熱軋在線磨輥技術進展
2019-12-13 03:44:38顧廷權王學敏
冶金設備 2019年5期
關鍵詞:檢測
翟 鵬 顧廷權 王學敏 李 鶴
(1:東北大學機械工程與自動化學院 遼寧沈陽 110819;2:寶鋼股份有限公司中央研究院 上海 201900)
1 前言
在熱軋板材的軋制過程中,軋輥表面與帶鋼表面存在復制過程,軋輥的表面質量由于磨損等原因逐漸降低;同時,由于軋輥表面不同部分所軋制帶鋼的總量的不同,會在軋輥表面由于局部不均勻磨損形成段差;此外,軋輥在軋制了一定量的帶鋼后,表面會生成氧化膜,破損剝落壓入帶鋼后,會造成嚴重的產品質量問題。為解決以上問題,提高產品質量和生產效率,便產生了熱軋在線磨輥技術。在線磨輥裝置安裝在熱軋精軋機后道機架內,在軋制的間隙或者軋制過程中對工作輥進行在線磨削[1]。
在線磨輥可以減少軋輥離線磨削工作量,延長換輥周期,進而提高軋機作業率;可以消除各道次軋制中軋輥的段差,提高各種寬度帶鋼軋制計劃的自由度;可以及時消除軋輥表面破損氧化膜和輥形異常,提高軋機板形、板凸度控制功能和帶鋼產品表面質量。因此,開展在線磨輥技術研究對提高熱軋產線的產品質量、生產能力和自動化水平具有重要的意義。
2 在線磨輥技術
2.1 在線磨輥技術研究現狀
熱軋在線磨輥技術是最近30年才興起的新技術,日本擁有自主研發的在線磨輥裝置,并處于技術領先地位。

1-工作輥軸向進給油缸;2-磨頭體;3-工作輥徑向進給油缸;4-無驅動磨頭

1,5,6-交流伺服電機;2-傳動皮帶;3-砂輪;4-滾珠絲杠;7-齒輪齒條;8-測力傳感器
1987年,三菱重工在國際上首次開發出了與PC軋機相配套的第一代熱軋機工作輥在線磨輥機ORG(On-line Roll Grinder),磨頭無驅動馬達,砂輪端面與工作輥表面接觸,依靠與輥面之間的摩擦力被帶動旋轉進行磨削,簡稱非驅動式ORG。如圖1所示,該在線磨輥裝置輥形磨削及檢測功能較差,磨頭較多(5-6個),磨頭整體校正復雜,單磨頭磨削效率及抗振性較差。
1990年代初期,日立制作所開發出熱軋工作輥成形機RSM[2](Roll Shaping Machine)。磨頭為薄片式結構采用伺服電動機驅動,砂輪端面與軋輥表面接觸進行主動磨削,簡稱驅動式RSM。如圖2所示,該裝置無獨立輥型檢測裝置,依靠伺服電機軸轉過的角位移與傳感器測得的磨頭與工作輥之間的壓緊力綜合計算出砂輪進給量和基體的變形量,實現間接檢測輥型,該檢測方法對裝置本身機械精度要求較高;單磨頭磨削效率較高,因此整體只采用2個分體磨頭即可滿足要求;磨頭結構抗振性好,砂輪材質為CBN超硬砂輪,使用壽命更長。
1990年代后期,三菱推出第二代在線磨輥裝置[2]。為液壓驅動式ORG,磨頭由原來的被動式改為由液壓馬達驅動的主動式,砂輪數量減為兩個,安裝于同一個磨頭上,而輥形測量手段沒有變化。改進型ORG的單個磨頭磨削效率大幅度提高,砂輪的受力狀況亦有所改善,但抗振性仍然比較差。
2002年,三菱重工與日立制造所合資成立的三菱日立冶金機械公司MH(Mitsubishi-Hitachi Metals Machinery, Inc.),融合了第二代ORG與RSM各自的技術優點,開發出第三代在線磨輥機ORP(On-line Roll Profiler)。ORP為伺服電機驅動式在線磨輥,可通過計算磨頭變形量方式間接檢測輥形,輥形磨削功能比較成熟,但是輥形檢測精度低。
韓國POSCO有6條熱連軋機組安裝了在線磨輥設備,通過持續的應用技術研究,成為國際上應用熱軋在線磨輥取得最佳效果的鋼廠之一。POSCO光陽No.2 HSM應用三菱日立在線磨輥ORP,在前50km不投入ORP的情況下,同寬公里數達到120km,總軋制公里數達到183km(177卷,3532噸)。POSCO應用ORG的熱軋機與傳統熱軋機(未用ORG)的帶鋼氧化鐵皮缺陷和表面缺陷發生卷數,分別為58卷/2月和270卷/2月。
日本KSC Chiba應用ORP,實現了軟鋼300mm以上寬度反跳,總軋制公里數達到207km(210卷,3866噸)。日本NSC Hirohata熱軋廠在F5、F6機架應用三菱日立在線磨輥ORP,換輥周期延長了2~3倍,單個換輥周期總軋制量超過4200t。
國內鞍鋼1780熱連軋機組、唐鋼連鑄連軋機組等先后安裝了第二代ORG。據了解,鞍鋼ORG目前投用情況較好。寶鋼三熱軋1880熱連軋機組后3個精軋機架(F5、F6、F7)上使用了ORP。與ORG相比,ORP設備在磨削能力和磨削精度上都有了很大的提高。對于改善高牌號無取向硅鋼邊部減薄等效果明顯。
總結以上在線磨輥裝置及應用情況,見表1。
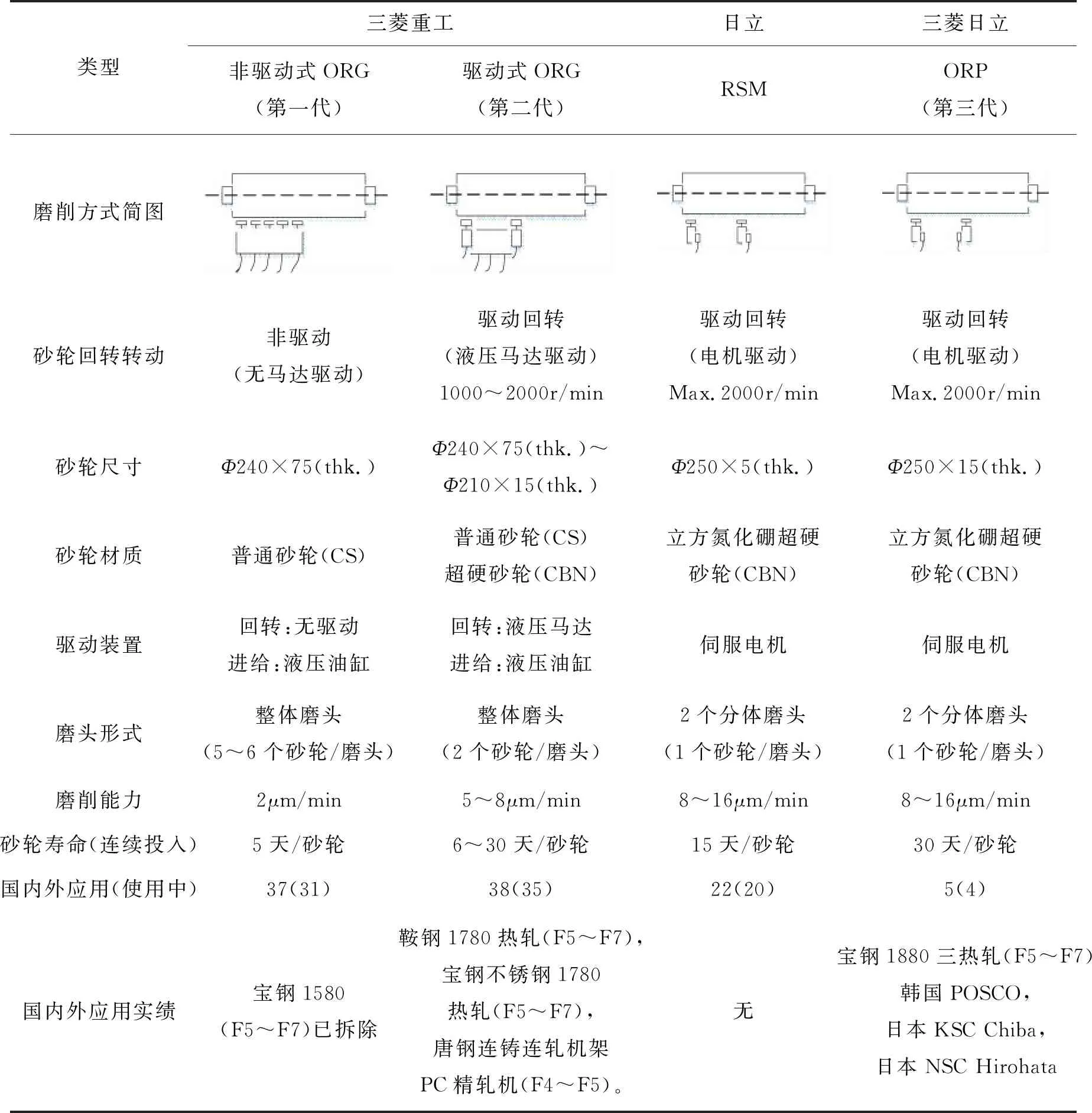
表1 三菱、日立三代在線磨輥裝置基本規格參數與應用情況
1996年德國SMS公司提出了驅動式在線磨輥裝置專利[3],但未見工業化應用報道。與三菱、日立推出的在線磨輥裝置顯著不同的是:其砂輪軸線與軋輥軸線平行,采用砂輪外圓磨削方式。磨削裝置直接安裝在軋機機架上,結構簡單,占據的空間小。但該裝置由于采用外圓磨削,與端面磨削方式相比,磨削力小,磨削效率低且系統抗振性差;系統采用嵌套結構復雜且沒有配套的輥型在線檢測裝置。
與國外相比,我國目前還沒有成熟的在線磨輥裝置推廣使用,相關技術目前還處于從國外引進、消化階段,相關研究目前尚少。2001年開始,寶鋼集團與東北大學合作,對引進的第一代三菱在線磨輥裝置做了相關分析與新型ORG的相關設計研究工作。范群[4]在分析了寶鋼1580熱軋原有ORG問題的基礎上,做了新型ORG總體方案設計;潘賢君[5]對三菱第一代ORG由磨削幾何學方法做了磨削機理分析;武曉蘭[6]針對新型ORG設計了電力控制和液壓驅動系統;鄧華波[7]針對寶鋼1580熱軋ORG磨削存在的問題,對CBN砂輪端面磨削做了實驗研究;周勝、蔡光起[8]建立了新型ORG的虛擬樣機并做了抗振性分析。張成瑞、張伍軍[9]通過實驗驗證了ORG的應用效果;李紅雨、史乃安[10]結合鞍鋼實際,推導了ORG磨削力與磨削比的計算公式;C.H.Li等[11]提出了熱軋在線磨輥檢測的數學模型;B.F.Feng等[12]對ORG磨削采用的杯型砂輪作了幾何分析。
熱軋在線磨輥裝置直接安裝在熱軋精軋機機架內,工作在惡劣的環境下,例如:溫度較高(70(C左右)且波動范圍大,電磁干擾,軋輥表面被流動的冷卻水覆蓋且存在氧化鐵皮、工作環境中有水蒸汽、安裝臺架振動、限定在特定狹窄的安裝空間中等。由于在線磨輥裝置工作的工況環境惡劣,技術難度大,工作精度要求高,涉及多學科綜合應用。目前相關技術被日本等國壟斷,技術應用也趨于完善;國內開展相關研究工作還停留在10年前,且相關研究尚未推廣應用。
2.2 熱軋輥形在線檢測技術難點分析[13,14]
與熱軋磨輥技術配套發展的是熱軋輥形在線檢測技術。根據熱軋輥工作環境要求,接觸式測量(如用電感式位移傳感器)就難以適用,主要是因為:
接觸式傳感器的測頭為運動部件,密封難度大;測頭與快速旋轉的軋輥表面直接接觸磨損再所難免,如采用滾動測頭的話,又增加了運動部件,在此環境下相當不利;由于軋輥表面磨損的非均勻性,軋輥表面存在著“臺階”,給檢測過程中測頭沿軋輥軸向的運動帶來難度。如前所述的日立公司集磨削與測量功能于一體的在線磨輥機RSM,通過檢測磨頭的變形量獲得輥形,實際上整個RSM同時作為接觸式輥形檢測傳感器,對整個磨輥機的設計制造精度要求高,但最終測量精度并不高。
根據測量環境的要求,非接觸式測量方法相對比較可行,方法主要有:電渦流測距法、激光測位移法、CCD成像法以及超聲波測距法等[15,16]。對于大多數非接觸式測量方法,如果在常規的工作條件下,實現以上檢測精度并不難。但由于輥形在線檢測裝置特殊的工作環境,一方面,各干擾因素必然給檢測系統帶來系統誤差和隨機誤差;另一方面,對裝置的穩定性、可靠性是一個嚴峻的考驗。無論對于哪一種檢測方法,需要解決的關鍵問題有兩個:為了確保裝置長期穩定、可靠地工作,必須建立有效的抗干擾措施;為提高裝置的檢測精度,需要建立有效的測量誤差分離補償方法。
迄今為止,國內外還沒有成熟的熱軋輥形在線檢測系統投入工業應用報道。熱軋輥形在線檢測技術是一個難點。從檢測方法的可靠性來看,接觸式優于非接觸式,但要獲得比較理想的檢測精度,宜優先選擇非接觸式。
3 其它磨輥技術分析
電解在線磨輥技術[17,18]。利用電解作用和機械磨削作用相結合的加工方法,在線對鋼質軋輥進行鏡面磨削。該裝置采用鑄鐵粘接的CBN砂輪及其端面磨削方式,砂輪同時也作為電解電極的正極。電解磨削可顯著提高軋輥表面的光滑程度。但與ORP相比裝置的磨削效率低,抗干擾能力較差。
磨料噴射法在線修磨技術[19,20]。日本住友金屬開發可用于寬厚板軋機的磨料噴射軋輥在線修磨裝置。該裝置的原理是:將粉狀磨料(鐵砂)混入高壓水中,并一起噴射到軋輥表面,實現對輥面的在線修磨。該裝置應用于鹿島制鐵所厚板廠,取得比較明顯的效果,可使一次換輥軋制量提高一倍。
異速軋輥自研磨。將兩個磨損的軋輥以較小的壓下力相互靠緊,軋輥表面未磨損或磨損少的突出部分相互接觸,而磨損較多的部分不接觸。上、下軋輥以不同的轉速轉動,兩軋輥表面之間由于存在相對滑動而產生自研磨,突出部分先被研磨掉,輥形逐漸趨于平滑。軋輥自研磨方法得到的輥面比較粗糙,難以保證磨削精度,磨削效率低。
4 結語
結合目前ORP的特點,在線磨輥裝置的發展急需解決以下問題:
提高砂輪的磨削能力并延長砂輪在線使用壽命,開發單磨頭在線磨輥裝置,現有的ORP為雙磨頭結構,存在著輥面兩側磨削差異、協調控制難度較大等先天不足之處;研制柔性磨頭的結構,提高磨頭的抗振效果,以避免軋輥表面因振動產生輥面缺陷;研制與在線磨輥裝置相配套的輥形檢測裝置,以適應狹小空間惡劣環境下高精度磨削的要求;開展在線磨輥裝置特有的端面磨削動力學分析,以獲得更優的磨削工藝參數避免磨削顫振的發生。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
