高氮鋼復(fù)合焊接接頭氮含量和氣孔控制方法研究
2019-12-23 02:50:40崔博張宏劉雙宇劉鳳德
兵工學(xué)報(bào) 2019年11期
關(guān)鍵詞:焊縫
崔博, 張宏, 劉雙宇,3, 劉鳳德,4
(1.長(zhǎng)春理工大學(xué) 機(jī)電工程學(xué)院, 吉林 長(zhǎng)春 130022;2.北華大學(xué) 土木與交通學(xué)院, 吉林 吉林 132013;3.長(zhǎng)春理工大學(xué) 國際科技合作基地(光學(xué)), 吉林 長(zhǎng)春 130022;4.長(zhǎng)春理工大學(xué) 跨尺度微納制造教育部重點(diǎn)實(shí)驗(yàn)室, 吉林 長(zhǎng)春 130022)
0 引言
高氮奧氏體不銹鋼(簡(jiǎn)稱高氮鋼),氮的質(zhì)量分?jǐn)?shù)一般超過0.4%,主要利用氮元素部分或者完全替代鎳元素以實(shí)現(xiàn)奧氏體化,因其具有良好的力學(xué)性能和耐蝕性而受到廣泛關(guān)注,已在航空、武器裝備、醫(yī)療和低溫工業(yè)等領(lǐng)域得到了廣泛的應(yīng)用[1-3]。
高氮鋼作為結(jié)構(gòu)材料,其可焊接性關(guān)系到高氮鋼的廣泛應(yīng)用與推廣。在常壓環(huán)境下對(duì)高氮鋼進(jìn)行熔焊時(shí),氮極易逸出并在熔池中形成N2泡,由于熔池凝固時(shí)間較短,氣泡不能及時(shí)從熔池中逸出,最終在焊縫中形成N2孔。N2孔的形成也使得固溶氮元素含量降低,造成接頭性能下降。因此,如何采取有效措施抑制高氮鋼焊接接頭氣孔和氮損失,已成為當(dāng)前各國學(xué)者研究的主要問題之一[4-7]。
杜挽生等[8]采用熔化極氣體保護(hù)焊對(duì)氮含量為0.56% 的高氮鋼進(jìn)行焊接,焊接接頭抗拉強(qiáng)度與母材相當(dāng),但是韌性下降嚴(yán)重。Mohammed等[9]采用手工電弧焊和鎢極氣體保護(hù)電弧焊對(duì)氮含量為0.54%的高氮鋼進(jìn)行焊接,焊接接頭的抗拉強(qiáng)度僅為母材強(qiáng)度的53%。研究發(fā)現(xiàn),焊縫區(qū)粗大的樹枝晶和氣孔是焊縫性能下降的主要因素。Iamboliev等[10]、Zhao等[11]采用激光焊接技術(shù),研究了焊接熱輸入、保護(hù)氣體成分等對(duì)高氮鋼焊縫的微觀組織、氣孔以及力學(xué)性能影響規(guī)律。研究發(fā)現(xiàn),高氮鋼焊縫的氣孔性規(guī)律與焊接熱輸入、熔池存在時(shí)間、保護(hù)氣體中氮的分壓等有著密切關(guān)系。王力峰等[12]采用激光- 電弧復(fù)合焊接方法對(duì)8 mm厚的高氮鋼進(jìn)行焊接,分別研究了電弧能量、激光能量和機(jī)械振動(dòng)頻率對(duì)氣孔缺陷的影響。
激光- 電弧復(fù)合焊接技術(shù)以具有焊接熔深大、橋接性能好、焊接速度高等優(yōu)點(diǎn)而受廣泛關(guān)注,目前已在汽車、船舶、石油管道等領(lǐng)域得到廣泛應(yīng)用[13-16]。而關(guān)于高氮鋼激光- 電弧復(fù)合焊接的研究卻鮮有報(bào)道,尤其是在焊接氣孔和氮損失問題上依然沒有得到有效解決。
本文采用激光- 電弧復(fù)合焊接技術(shù)對(duì)高氮鋼進(jìn)行焊接,通過控制保護(hù)氣體和焊絲成分及焊接過程中施加超聲振動(dòng)的方法來抑制焊接氣孔和氮損失,旨在為控制高氮鋼焊接氣孔和氮含量提供理論依據(jù)。
1 試驗(yàn)方法
試驗(yàn)分為3個(gè)部分:1)采用不同保護(hù)氣體對(duì)高氮鋼進(jìn)行復(fù)合焊接,研究不同保護(hù)氣體成分對(duì)焊縫氮含量和氣孔率的影響;2)采用不同焊絲對(duì)高氮鋼進(jìn)行復(fù)合焊接,研究不同焊絲成分對(duì)焊縫氮含量和氣孔率的影響;3)對(duì)高氮鋼進(jìn)行超聲振動(dòng)輔助復(fù)合焊接,研究不同超聲功率對(duì)焊縫氮含量和氣孔率的影響。
試驗(yàn)采用德國TRUMPF公司產(chǎn)HL4006D型Nd: YAG激光器和日本松下YD-350AG2HGE型MIG/MAG焊機(jī)組成的旁軸復(fù)合焊接系統(tǒng)。采用電弧在前、激光在后的焊接方式進(jìn)行焊接,激光垂直入射,與焊槍夾角為25°. 采用CMOS-CR5000×2高速攝像機(jī)采集焊接過程中熔滴過渡模式,采樣頻率為3 000 幀/s,并用漢諾威電弧質(zhì)量分析儀記錄焊接過程中的電信號(hào)。試驗(yàn)裝置連接形式如圖1所示。

圖1 試驗(yàn)裝置示意圖Fig.1 Schematic diagram of experimental setup
當(dāng)對(duì)高氮鋼進(jìn)行超聲輔助復(fù)合焊接時(shí),試驗(yàn)裝置如圖2所示。超聲波發(fā)生器最大輸出功率為1 000 W,工作頻率為20 kHz. 焊接過程中,工件固定在水平數(shù)控工作臺(tái)上,復(fù)合焊接系統(tǒng)和振動(dòng)工具頭位置相對(duì)固定,工件隨數(shù)控工作臺(tái)移動(dòng)。振動(dòng)工具頭放置于工件下方,并沿工作臺(tái)運(yùn)動(dòng)方向后置于激光焦點(diǎn)5 mm處。
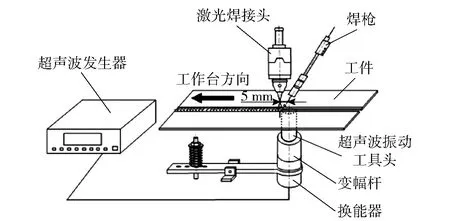
圖2 超聲輔助復(fù)合焊接裝置示意圖Fig.2 Schematic diagram of ultrasonic assisted hybrid welding device
材料尺寸為8 mm×400 mm×100 mm,對(duì)接端面開30°Y型坡口,鈍邊為3 mm,對(duì)接間隙為0.4 mm. 填充材料為直徑1.2 mm的不銹鋼焊絲,母材及焊絲的主要化學(xué)成分見表1. 電弧保護(hù)氣體成分如表2所示,氣體總流量為17 L/min. 試驗(yàn)的主要焊接工藝參數(shù)如表3所示。
采用X射線探傷方法檢測(cè)焊縫中氣孔,利用數(shù)值分析軟件Matlab計(jì)算氣孔直徑,采用金相方法確定焊縫橫截面積,進(jìn)而計(jì)算出氣孔總體積與焊縫總體積的比值,即焊縫氣孔率。采用TC500型氮氧分析儀測(cè)量焊縫氮含量,分析精度為0.1×10-6.
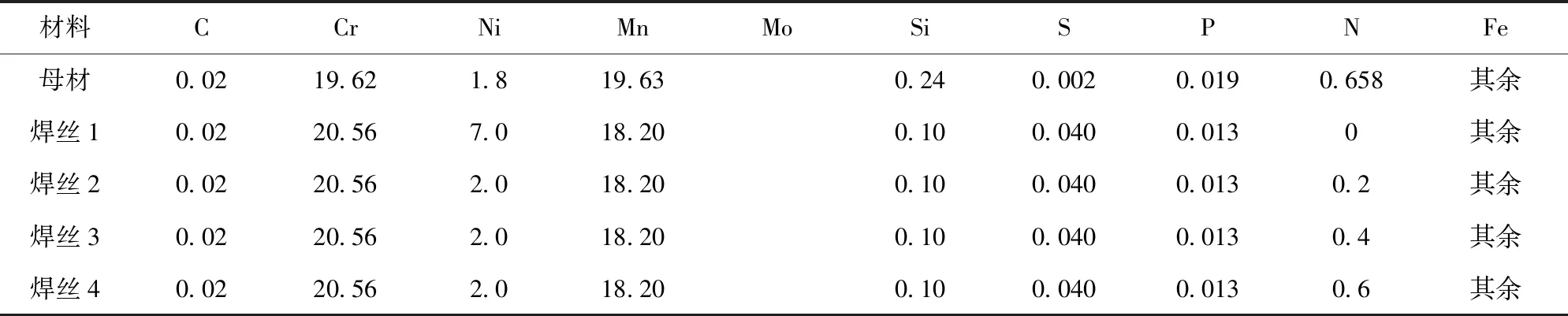
表1 母材及焊絲的主要化學(xué)成分(質(zhì)量分?jǐn)?shù))
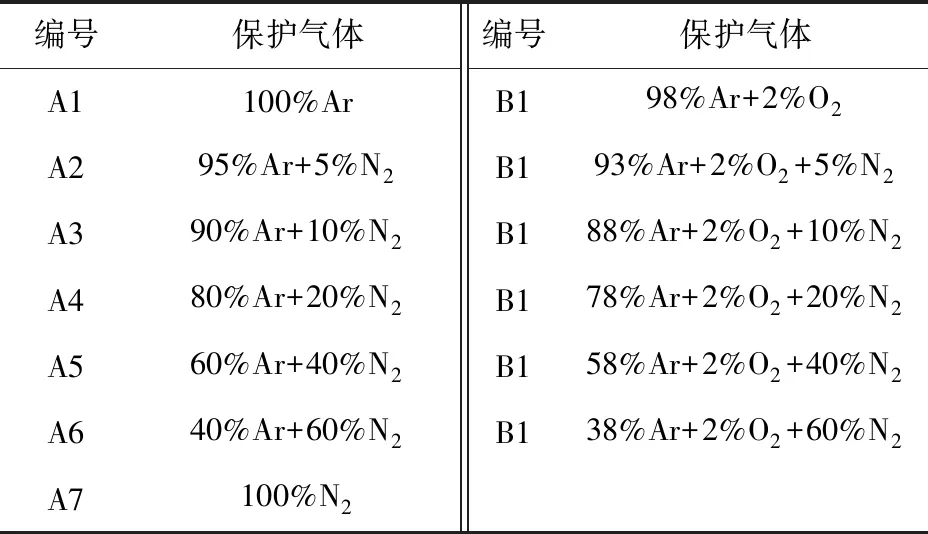
表2 保護(hù)氣體成分
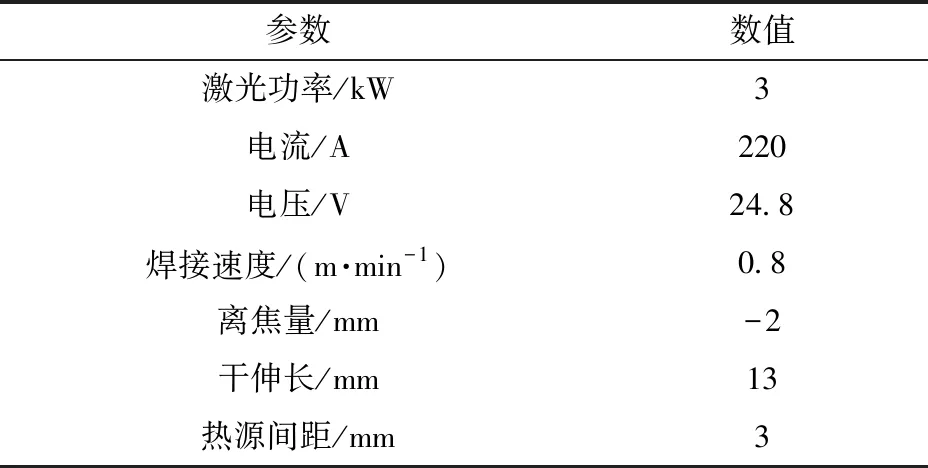
表3 焊接參數(shù)
2 試驗(yàn)結(jié)果與分析
2.1 保護(hù)氣體成分控制
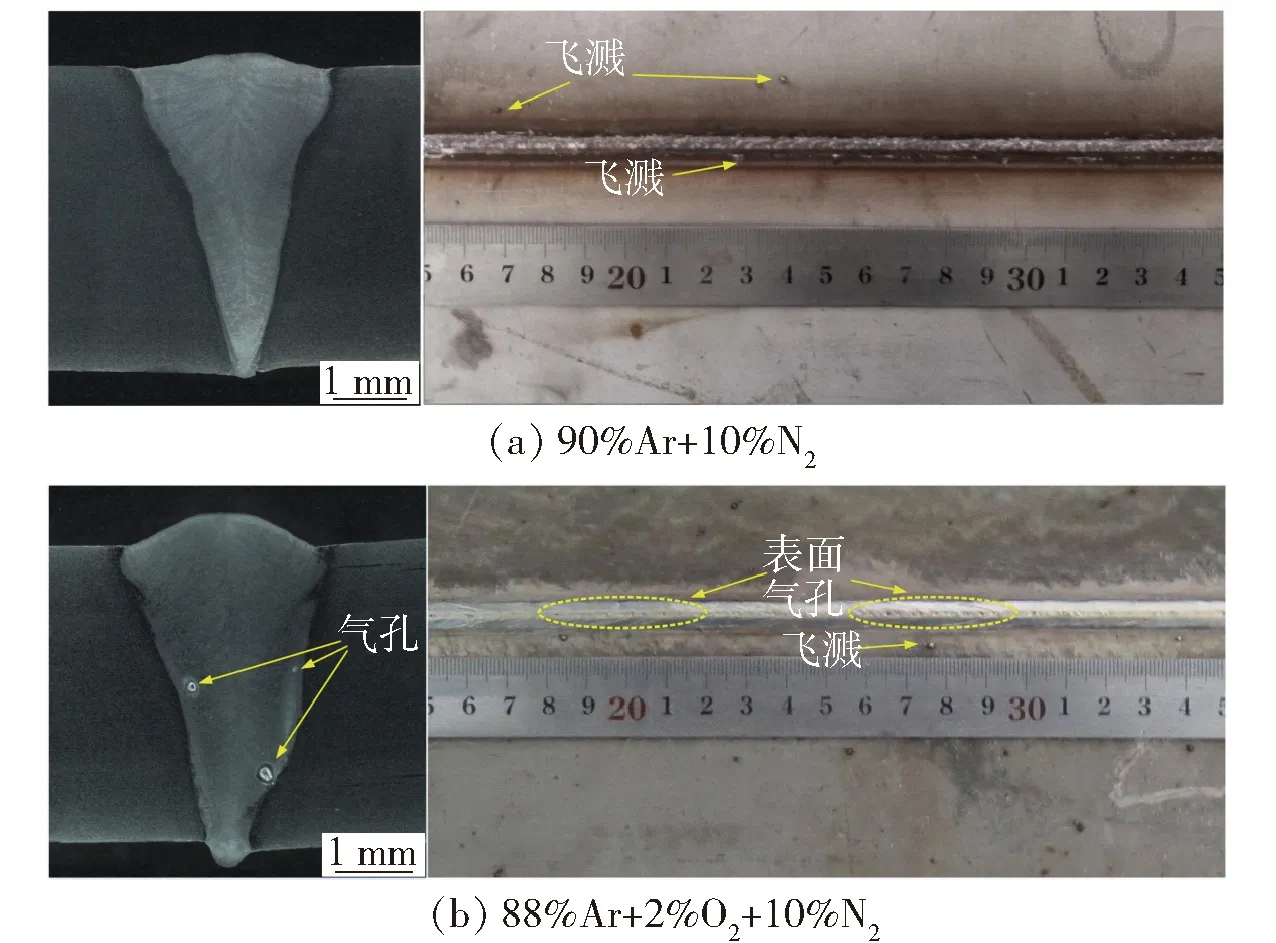
圖3 典型焊縫形貌(左為焊縫橫截面,右為焊縫表面)Fig.3 Typical welded joint morphology (left: cross section of welded point; right: welded point surface)
文獻(xiàn)[17]指出保護(hù)氣體中添加少量O2有助于提高焊縫中氮含量,因此試驗(yàn)采用表1中焊絲1作為焊接填充材料,依次采用表2中保護(hù)氣體對(duì)高氮鋼進(jìn)行焊接試驗(yàn),研究不同保護(hù)氣體成分對(duì)高氮鋼焊接接頭氣孔率和氮含量的影響。圖3為不同保護(hù)氣體下典型焊縫形貌圖。
2.1.1 保護(hù)氣體成分對(duì)氮含量的影響
圖4為不同保護(hù)氣體對(duì)焊縫氮含量的影響。從圖4中可以看到:當(dāng)100%Ar作為保護(hù)氣體時(shí),焊縫氮含量最低,僅為0.39%;當(dāng)向氬氣中添加N2時(shí),焊縫氮含量明顯增多,且隨著保護(hù)氣體中N2比例的增大而增多。
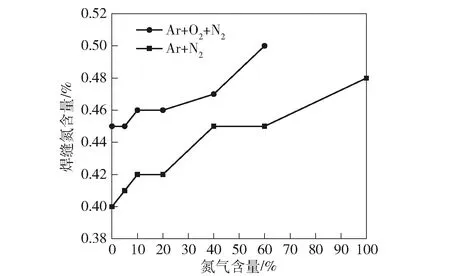
圖4 保護(hù)氣體對(duì)焊縫氮含量的影響Fig.4 Effect of shielding gas on nitrogen content in welded joint
熱源空間和熔池之間氮的流向取決于兩區(qū)域之間的氮活度差,氮粒子易朝著氮活度較低的區(qū)域流動(dòng)[18]。當(dāng)保護(hù)氣體為100%Ar時(shí),熱源區(qū)域的氮活度幾乎為0,遠(yuǎn)低于熔池中的氮活度。因此,熔池中的氮粒子通過兩相界面遷移到熱源區(qū)域,導(dǎo)致焊縫發(fā)生嚴(yán)重的氮損失。隨著保護(hù)氣體中N2比例的增大,熱源區(qū)域的氮活度增大,促使了熱源區(qū)域中的氮粒子向熔池中擴(kuò)散,從而在一定程度上抑制了焊縫中的氮損失。
從圖4中也可以看出,當(dāng)采用Ar+O2+N2作為保護(hù)氣體時(shí),焊縫氮含量同樣隨著保護(hù)氣體中N2比例的增大而增大,且整體高于Ar+N2混合氣體下的焊縫氮含量。從(1)式中可以看出,O2與N2在熱源的作用下生成NO. 文獻(xiàn)[17]指出向含氮的保護(hù)氣體中添加少量氧化性氣體可以生成一氧化氮,這是焊縫中氮含量增加的主要原因。從(1)式和(2)式中也可以看出,O2最終將N2轉(zhuǎn)化為N,這有助于提高焊縫中的氮含量。
(1)
NO+[Fe]→[FeO]+[N].
(2)
2.1.2 保護(hù)氣體成分對(duì)氣孔率的影響
圖5為不同保護(hù)氣體對(duì)焊縫氣孔率的影響。從圖5中可以看到:當(dāng)保護(hù)氣體為Ar+N2時(shí),隨著N2比例的增大,氣孔率呈先降低、后升高的趨勢(shì);保護(hù)氣體為90%Ar+10%N2時(shí),焊縫氣孔率最低,僅為0.25%. 這主要是因?yàn)槿鄢刂写嬖谝韵缕胶夥磻?yīng):
N2?2[N].
(3)
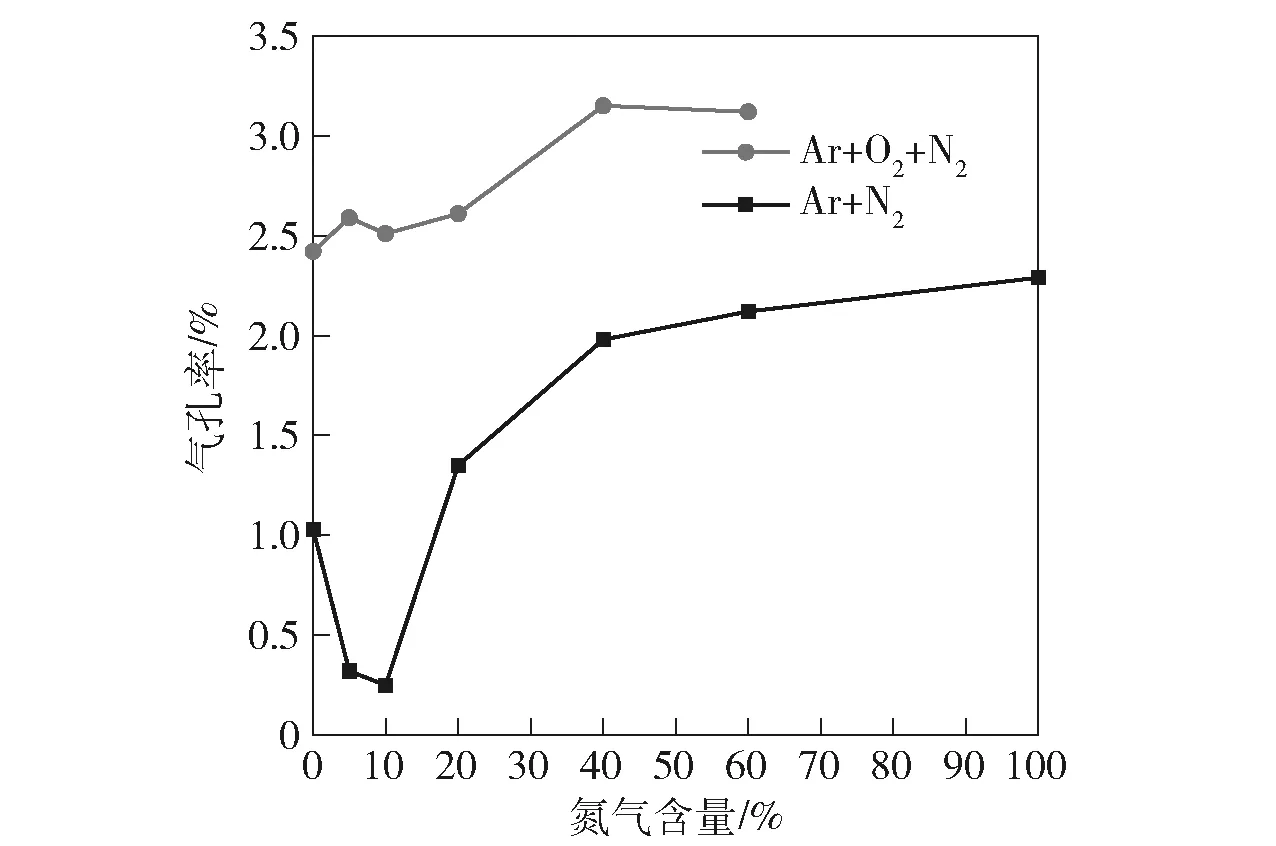
圖5 保護(hù)氣體對(duì)氣孔率的影響Fig.5 Effect of shielding gas on porosity
由于保護(hù)氣氛中氮分壓逐漸增大,抑制了熔池中氮向N2轉(zhuǎn)變,從而有效地降低了N2泡的產(chǎn)生傾向。當(dāng)保護(hù)氣體中N2比例達(dá)到一定程度時(shí),過大的氮分壓促進(jìn)了保護(hù)氣體中的氮粒子向熔池中過渡,使得熔池中的氮處于過飽和狀態(tài),從而促進(jìn)了熔池中N2泡的生成。
從圖5中也可以看到,與Ar+N2混合氣相比,Ar+N2+O2保護(hù)下的焊縫氣孔率明顯升高,但隨著N2比例的增大,氣孔率變化規(guī)律并不明顯。從2.1.1節(jié)中可知,保護(hù)氣體中添加少量O2使得焊縫中氮含量明顯升高,從而促進(jìn)了熔池中氮向N2泡的轉(zhuǎn)變。此時(shí)熔池中的氮含量遠(yuǎn)遠(yuǎn)超過鋼液中氮的溶解度,導(dǎo)致熔池中會(huì)生成大量的細(xì)小氣泡。當(dāng)熔池中的氣泡數(shù)量過多時(shí)會(huì)發(fā)生匯聚、合并和上浮等現(xiàn)象,這使得生成氣孔的不確定因素增多,因此焊縫氣孔率變化規(guī)律不明顯。同時(shí)O2也使得熔池表面marangoni對(duì)流模式發(fā)生改變[19-20]。一般情況下熔池中的活性組元含量較低,熔池的表面張力梯度為負(fù)值,熔融金屬由熔池內(nèi)部向熔池邊緣流動(dòng),形成外向marangoni對(duì)流模式,如圖6(a)所示,這有利于加快氣泡從熔池中上浮。當(dāng)保護(hù)氣體中添加2%的O2后,表面張力梯度由負(fù)變正,熔融金屬由熔池邊緣向內(nèi)部流動(dòng),形成內(nèi)向marangoni對(duì)流模式,阻礙了氣泡在熔池中上浮,進(jìn)而滯留于熔池中形成氣孔。
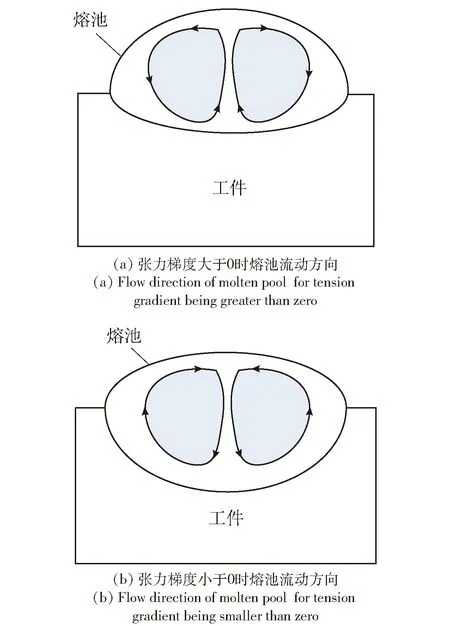
圖6 不同表面張力系數(shù)的熔池流動(dòng)Fig.6 Flow of molten pools with different surface tension coefficients
2.2 焊絲成分控制
試驗(yàn)采用純Ar作為保護(hù)氣體,依次選用表1中焊絲對(duì)高氮鋼進(jìn)行焊接試驗(yàn),研究不同焊絲成分對(duì)高氮鋼焊接接頭氣孔率和氮含量的影響。圖7為不同焊絲成分下典型焊縫形貌圖。
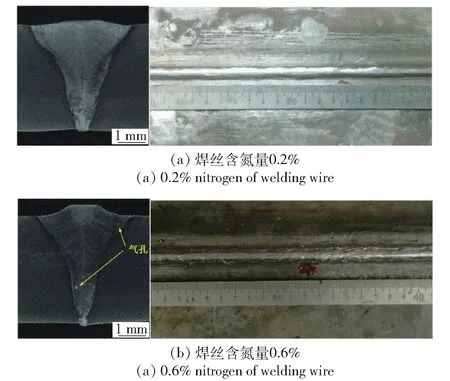
圖7 典型焊縫形貌(左為焊縫橫截面,右為焊縫表面)Fig.7 Typical welded joint morphology (left: cross section of welded point; right: welded point surface)
2.2.1 焊絲成分對(duì)氮含量的影響
圖8為不同焊絲成分對(duì)焊縫氮含量的影響。由圖8可知,隨著焊絲中氮含量的增加,焊縫氮含量呈先升高、后降低趨勢(shì)。當(dāng)焊絲氮含量較低時(shí),熔滴過渡模式以射流過渡為主,電壓和電流平穩(wěn),如圖9和圖10所示;而焊絲中氮含量為0.6%時(shí),焊接過程中發(fā)生爆炸過渡,電壓和電流波動(dòng)較大,如圖11和圖12所示。由于焊絲氮含量過高,熔滴中的氮元素處于過飽合狀態(tài),在熔滴內(nèi)部形成N2,在復(fù)合熱源作用下,氣體體積膨脹而產(chǎn)生內(nèi)壓力使得熔滴爆破。這使得焊絲中的氮元素在焊接過程中以N2的形式而損失掉。
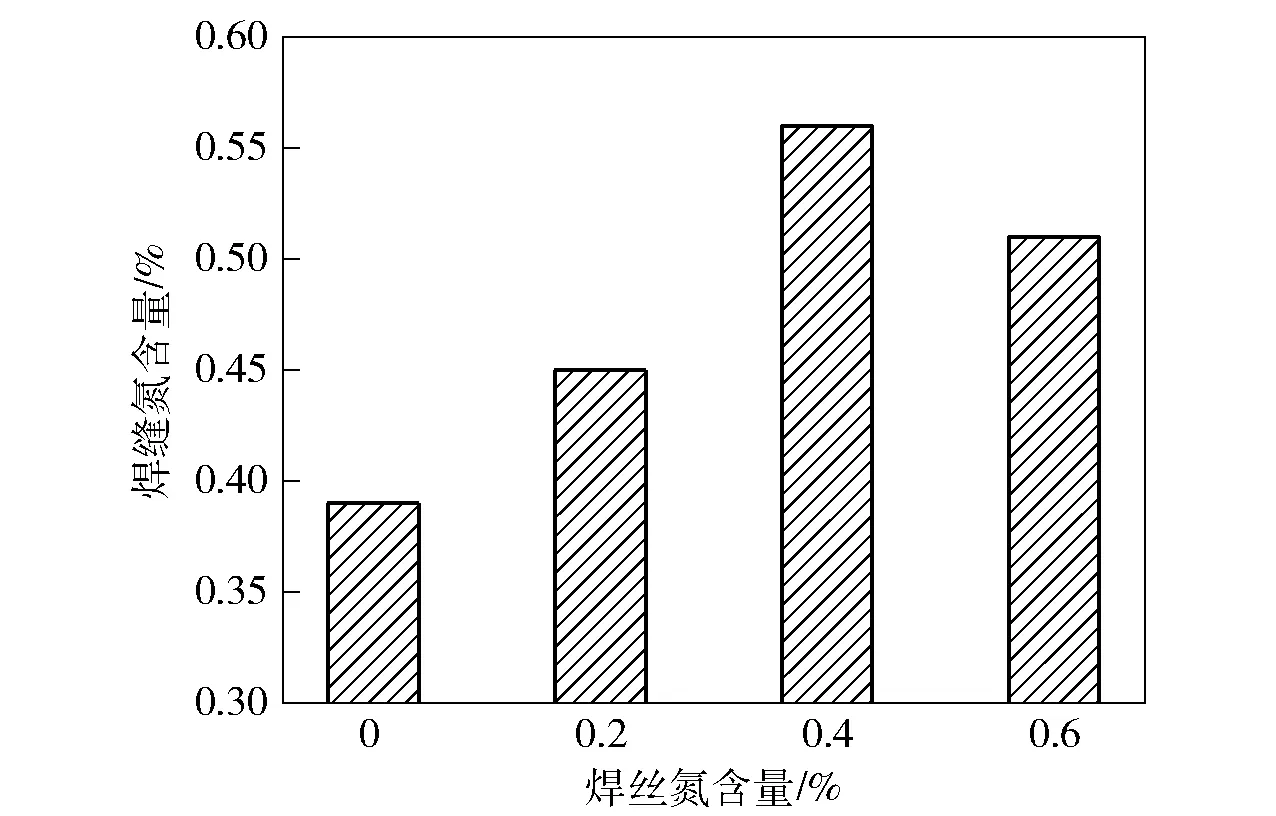
圖8 不同焊絲成分對(duì)焊縫氮含量的影響Fig.8 Effect of welding wire on nitrogen content of welded joint

圖9 焊絲氮含量0.2%時(shí)熔滴過渡圖像Fig.9 Droplet transfer images for nitrogen content of welding wire being 0.2%
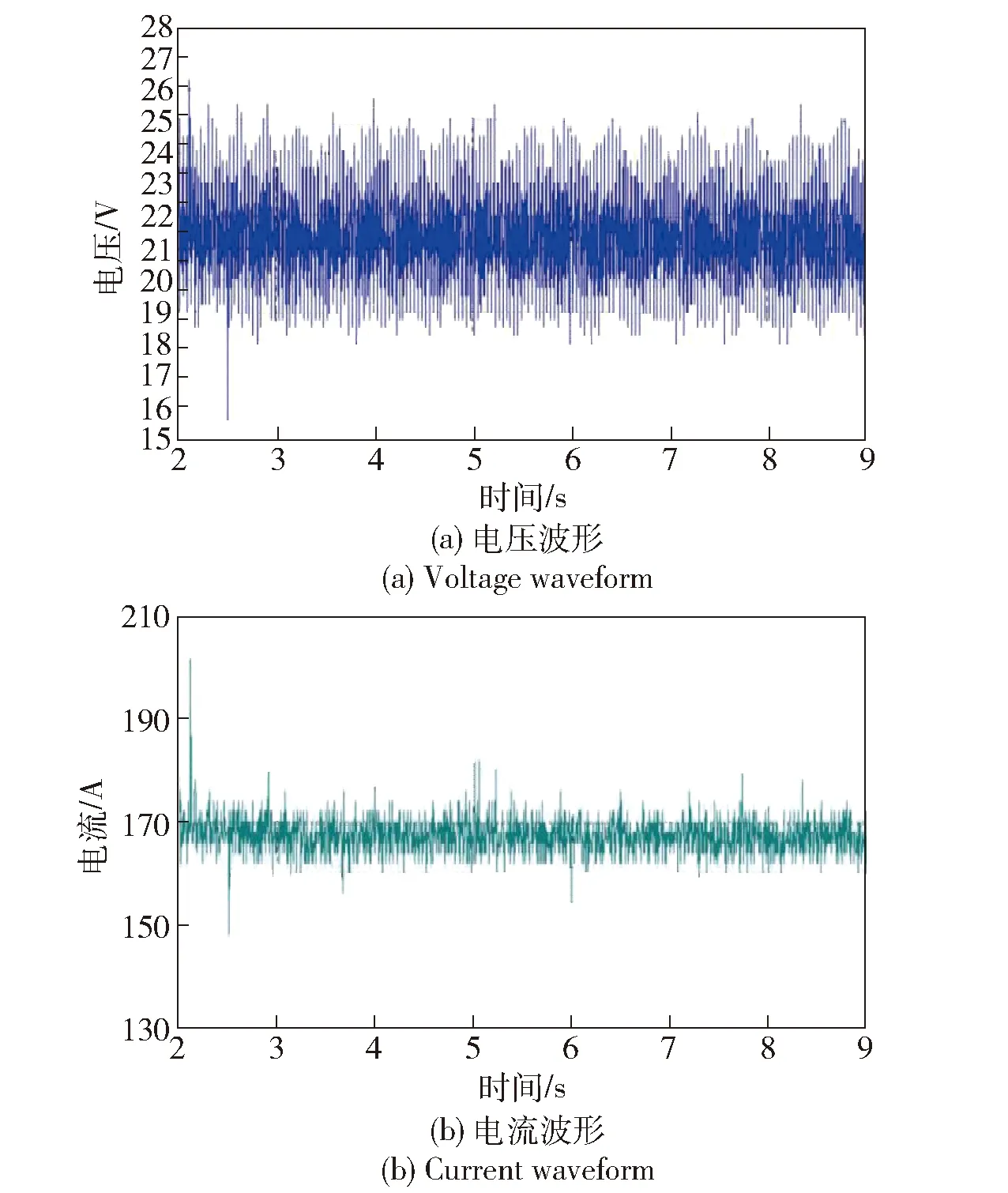
圖10 焊絲氮含量0.2%時(shí)電流和電壓波形圖Fig.10 Oscillograms of welding current and voltage for nitrogen content of welding wire being 0.2%
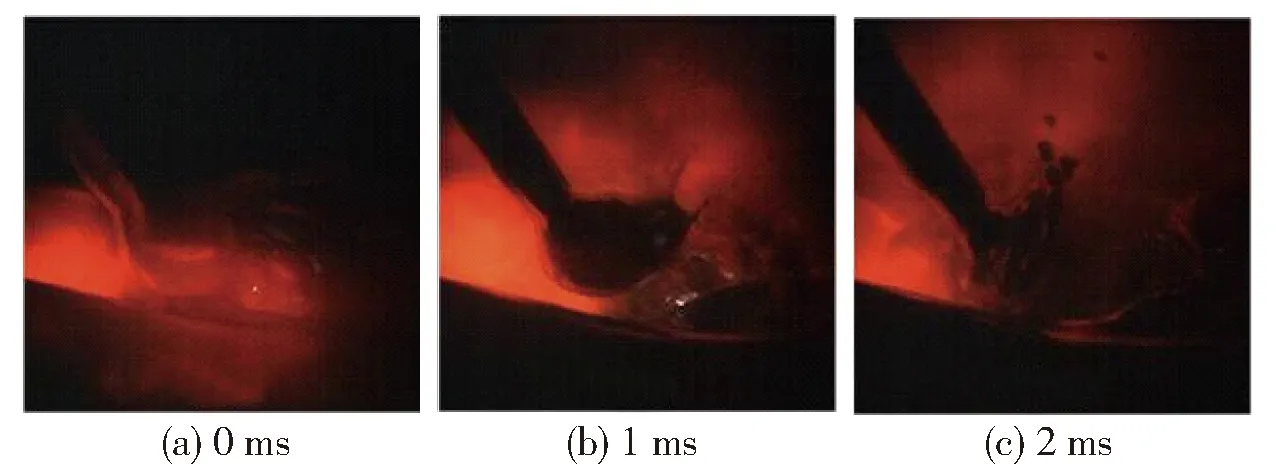
圖11 焊絲氮含量0.6%時(shí)熔滴過渡圖像Fig.11 Droplet transfer images for nitrogen content of welding wire being 0.6%

圖12 焊絲氮含量0.6%時(shí)電流和電壓波形圖Fig.12 Oscillograms of welding current and voltage for nitrogen content of welding wire being 0.6%
2.2.2 焊絲成分對(duì)氣孔率的影響
圖13為不同焊絲成分對(duì)焊縫氣孔率的影響。從圖13中可看出,采用氮含量為0.2%的焊絲進(jìn)行焊接時(shí)所獲得的焊縫氣孔率最小。在復(fù)合熱源的作用下,0.2%N的焊絲中氮元素蒸發(fā)而形成N2氛,抑制了熔池中氮粒子向N2的轉(zhuǎn)變。當(dāng)焊絲中的氮含量為0.4%和0.6%時(shí),焊絲中部分氮元素會(huì)形成N2氛,其余氮元素會(huì)隨著熔滴過渡到熔池中,此時(shí)熔池中氮粒子含量較多,從而促進(jìn)了氮粒子向N2轉(zhuǎn)變。
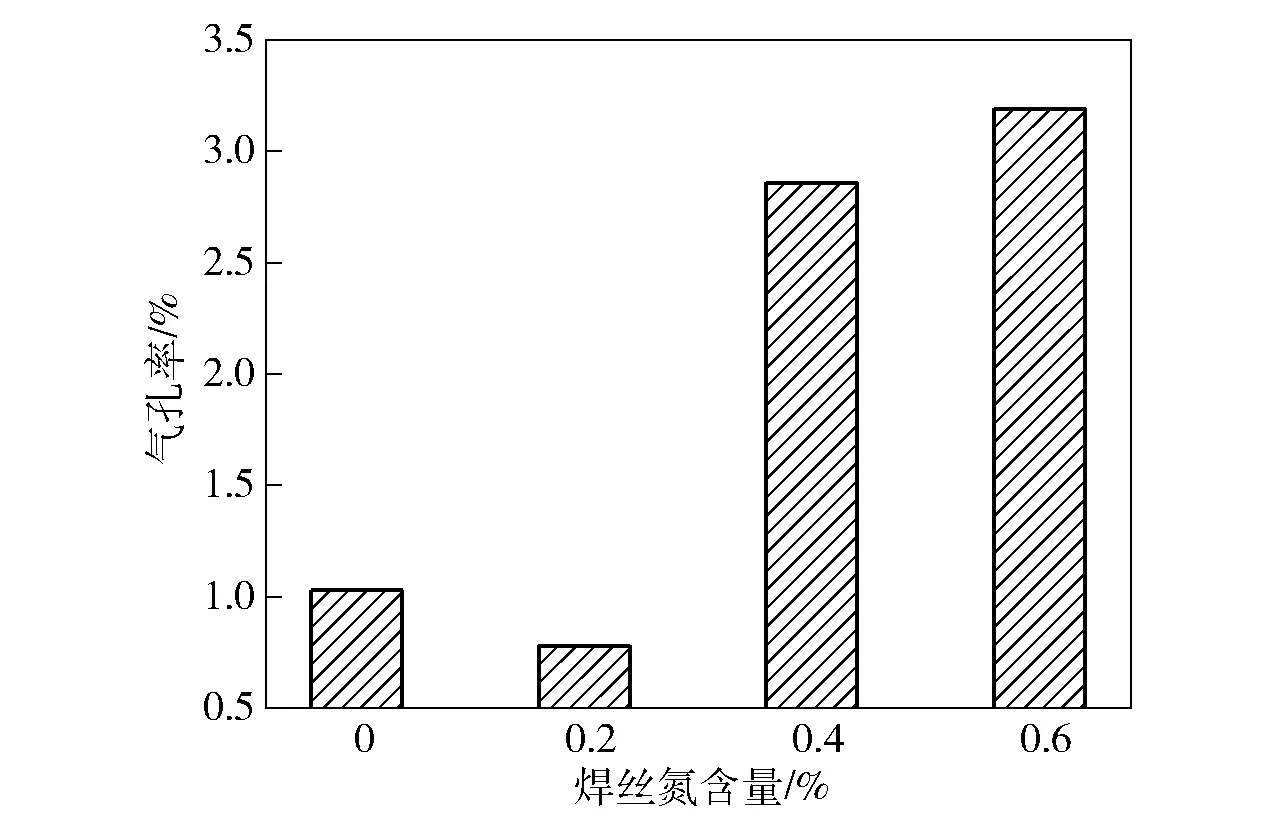
圖13 不同焊絲成分對(duì)焊縫氣孔率的影響Fig.13 Effects of different welding wire compositions on weld porosity
2.3 超聲振動(dòng)輔助控制
試驗(yàn)采用純Ar作為保護(hù)氣體,采用表1中焊絲1作為焊接填充材料,探究不同超聲功率對(duì)焊縫氮含量和氣孔率的影響。圖14為不同超聲功率下典型焊縫形貌圖。
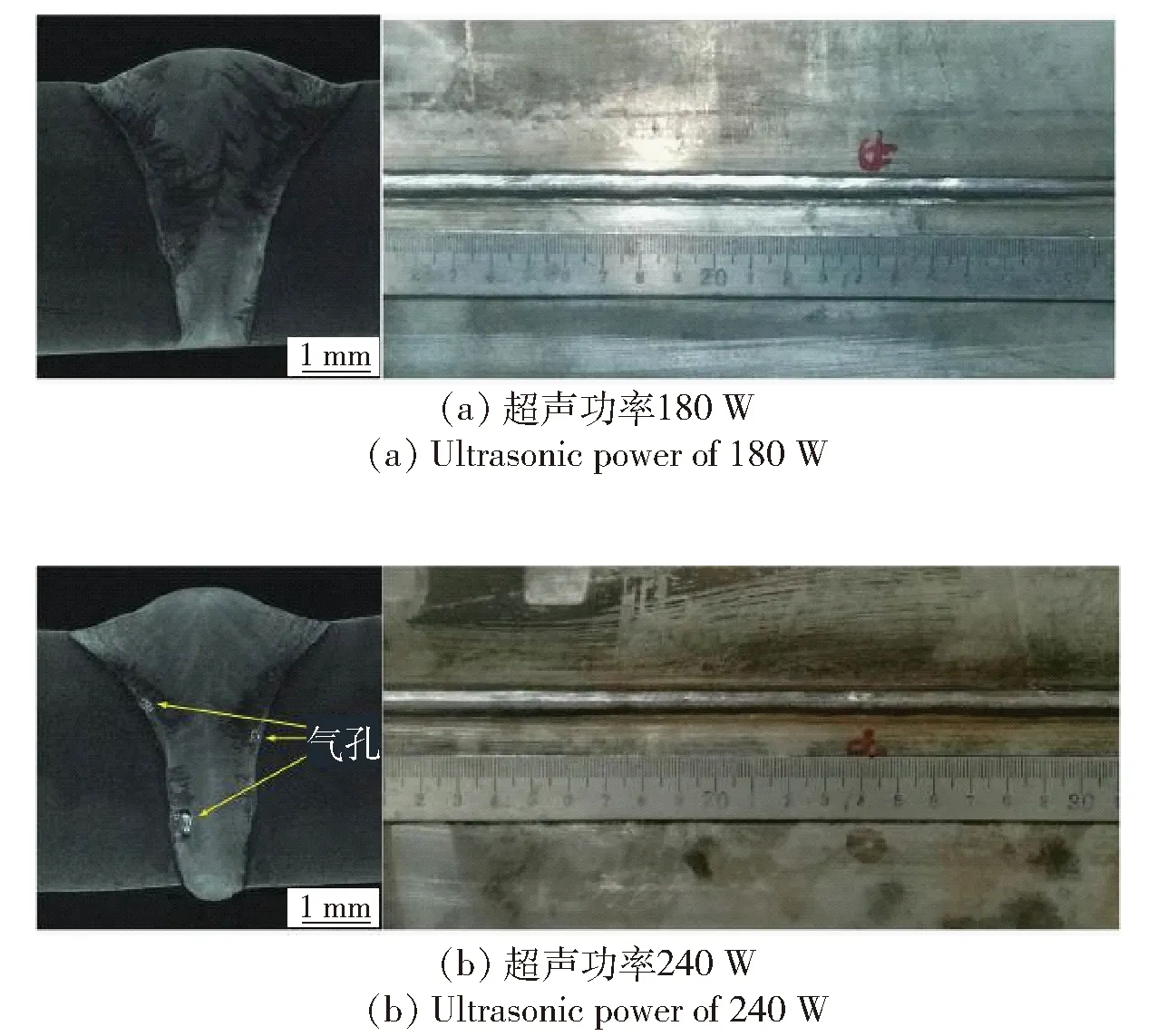
圖14 典型焊縫形貌(左為焊縫橫截面,右為焊縫表面)Fig.14 Typical welded point morphology (left: cross section of welded point; right: welded point surface)
2.3.1 超聲振動(dòng)功率對(duì)氮含量的影響
圖15所示為焊縫氮含量隨超聲功率變化柱狀圖。從圖15中可以看出隨著超聲功率的增大,焊縫氮含量略有降低。這是因?yàn)槭┘映曊駝?dòng)時(shí),空化效應(yīng)對(duì)熔池產(chǎn)生的機(jī)械力與聲流效應(yīng)共同促進(jìn)熔池流動(dòng),加快了氮從熔池中逸出。
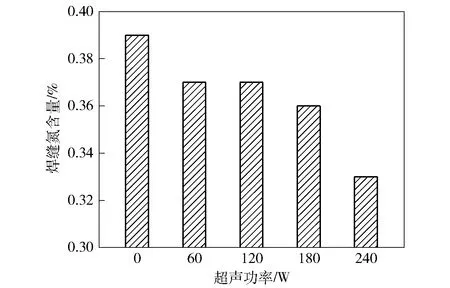
圖15 超聲振動(dòng)對(duì)焊縫氮含量的影響Fig.15 Effect of ultrasonic vibration on nitrogen content of welded point
2.3.2 超聲振動(dòng)功率對(duì)氣孔率的影響
圖16為焊縫氣孔率隨超聲功率變化柱狀圖。從圖16中可以看出,隨著超聲功率的增大,焊縫氣孔率呈先減小、后增大趨勢(shì)。在焊接過程中,熔池中會(huì)形成大量的N2泡,造成氣泡附近區(qū)域的空化閾值降低。當(dāng)熔池中的聲壓大于熔融金屬的空化閾值時(shí),就會(huì)引起空化作用并產(chǎn)生空化氣泡[21]。穩(wěn)態(tài)空化過程中,空化氣泡受超聲的正、負(fù)壓作用而發(fā)生壓縮和拉伸。在聲波負(fù)壓階段,空化氣泡會(huì)合并吸收周圍N2泡。氣泡合并后體積變大,加快了其從熔池中的逃逸速度,從而避免了氣泡滯留在焊縫中形成氣孔。
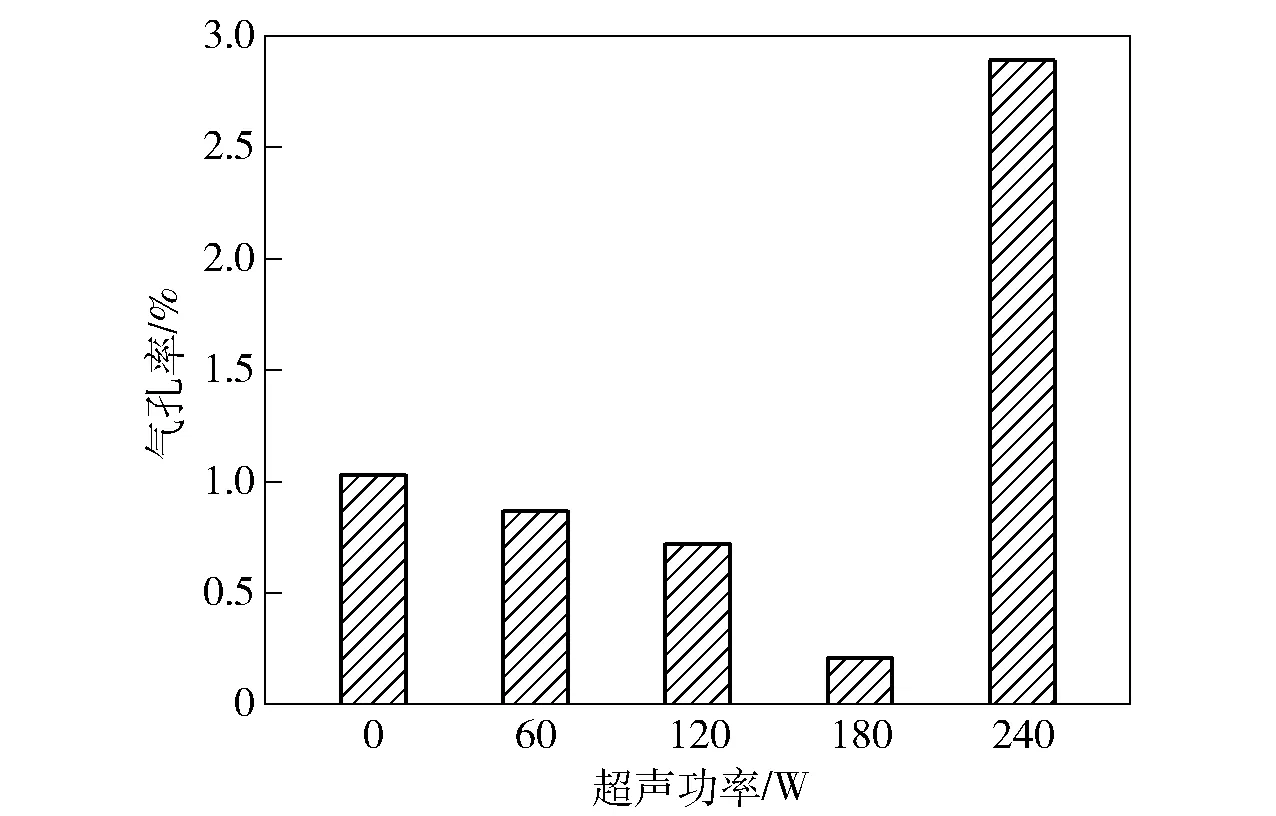
圖16 超聲振動(dòng)對(duì)焊縫氣孔率的影響Fig.16 Effect of ultrasonic vibration on weld porosity
當(dāng)超聲功率達(dá)到240 W時(shí),焊縫氣孔率急劇升高。過大的超聲功率會(huì)引起穩(wěn)態(tài)空化效應(yīng)向瞬態(tài)空化效應(yīng)轉(zhuǎn)變,生成生存周期較短的空化氣泡,因此空化氣泡在生長(zhǎng)到一定程度后隨即被迅速壓縮至崩潰[22]。空化氣泡崩潰時(shí)產(chǎn)生的高溫、高壓效應(yīng)及激流,使得氣泡崩潰后生成大量小氣泡,不能及時(shí)從熔池中逸出而形成氣孔。
3 結(jié)論
本文采用激光- 電弧復(fù)合焊接技術(shù)對(duì)高氮鋼進(jìn)行焊接,分別研究了保護(hù)氣體、焊絲成分和超聲振動(dòng)對(duì)焊接氣孔和氮損失的影響,所得主要結(jié)論如下:
1) 當(dāng)保護(hù)氣體為Ar+N2時(shí),隨保護(hù)氣體中N2比例的增大,焊縫氮含量升高,氣孔率呈先降低、后升高的趨勢(shì);當(dāng)向Ar+N2中添加2%O2后,氮含量和氣孔率明顯升高,且隨著N2比例的增大,焊縫氮含量增多,但氣孔率呈無規(guī)律變化。
2) 隨著焊絲氮含量的增加,焊縫氮含量呈先升高、后降低趨勢(shì),焊絲氮含量達(dá)到0.6%時(shí),焊接過程易發(fā)生爆炸過渡,焊絲氮含量損失嚴(yán)重;隨著焊絲氮含量的增加,氣孔率呈先降低、后升高趨勢(shì),焊絲氮含量為0.2%時(shí),焊絲中氮元素蒸發(fā)形成N2氛,抑制了熔池中氮粒子向N2的轉(zhuǎn)變。
3)超聲能量導(dǎo)入熔池后,空化效應(yīng)與聲流效應(yīng)共同促進(jìn)熔池流動(dòng),加快了熔池中氮元素的逸出;超聲能量引起的穩(wěn)態(tài)空化效應(yīng)加快了氣泡的上浮速度,但超聲功率過大會(huì)導(dǎo)致熔池中發(fā)生瞬態(tài)空化效應(yīng),焊縫氣孔率急劇上升。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07

- 兵工學(xué)報(bào)的其它文章
- 黑索今基含鋁炸藥水下爆炸性能的實(shí)驗(yàn)研究
- 基于Bayes小子樣理論和序貫網(wǎng)圖檢驗(yàn)的武器裝備測(cè)試性驗(yàn)證試驗(yàn)方案設(shè)計(jì)
- 一種適用于高動(dòng)態(tài)強(qiáng)干擾環(huán)境的視覺輔助微機(jī)械捷聯(lián)慣性導(dǎo)航系統(tǒng)/全球定位系統(tǒng)超緊組合導(dǎo)航系統(tǒng)
- 高超聲速飛行器魯棒多目標(biāo)線性變參數(shù)控制
- 某大口徑輕武器射流噪聲的小波分析與數(shù)值模擬
- 槍彈穿甲后效破片對(duì)典型防彈衣侵徹毀傷特性試驗(yàn)研究