精整線剖分剪結構改進
2019-12-13 03:44:38閆丹
冶金設備 2019年5期
閆 丹
(西馬克技術(北京)有限公司上海分公司 上海 200083)
1 前言
剖分剪用于精整線剪切區域內,將經過矯直、切頭、切邊后的成品帶鋼沿寬度方向進行剖分,經過剖分后的兩片帶鋼仍為成品,其邊部切口質量滿足成品要求[1]。目前,市場除了對帶鋼產品剪切質量要求很高,對產品規格(帶鋼寬度尺寸及精度)要求也在不斷增加,這就要求剖分剪有著更好的工作性能和控制精度。因此現代化的剖分剪刀頭配備了伺服電機驅動的間隙重合量調整系統,能夠自動高效快速的調整剪刃間隙及重合量,既能保證剪切質量,又能調高機組的生產效率。通常剖分剪上下刀頭裝置安裝在固定的鋼制框架上,不能進行寬度方向上的調整,導致產品類型單一,限制了機組的生產性能。由于上下刀頭位置分體固定,上下剪刃相對位置無法后期調整,這就要求提高前期設備安裝精度,加大了安裝難度。由于結構設計空間的局限性,在帶鋼連續生產過程中,在剖分剪不投入使用的情況下,可能會由于機組張力不穩定造成設備與帶鋼下表面劃擦損傷。
改進后的剖分剪由于采用上下分體的刀頭驅動裝置,可實現更為靈活的剪切寬度調整,提高整個機組的綜合性能,從而滿足市場對帶鋼寬度變化范圍較大的需求。在剖分剪不投入使用情況下,可將剖分剪刀頭調整到離線位置,減少了對帶鋼表面質量的不利影響。
2 剖分剪基本結構
圓盤剖分剪基本結構由上導向驅動裝置1、下導向驅動裝置2、上刀頭間隙調整裝置3、上刀頭傳動裝置4、下刀頭重疊量調整裝置5、下刀頭傳動裝置6、氣動馬達快抬裝置7(見圖1)組成。上下ASC高精度刀頭裝置分別固定在鋼制移動框架內,移動框架在上下導向裝置上由各自交流齒輪電機通過滾珠絲杠進行位置調整,滾珠絲杠末端連接絕對值編碼器,可以對刀頭的位置進行連續監控,具有運動平穩、定位準確的特點。上刀頭配有伺服電機驅動的自動間隙調整裝置,間隙調整工作可靠性高,易于操作和維護。下刀頭配有伺服電機驅動的重疊量調整裝置,通過控制機械偏心結構運動軌跡,實現重疊量的設置。

圖1 圓盤剖分剪機構示意圖
3 基本結構分析及性能描述
3.1 兩側板帶剪切寬度調整裝置
剖分剪上下刀頭安裝分別安裝在可移動的鋼制焊接框架上,在帶鋼兩側剪切寬度確定后,移動框架在上下導向驅動裝置作用下,可以帶動上下刀頭裝置精準到達指定位置,定位精度要求控制在0.5mm以內,否則會影響后期刀頭間隙微調整。
剪切寬度調整裝置,如圖2所示,由交流齒輪電機1、聯軸器2、精密滾珠絲杠及螺母3、軸向受力軸承4、導向軌道5、滾動輪及滑塊6、側導輪7、絕對值編碼器8、上移動框架9、下移動框架10等組成。移動框架與滾珠絲杠的螺母螺栓連接在一起,上移動框架裝有四個滾動輪,通過滾動輪滾動沿著導向軌道移動,下移動框架裝有四個滑動塊,可以在線性導軌上移動。在剪切位置調整時,低速大扭矩的齒輪電機驅動滾珠絲杠來實現移動框架在水平方向的橫移。上移動框架配有四個側導輪,可以避免上移動框架移動過程中出現擺動的狀態,以保證運動的平穩。滾珠絲杠末端連有絕對值編碼器,通過數據反饋到計算機控制系統,可以實現移動框架位置的自動控制,對剪切位置可進行全程監控;同時,上移動框架兩側設置的測導輪可以避免框架移動過程中出現擺動的狀態,以保證運動的平穩;旋向螺距相同雙螺母通過帶疊形彈簧墊片的螺栓連接在一起,可以消除滾珠絲杠與雙螺母螺紋副兩側的空程間隙,從而保證移動框架的位置設置精度。

圖2 剪切寬度調整裝置
改進后的結構改變了原有剖分剪只能在中間位置等剖板帶的性能,可以根據不同的板帶剪切寬度要求,在最大與最小極限位置間自動控制移動框架的位置。與改進前相比,機組產能大大提高。
3.2 上刀頭剪刃間隙調整結構及參數關系
西馬克剖分剪采用的是圓刀片,為了確保剪切質量,間隙調整前刀片的軸向跳動及徑向跳動公差要控制在±0.02mm范圍內。軸向跳動量越小,剪口越平直,間隙設置精度越高。
剖分剪的下刀頭在水平方向上位置是固定不變的,間隙調整是通過調整上刀相對于下刀的水平方向的相對位置來實現。上刀頭的間隙調整機構如圖3,主要由伺服電機及內置編碼器1、齒輪箱2、減速齒輪副3、夾緊裝置4、刀軸5、螺紋導向套6、螺紋導向套7等組成。調整間隙時,伺服電機通過齒輪箱及小側隙的減速齒輪副,帶動刀軸在螺紋導向套內轉動;兩個螺紋導向套具有相同螺旋方向的梯形螺栓,螺距都為4mm。由于螺紋導向套與機架螺栓連接固定在一起,刀軸在旋轉時,刀軸上的導向螺栓使刀軸相對于螺紋導向套產生軸向相對位移;刀軸通過止推軸承帶動刀套沿著滑動套產生相應軸向移動位移,從而調整上下剪刃之間水平方向的間隙。兩個螺紋導向套通過帶疊形彈簧墊片的螺栓連接在一起,可以消除螺紋副兩側的空程間隙,保證伺服電機正反轉間隙設定的準確性。

圖3 上刀頭剪刃間隙調整結構
伺服電機轉動角度與間隙值是成比例的線性關系,參數關系如下:
導向梯形螺紋螺距:4mm
減速箱傳動比:91
減速齒輪副的傳動比:1.6
間隙調整裝置的總的傳動比:145.6
每0.01mm的間隙調整量對應伺服電機轉角:131.04°
3.3 下刀頭剪刃重合量調整結構及參數關系
剖分剪上剪刃在垂直方向上的工作位置固定,即垂直方向最低點位置,最低點工作位置與機組生產線水平標高齊平。重合量調整是通過改變下剪刃在垂直方向上的位置,實現上下剪刃在垂直方向上間距的調整。
下刀頭的重合量調整機構如圖4,主要由伺服電機1、齒輪箱2、銷軸3、偏心套4、機械連桿機構5、下刀架6等組成。調整重合量時,伺服電機通過齒輪箱,使偏心套相對銷軸軸線回轉一個角度,直接帶動機械連桿機構動作,從而使裝夾下刀頭的下刀架相對固定鉸接點回轉一個角度,也就是改變了下剪刃在垂直方向上的位置。

圖4 下刀頭剪刃重合量調整結構
重合量與伺服電機轉動角度不是成比例關系的線性關系,電機轉動角度與重合量調整量的關系為:
重合量0時標定編碼器零點位置,對應伺服電機轉角:0°。
重合量由0調整到最小重合量-1.291mm時,對應伺服電機轉角:-5°。
重合量由0調整到最大重合量+0.985mm時,對應伺服電機轉角:+4°。
3.4 剖分剪刀架及刀頭結構
圓盤剖分剪的上下兩個機架都是焊接鋼制結構,上下刀軸、導套、刀盤、重合度調整機構都裝在機架上,如圖5所示。
上下刀軸都為懸臂式結構,上下刀軸3&14上裝有兩套承受徑向力圓柱滾珠軸承5&7和一套承受軸向力的止推軸承6,刀軸套在刀軸及軸承外側,通過與端蓋16的螺栓連接和刀軸及內部軸承構成一個運動整體,是固定刀盤13的主要部件。通過調整刀軸套內端部鎖緊機械螺母15和外部端蓋的位置,保證刀軸套內部元件軸向間隙為0,間隙調整時刀軸套可以在刀軸及止推軸承的帶動下沿著滑動套8實現雙向軸向移動。由于軸向間隙為0,可以實現間隙調整的高精度控制。刀軸套局部外圈設計為輪齒結構,來自傳動裝置的驅動,經過兩個輪齒嚙合減速后,通過刀套輪齒帶動刀軸套旋轉。
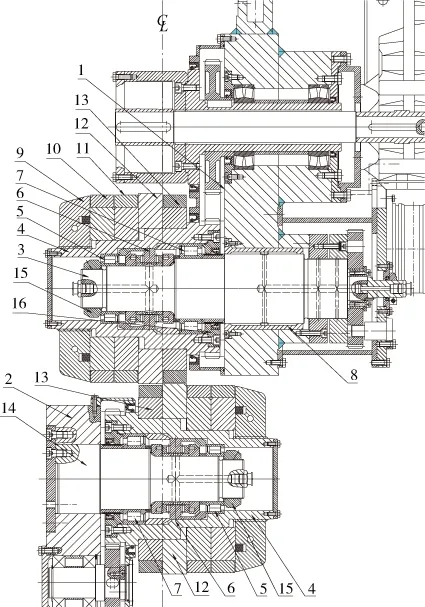
圖5 刀架及刀頭結構
刀頭由液壓鎖緊螺母9、橡膠襯環10&11&13、刀盤12組成。它利用液壓螺母鎖緊力將刀盤壓靠在刀軸套的軸肩上,從而實現刀盤與刀軸套的同步旋轉。拆裝刀盤時,只需松開鎖緊螺母,便可拆裝和更換橡膠襯環、刀盤等,操作方便快捷,時間短、效率高[2]。
橡膠襯環分為內環與外環,內橡膠襯環套在刀軸套軸肩根部,起到軸向定位上剪刃,同時壓緊和穩定帶鋼的作用。外橡膠襯環套裝在刀軸套上剪刃的外側,起到支撐帶鋼剪切邊部、防止外側剪刃劃傷帶鋼表面、提高剪切質量的作用。出于優化使用性能的角度,要合理選擇上、下橡膠襯環的直徑[3],其選擇的關鍵點在于,刀盤內襯膠環直徑要大于刀盤直徑,寬度要小于刀盤寬度,增大襯膠環對帶鋼剪切的穩定作用的同時,可以避免大壓緊力下外側剪刃劃傷帶鋼表面。外襯膠環的直徑要小于刀盤直徑,支撐帶鋼的同時防止帶鋼邊部起鼓彎折,從而提高邊部剪切質量。
4 結構及操作模式的改進及效果
針對精整線剪切區域剖分剪剪切寬度的局限性及上述現有設備在生產中存在的問題,在保持原有刀頭設計的前提下,本實用新型提供帶有上下導向驅動調整裝置的改進剖分剪結構。通過上下分體導向驅動橫移裝置的應用,可改變原有設備剪切位置固定的特點,最大程度滿足客戶對產品寬度變化范圍的要求。同時,通過優化操作模式,在剖分剪離線模式下可避免設備對帶鋼下表面帶來的劃傷,減少讓步材或廢品的產生,從而增加產品成材率。由于實現了剪切位置動態調節性能,也可以減少前期現場設備安裝難度。
4.1 完善上刀頭提升驅動裝置
剖分剪中上刀頭的空間上下位置調整是通過氣動馬達驅動實現的。上刀頭的離線位置是最上面的極限位置,剖分剪投入使用前,氣動馬達驅動蝸輪蝸桿減速裝置使上刀頭向下運動,直至到達指定工作位置,即上剪刃最低點與生產線重合。在剪切時,當板帶厚度臨近極限值或板型有波浪時,上刀頭會向上有個微小的位置移動,這是由于氣體壓縮變形引起的,因此采用液壓馬達代替氣動馬達驅動的方案。這個改進方案無需改變刀頭的主體設計,又能保證設備的使用性能。
4.2 增設上下導向驅動調整裝置
當客戶對機組產能要求大幅提高時,單純通過完善設備功能,提高換刀效率已經不能滿足要求,只能通過增設上下導向驅動裝置來實現。雖然這種措施大幅增加了加工制造成本,卻是解決產能問題最有效的方法。想要在固定框架上添設驅動導向裝置就必須面對兩個難點:移動框架空間緊湊及如何保證定位精度及平穩性。
上下刀頭裝置及馬達快抬裝置固定在上下移動框架內,移動框架的結構尺寸既要保證原有刀頭裝置的安裝尺寸,尺寸又不能太大,否則機構受力狀態下容易產生扭曲變形,導致框架移動過程中跑偏。
在剪切位置調整時,低速大扭矩的齒輪電機驅動滾珠絲杠來實現移動框架在水平方向的橫移。上移動框架配有四個側導輪,可以避免上移動框架移動過程中出現擺動的狀態,以保證運動的平穩。滾珠絲杠末端連有絕對值編碼器,通過數據反饋到計算機控制系統,可以實現移動框架位置的自動控制,對剪切位置可進行全程監控;同時,上移動框架兩側設置的測導輪可以避免框架移動過程中出現擺動的狀態,以保證運動的平穩;旋向螺距相同雙螺母通過帶疊形彈簧墊片的螺栓連接在一起,可以消除滾珠絲杠與雙螺母螺紋副兩側的空程間隙,從而保證移動框架的位置設置精度。
4.3 優化剖分剪的操作模式
在原始剖分剪結構設計中,由于刀頭結構設計的空間限制,下刀頭最低調整位置距離帶鋼下表面距離只有25mm。在剖分剪不投入使用的操作模式下,如果帶鋼張力不穩定或帶鋼板型不好,下刀頭會在板帶下表面產生劃傷等缺陷[4]。
設計改進后,在機組無剖分要求的工況下,剖分剪可以設置為離線模式。離線模式下,上刀頭抬起,下刀頭落下。隨后,齒輪電機驅動滾珠絲杠,將移動框架移動至離線位置。離線位置的刀頭不會對帶鋼表面質量產生不利影響,同時減少了對刀片的磨損。
5 結論
系統地敘述了精整線剖分剪結構設計思路,滿足了先進、高效、節能要求的的機械結構設計。根據精整線原有剖分剪使用性能受限的問題,通過改進機械設計及增設輔助設備等方式,提出了解決問題的措施。改進后的剖分剪,保持了原有設計的剪切質量,增加了刀片使用壽命,減少了產品的廢品率。該結構設計帶來的經濟效益是十分可觀的,不僅適應了產品需求的變化,同時大幅度的提高了機組的生產效率,為生產企業的升級改造提供一種新思路,對鋼鐵工業的技術進步有積極促進作用。
