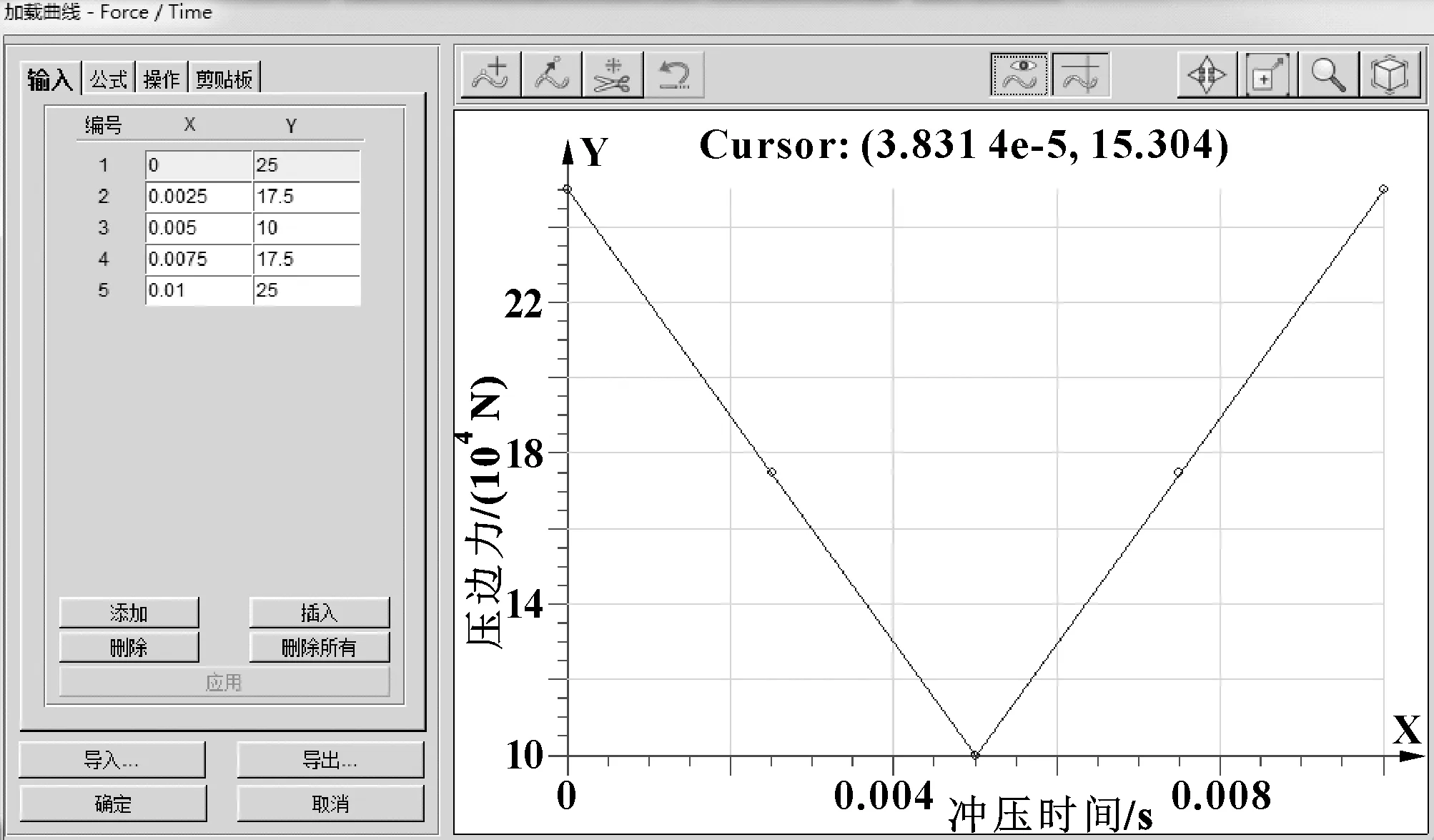
圖7 ∨形壓邊力加載曲線
經(jīng)分析得到每種加載方式下圓筒件的拉延極限高度,以及在拉延高度為30 mm時(shí)圓筒件減薄與增厚情況,結(jié)果如表3所示。
由表3可知,在遞增形與∧形加載方式下圓筒件的拉延極限高度比恒定15×104N壓邊力下的拉延極限高度大。當(dāng)拉延高度為30 mm時(shí),采用遞減形與∨形加載方式時(shí)圓筒件減薄率均比較大,且法蘭邊發(fā)生起皺現(xiàn)象;而遞增形、∧形與恒定15×104N下成形結(jié)果均比較好。由此可見,遞增形與∧形兩種加載方式比恒定壓邊力更有利于材料成形,提高材料成形極限;而遞減形與∨形加載方式則不利于該圓筒件成形。
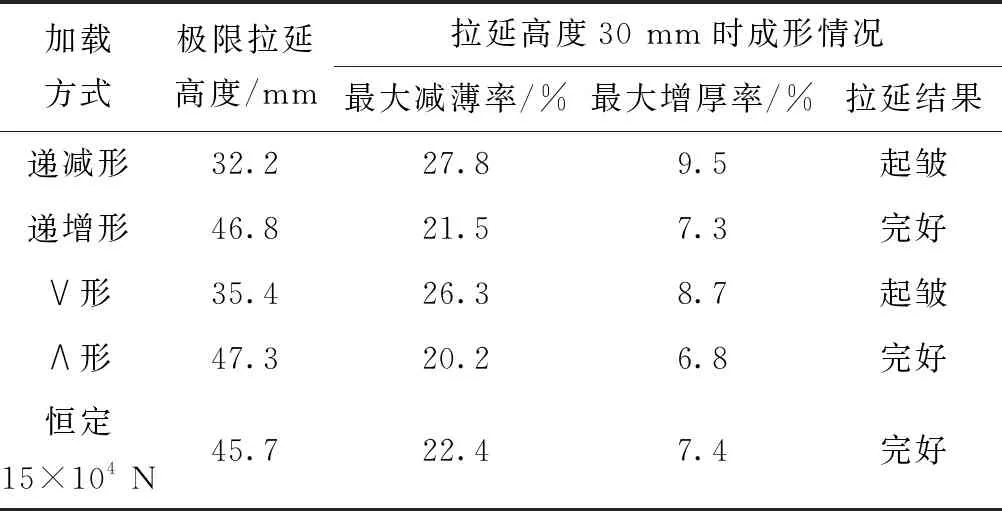
表3 不同加載方式下的分析結(jié)果
3 實(shí)驗(yàn)驗(yàn)證
為驗(yàn)證仿真結(jié)果的準(zhǔn)確性,得到在不同加載方式下圓筒件的實(shí)際拉延極限高度,利用現(xiàn)有的材料拉延極限性能測試設(shè)備進(jìn)行拉延試驗(yàn)。試驗(yàn)設(shè)備如圖8所示,利用該設(shè)備可準(zhǔn)確觀察到材料開裂部位以及開裂時(shí)對應(yīng)的拉延極限高度。
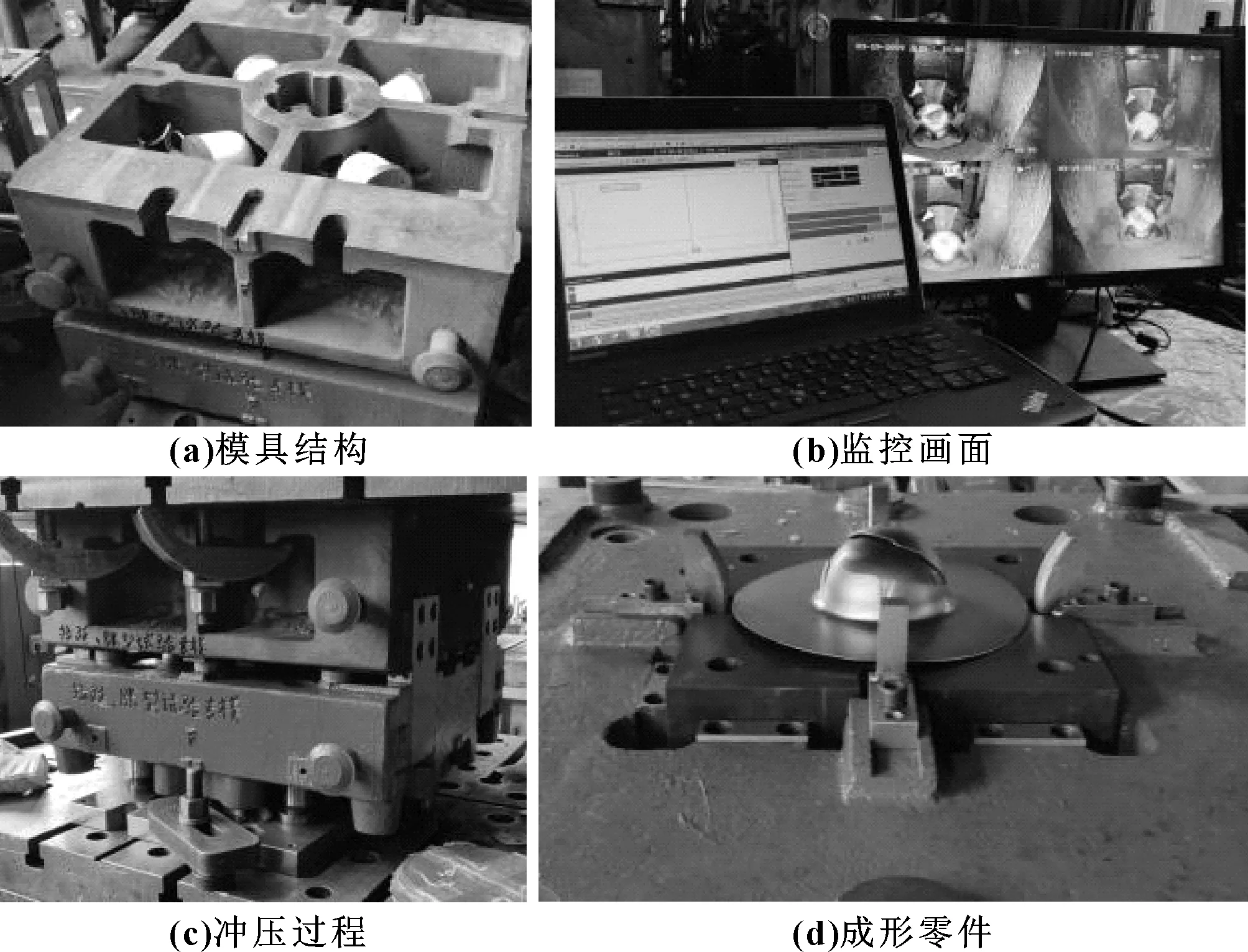
圖8 試驗(yàn)設(shè)備
圖9為利用該設(shè)備觀察到的材料開裂情況及拉延極限高度。觀察圖9可知板料開裂位置發(fā)生在半球頂部,與仿真結(jié)果一致,且圖中所示拉延開裂時(shí)對應(yīng)的極限高度為30.19 mm。
隨后分別加載不同壓邊力進(jìn)行實(shí)驗(yàn),得到對應(yīng)的實(shí)際拉延極限高度,并與仿真值比較,如表4、圖10所示。
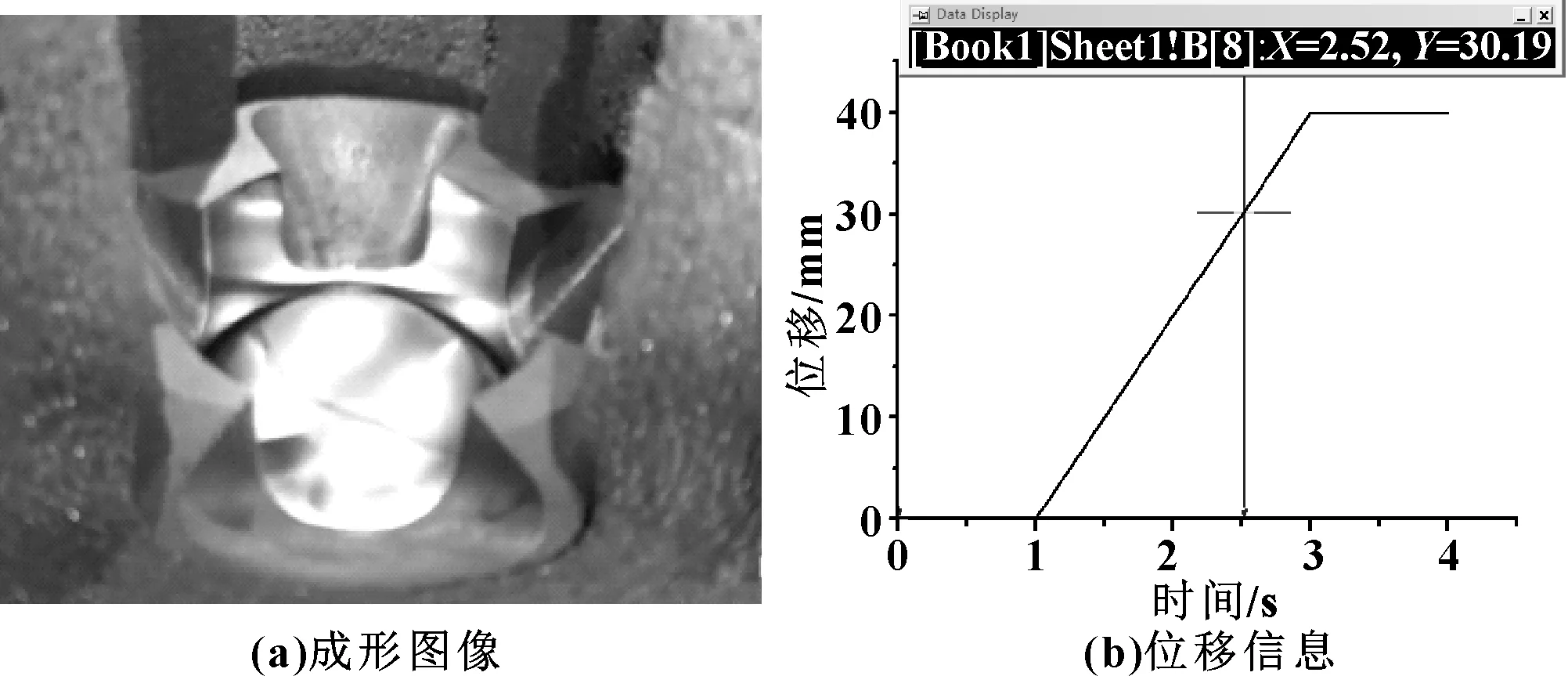
圖9 成形圖像及位移信息
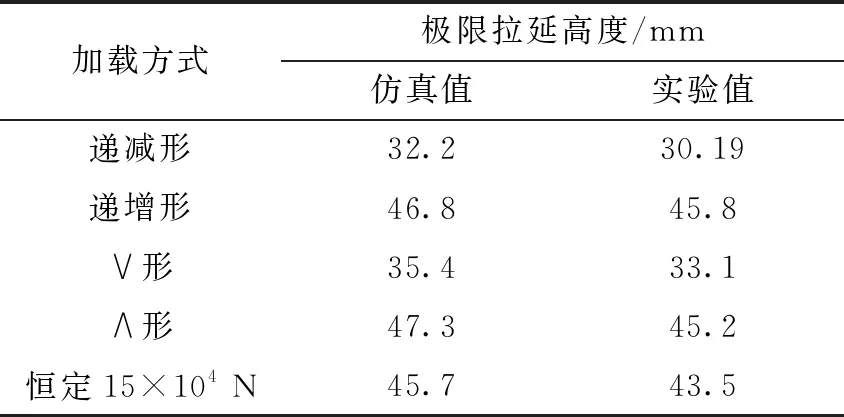
加載方式極限拉延高度/mm仿真值實(shí)驗(yàn)值遞減形32.230.19遞增形46.845.8∨形35.433.1∧形47.345.2恒定15×104 N45.743.5
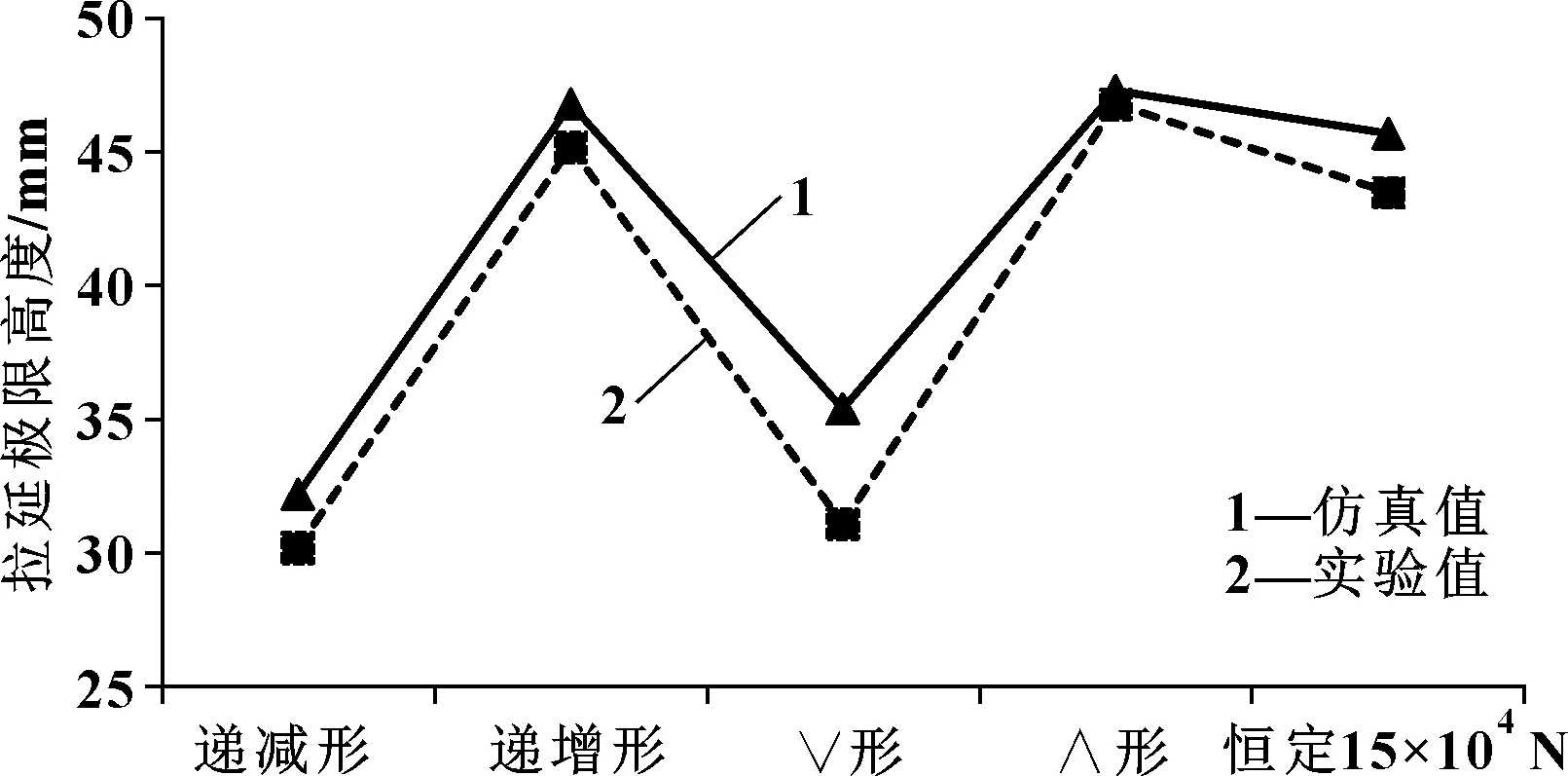
圖10 不同加載方式下仿真值與實(shí)際值比較
觀察表4與圖10可知,試驗(yàn)值與仿真值存在一些差異,這是由于仿真是在理想環(huán)境下進(jìn)行的,而實(shí)際實(shí)驗(yàn)時(shí)容易受到工作環(huán)境、機(jī)臺(tái)速度、摩擦等影響,因此得到的拉延極限略低于仿真值。但總體趨勢仍與仿真規(guī)律一致,遞增形與∧形兩種加載方式下的拉延極限高度最大。
4 結(jié)論
通過導(dǎo)入DP590實(shí)際材料曲線以及FLC曲線,利用Dynaform軟件對圓筒件進(jìn)行仿真分析以及實(shí)驗(yàn)驗(yàn)證。結(jié)果表明:對于半球形圓筒件,與加載恒定壓邊力相比,遞增形以及∧形加載方式能夠提高圓筒件的拉延成形極限高度,而遞減形及∨形壓邊力加載方式對圓筒件的拉深成形極限高度沒有改善作用。