連鑄機電磁攪拌系統(tǒng)的應(yīng)用實踐
2019-12-13 03:44:40何勇力姜國慶張國勝周澤榮李國敏
冶金設(shè)備 2019年5期
何勇力 姜國慶 張國勝 周澤榮 李國敏
(1:昆明鋼鐵公司煉鋼廠 云南昆明 650302;2:昆明工業(yè)職業(yè)技術(shù)學(xué)院 云南昆明 650302)
1 前言
昆鋼煉鋼廠9#連鑄機為1機1流1600mm直弧形板坯連鑄機,主要生產(chǎn)普碳鋼及品種鋼,弧形半徑為8m,鑄坯斷面寬度為900mm~1600mm,厚度為200mm、230mm。在生產(chǎn)過程中長期存在內(nèi)裂、中心偏析、中心縮孔、氣泡、分層等質(zhì)量問題,雖經(jīng)過各種努力,但鑄坯質(zhì)量問題一直得不到很好的解決, 針對9#板坯連鑄機在生產(chǎn)中存在的問題,煉鋼廠成立攻關(guān)小組,以提高鑄坯質(zhì)量為目標(biāo),除對結(jié)晶器振動裝置改造外,還對加裝電磁攪拌設(shè)備入手進行研究,從而提高9#板坯連鑄機的生產(chǎn)效率和鑄坯質(zhì)量。
2 電磁攪拌系統(tǒng)
2.1 安裝位置
基于現(xiàn)代電磁攪拌冶金理論的“熱模型理論”及“機械模型理論”,電磁攪拌的最佳起始位置為鑄坯未凝固率50%~60%處(1段~2段位置),在此進行有效攪拌可以得到大范圍的等軸晶區(qū),對消除內(nèi)部裂紋非常有效同時為有效改善中心偏析提供了必要的前提條件。而要改善中心偏析則最佳安裝位置在未凝固率35%左右[1]。結(jié)合9#板坯連鑄機存在的質(zhì)量缺陷,電磁攪拌輥的輥位設(shè)計應(yīng)以扇形段第1、2、3段為重點考慮,擴大考慮區(qū)域有利于不同鋼種、不同拉速情況下的輥位選擇,同時也滿足將來開發(fā)質(zhì)量要求更高的鋼種時對設(shè)備的可適應(yīng)性,在經(jīng)過現(xiàn)場綜合考慮論證后得出,扇形段2段安裝維護相對1段較為方便,電磁攪拌輥安裝在2段的冶金效果完全滿足要求。
2.2 扇形段2段改造
根據(jù)現(xiàn)場安裝要求,將扇形段2段內(nèi)外弧1#、7#自由輥由2對電磁攪拌輥替代,電磁攪拌輥規(guī)格為:Φ240×1680,由于輥徑不同及受到段位安裝的限制,1段與2段之間最小間隙約5mm,為確保段位的順利吊裝,需將電磁攪拌輥軸承座改為偏心結(jié)構(gòu)。由于電磁攪拌輥中間無軸承座,需將段位底座上中間兩個軸承座底座進行密封,防止冷卻水和潤滑油泄露。段位的吊耳位置與電磁攪拌輥接線盒相干涉,需將吊耳位置移動。安裝電磁攪拌輥時不與其他輥子一起對弧,在原弧形尺寸的基礎(chǔ)上降低1~2mm。電磁攪拌輥安裝段位示意圖見圖1。

圖1 電磁攪拌輥安裝段位示意圖
2.3 電磁攪拌參數(shù)
電磁攪拌器的作用是借助在鑄坯液相穴中感生的電磁推力促使鑄坯中的鋼液進行運動,從而改變鑄坯內(nèi)部質(zhì)量的。電磁推力主要由激磁頻率和電流強度決定,不同鋼種、不同坯型產(chǎn)生相同的流動強度需要不同的電磁推力[2]。
2.3.1 最佳頻率
板坯二冷區(qū)電磁攪拌中電磁推力隨頻率的變化也不是單調(diào)的,而是有個最大值,相應(yīng)有個最佳頻率,最佳頻率的位置與板坯厚度、鋼水電導(dǎo)率、液芯大小(與拉速有關(guān))、攪拌器參數(shù)(極距、滑差)等有關(guān)。選取最佳頻率的實際意義在于:一是根據(jù)理論計算所得的最佳頻率的位置,就比較容易確定使用頻率f,二是合理選擇使用頻率使電磁力達到盡可能大,有利于減小電流強度,降低功率消耗[2]。
在特定情況下對電磁攪拌輥進行實際測試中心電磁推力可得到頻率變化與中心電磁推力變化的關(guān)系,見圖2。特定情況是指:①電磁攪拌輥型號:DJST-16024SGZ/2F;②輥間距:230mm,表示鑄坯厚度為230mm;③給定電流:400A。
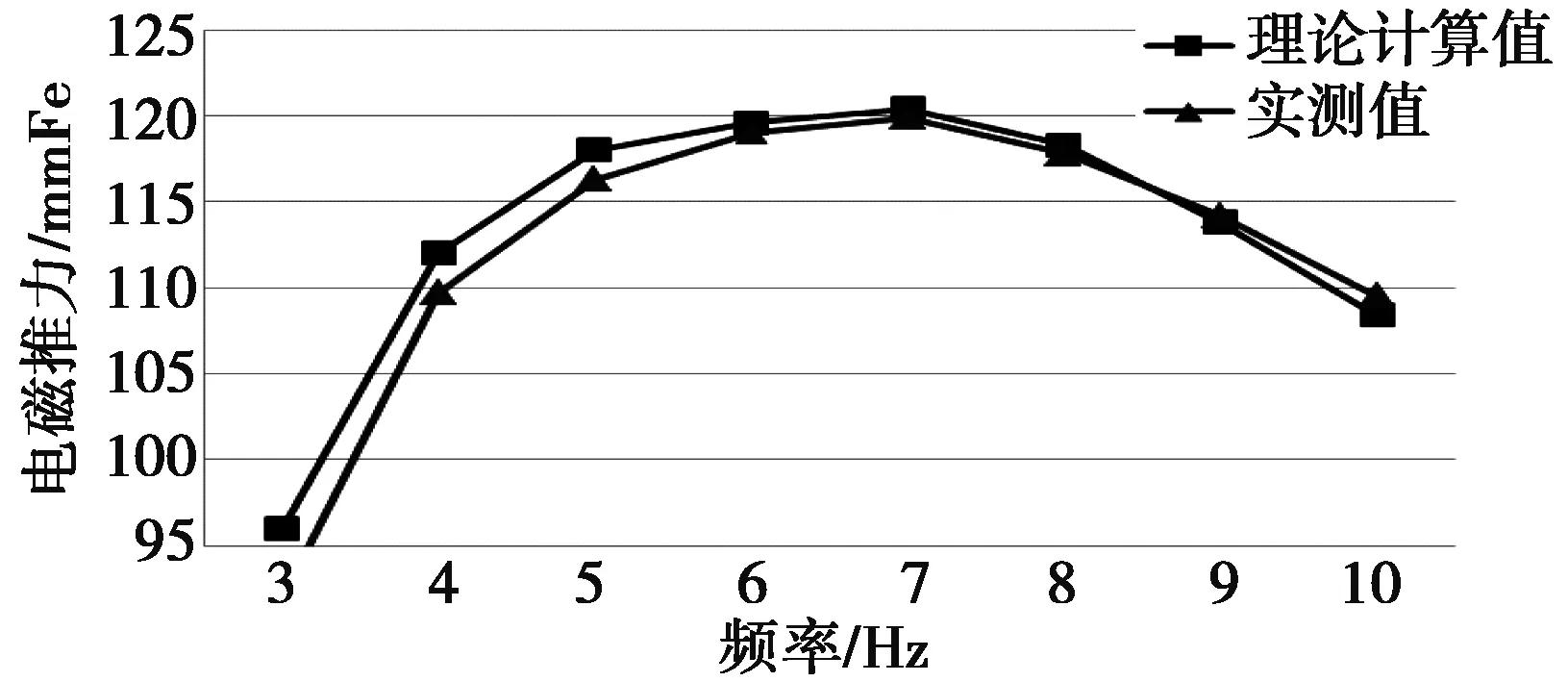
圖2 在400A電流下頻率變化所產(chǎn)生的中心電磁推力曲線圖
從實測數(shù)據(jù)曲線可以看出,在230mm厚板坯連鑄生產(chǎn)中使用頻率在6-8Hz范圍內(nèi),電磁推力可以保持一個較穩(wěn)定的數(shù)值。實際應(yīng)用中,可以取7Hz為最佳頻率。
2.3.2 使用電流
最佳頻率選擇為7Hz后,電流的選擇決定了產(chǎn)生電磁推力的大小,通過對不同電流情況下測試電磁攪拌輥可得到中心電磁推力的變化情況,見圖3。
由圖3可以看到,隨著電流的增加,電磁推力是逐漸增大的,在實際應(yīng)用中可以取400A為最佳電流。根據(jù)上述理論,9#機二冷區(qū)高推力輥式電磁攪拌參數(shù)采用電流400A、頻率7Hz分別在所生產(chǎn)的鋼種中進行應(yīng)用。
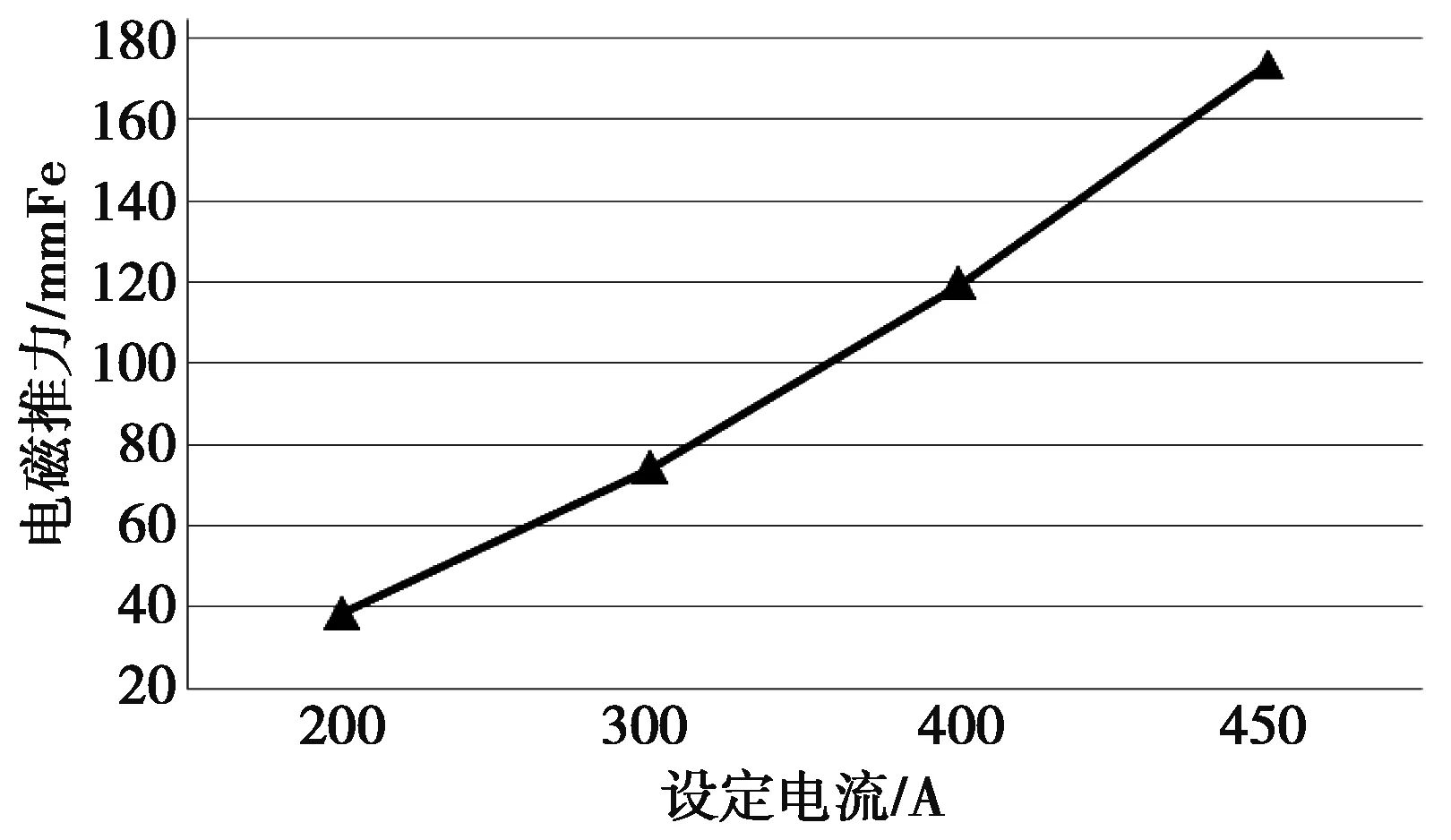
圖3 在7Hz頻率下電流變化所產(chǎn)生的中心電磁推力曲線圖
2.4 電磁攪拌參數(shù)的影響及優(yōu)化
為深入研究電磁攪拌參數(shù)對連鑄冶金效果的影響,通過改變電磁攪拌參數(shù)觀察冶金效果的變化情況,以此在良好冶金效果的情況下獲得最佳參數(shù)。實驗中以碳素結(jié)構(gòu)鋼Q235B為對象,分別進行兩組實驗,第一次采用電流354A、頻率7.2Hz,低倍分析中心偏析有所改善,中心等軸晶粒及低倍情況見表1。

表1 SEMS低倍報告
第二次采用電流380A、頻率采用5、6、7、8、9Hz,根據(jù)統(tǒng)計報表顯示,頻率在6-8Hz時鑄坯等軸晶率相對較高,中心偏析較以前有很大改善,在以后的使用過程中頻率選為7Hz,電流380A,同時適當(dāng)降低過熱度進行澆鑄,等軸晶率得到提高,并按此參數(shù)擴大到其他鋼種進行澆鑄,從低倍報告上得出等軸晶率平均在15%,中心偏析B類為15%,C類達到70%,中心偏析比未使用SEMS有明顯改善,根據(jù)鑄坯的冶金效果,決定對電磁攪拌參數(shù)進行優(yōu)化,采用電流380A,頻率7Hz。
3 應(yīng)用效果
3.1 等軸晶率
等軸晶率的定義為鑄坯厚度方向等軸晶線寬度和鑄坯斷面厚度之比。提高等軸晶率對促進凝固成分的均質(zhì)化,防止晶界搭橋,減輕鑄坯中心偏析、中心裂紋以及縮孔疏松等內(nèi)部缺陷都有良好的作用[3]。
9#機澆鑄的鋼種主要為St12、Q235B、Q345B三鋼種,鋼水澆注的過熱度在基本15~40℃范圍內(nèi)。從12月份后,對初期二次使用電磁攪拌的結(jié)果分析,確定出最佳電磁攪拌使用參數(shù),電流380A,頻率7Hz,鋼水過熱度10~30%,按此調(diào)整后,澆鑄出的鑄坯經(jīng)低倍檢驗等軸晶率增加,平均可達30~40%。
3.2 中心偏析
中心偏析會損害產(chǎn)品性能,嚴(yán)重時會造成心部開裂或中心線裂紋,在生產(chǎn)中應(yīng)降低中心偏析,使用電磁攪拌后,中心偏析得到明顯改善,見表2、圖4、圖5。

表2 使用SEMS后中心偏析變化情況
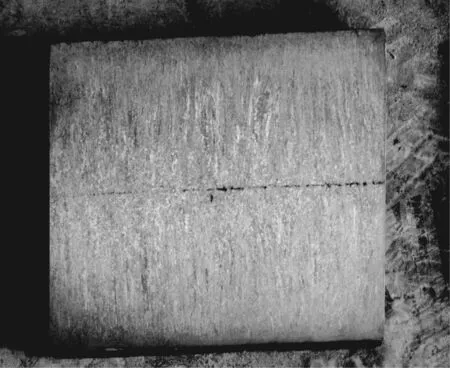
圖4 上電磁攪拌前的中心偏析

圖5 上電磁攪拌后的中心偏析
3.3 鑄坯合格率
根據(jù)統(tǒng)計的鑄坯檢驗數(shù)據(jù)顯示,9#機從開始使用電磁攪拌工藝后,生產(chǎn)的鑄坯質(zhì)量得到改善,裂紋坯的數(shù)量由1.19%降低到0.71%,降低了0.48%,鑄坯一次檢驗合格率明顯提高。
3.4 熱軋板缺陷
根據(jù)熱扎提供的數(shù)據(jù)顯示,從2013年9月29日9#機新增加電磁攪拌工藝后,澆成的板坯在軋鋼工序出現(xiàn)裂紋、氣泡、分層等缺陷卷的數(shù)量明顯減少,熱軋卷不合格率由改造前2.76%降低至2.05%。
4 結(jié)論
1)對不同鋼種不同斷面對SEMS工藝參數(shù)進行合理的優(yōu)化,使板坯連鑄取得良好冶金效果,為煉鋼廠品種鋼開發(fā)提供基礎(chǔ)條件;
2)電磁攪拌系統(tǒng)采用后,鑄坯等軸晶率增加,有效地減少中心偏析、中心裂紋等鑄坯缺陷,鑄坯一次檢驗合格率提高了0.48%;減少了熱軋缺陷板,由2.76%降低至2.06%,降低0.70%;
3)二冷區(qū)輥式高推力輥式電磁攪拌系統(tǒng)采用后,以鑄機年產(chǎn)鋼量62萬噸/年計算,年增效益約127萬余元/(根據(jù)坯料及廢鋼差價計算)。
