特厚板坯連鑄機零號段設備設計研究
2019-12-30 08:47:38李廣源王小哲劉俊平
重型機械 2019年6期
李廣源,王小哲,劉俊平
(1.陜西理工大學機械工程學院,陜西 漢中 723000;2.空軍工程大學防空反導學院,陜西 西安 710051;3.中國重型機械研究院股份公司,陜西 西安 710032)
0 前言
國內外一直采用傳統的模鑄鋼錠和電渣重熔錠來實現特厚特寬板的軋制、鍛造和擠壓。模鑄鋼錠受其澆鑄工藝的制約,給大型鑄鍛件質量造成先天不足。
零號段是立式特厚板坯連鑄機的重要設備,布置在結晶器下方,是對凝固過程中的鑄坯進行支撐和導向的關鍵組成設備,其結構設計對于連鑄過程的順利進行和鑄坯質量的嚴格保證具有重要影響。對于生產大于500 mm的特厚板坯,普通的零號段結構已經不能滿足鑄坯質量要求,會出現窄邊鼓肚、內部組織缺陷等嚴重問題。
本文闡述了立式特厚板坯連鑄機零號段的結構組成,二冷工藝設計,為優化零號段的設計,提高框架的使用壽命和可靠性提供相應的理論依據。
1 設備結構
立式連鑄機澆鑄和鑄坯凝固全部過程都是在垂直狀態中進行的。這種連鑄機的中間罐、結晶器、二冷區、拉矯機、切割設備以及接受定尺鑄坯等一系列設備和操作均布置在一條垂直的中心線上。鋼水從中間罐注入結晶器后,初凝鑄坯經二冷區加速凝固,由拉坯機以設定的拉速拉出,經切割后,定尺鑄坯進入翻鋼斗中,翻斗接受鑄坯后將鑄坯放至水平狀態由輸送輥道運出(地坑式鑄機有提升機將鑄坯提至地坪面上后再由地面輥道輸出),或者由翻鋼斗傾斜倒到斜式履帶運輸機,由履帶運輸機將鑄坯送到地面上由地面輥道輸出,再由拉鋼(或推鋼)機將鑄坯推到集中冷床上。
鋼液從中間罐注入直立的結晶器,鋼液中大顆粒夾雜物及部分小夾雜有可能上浮到表面,使用保護渣澆注時,夾雜可被保護渣吸收,而殘留在鑄坯內的夾雜物分布較均勻,不會出現弧型連鑄時鑄坯內夾雜物在內弧面積聚現象。鑄坯的冷卻均勻,凝固組織對稱性好。
零號段是立式特厚板坯連鑄機的重要設備,布置在結晶器下方,是對凝固過程中的鑄坯進行支撐和導向的關鍵組成設備,其結構設計對于連鑄過程的順利進行和鑄坯質量的嚴格保證具有重要影響。對于生產大于500 mm的特厚板坯,普通的零號段結構已經不能滿足鑄坯質量要求,會出現窄邊鼓肚、內部組織缺陷等嚴重問題。

圖1 立式特厚板坯連鑄機零號段裝置
立式特厚板坯連鑄機零號段裝置如圖1所示,包括外弧框架、內弧框架、夾緊裝配、寬面輥子裝配、窄面輥子裝配、寬面輥子調整裝置、窄面輥子調整裝置、設備冷卻水配管、干油潤滑配管、寬面噴淋冷卻配管及窄面噴淋冷卻配管等。
外弧框架和內弧框架為焊接結構件,外弧框架是零號段的基本。寬面輥子裝配通過寬面輥子調整裝置分別安裝在外弧框架和內弧框架上。窄面輥子裝配通過窄面輥子調整裝置固定在外弧框架上。夾緊裝置將外弧框架和內弧框架夾緊并組成設備主體。液芯鑄坯靠寬面輥子裝配和窄面輥子裝配動態支撐。
在外弧框架上部兩側各有一個帶鋼套的耳軸(一)用來將零號段的重量支撐在土建基礎上;下部兩側同樣有兩個帶鋼套的耳軸(二)用來限制零號段的擺動。
2 關鍵技術
2.1 鑄坯窄面支撐輥
鑄坯由于鋼水靜壓力而產生的鼓肚力,作用于輥子上,經軸承座傳遞到框架立板上。在零號段窄邊分別設置12對窄邊輥子用以支撐鑄坯窄邊。厚度為500 mm、700 mm時,零號段窄邊所受到的鼓肚力,分別如表1、表2所示。考慮到大于500 mm的特厚鑄坯在進行澆鑄的過程中,窄邊會發生鼓肚,進而導致鑄坯內部組織缺陷,因此在進行設備設計的過程中,在窄邊設置有不同規格的導向輥進行支撐,解決該問題。在立式鑄機零號段左右側設置鑄坯窄面支撐輥,如圖2所示,窄邊支撐輥結構如圖3所示。
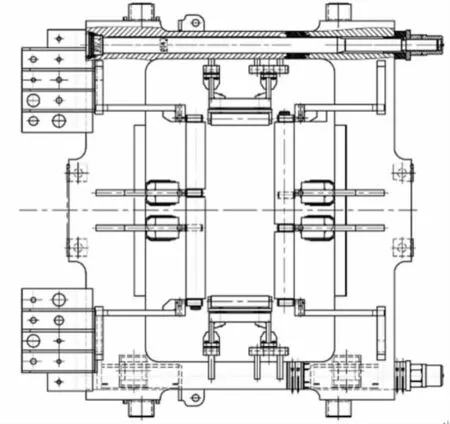
圖2 鑄坯窄面支撐輥布置示意圖

圖3 鑄坯窄面支撐輥布置結構示意圖
鑄坯窄面支撐輥主要由支撐架、固定銷、芯軸、軸套、疊環、定距環、軸承、固定環、定距套、輥套、環、防松墊片、圓螺母、連接銷、大螺栓、碟簧組、固定螺母、防松螺母組、固定架組成。
輥套裝在軸套和軸承外側,芯軸一端軸脖子伸入到支撐架、軸套、軸承中,通過固定銷將芯軸一端配合固定到支撐架上;通過定距環,固定環和環將軸承和輥套沿軸向固定;連接銷與支撐架配合,伸入到軸套中,防止轉動;圓螺母和防松墊片固定到芯軸端部,固定整個軸向。

表1 厚度為500 mm時窄邊鼓肚力/N

表2 厚度為700 mm時窄邊鼓肚力/N
窄邊導向輥裝配完畢后,通過大螺栓,碟簧組,固定螺母,防松螺母組連接到固定架上;碟簧組用于調節窄邊導向輥隨鑄坯鼓肚的大小。固定架通過螺栓,螺母,調整墊片組連接到外弧框架窄邊;通過調整墊片組進行調節,控制板坯的寬度方向尺寸。芯軸端面設置有潤滑油孔,在使用過程中通過該潤滑油孔,將干油輸送到軸承處,保證軸承的潤滑。窄邊導向輥裝置設置有可調碟簧組。在裝配過程中,將碟簧組預緊,單組碟簧的預緊值為6.5 kN。在鑄坯通過時,導向輥需要抵消鑄坯一定的鼓肚力,因此設置碟簧組的調節最大余量為3 mm,滿足生產工藝要求。
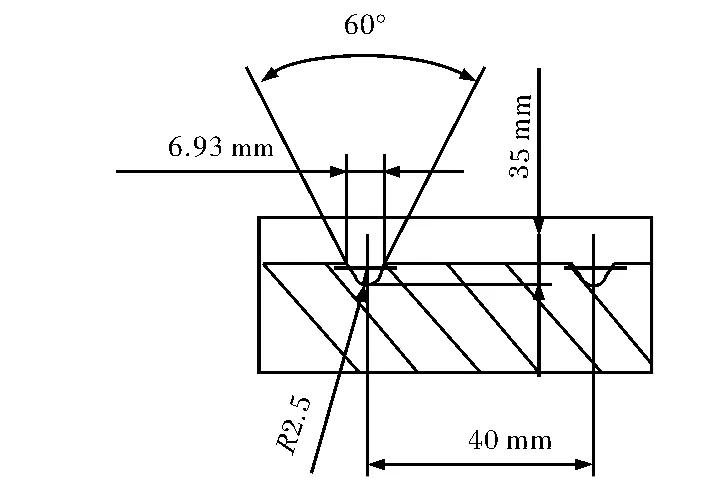
圖4 環形槽示意圖
同時,在輥套上間隔布置有環形槽,每個環形槽平行,間距為40 mm,環形槽為弧形面,弧形面的半徑為2.5 mm,角度為60°,環形槽的寬度為6.93 mm,深度為3.5 mm,如圖4所示。鑄坯上粘結的渣皮以及冷卻水沿鑄坯向下運動,到達輥套時,順著開槽向下流,不會聚集在鑄坯和輥套之間,防止積水造成鑄坯表面的冷卻不均勻性造成的裂紋。
2.2 窄邊噴淋冷卻配管
在零號段合理設置窄邊噴淋冷卻配管,如圖5所示。零號段窄面噴淋冷卻配管共分為三個冷卻區:第一個冷卻區為純水冷卻,布置在零號段的上部;第二和第三個冷卻區,全部采用氣水冷卻方式,分別布置在零號段的中部和下部,保證鑄坯窄面的凝固收縮。
當零號段安裝完成之后,所有的水氣將自行接通。零號段窄面噴淋冷卻水配管用螺栓固定在外弧框架上,方便拆卸。

圖5 窄邊噴淋冷卻配管布置示意圖
2.3 鑄坯窄邊二冷水設置
針對特厚鑄坯拉速低的特點,設置合理的鑄坯二次冷卻噴嘴布置。在澆鑄700 mm厚度的鑄坯時,窄邊設置兩個噴嘴,如圖6所示。在澆鑄700 mm以下鑄坯時,窄邊設置一個噴嘴,居中布置,如圖7所示。

圖6 700 mm厚度時零號段窄邊噴嘴布置示意圖

圖7 500 mm厚度時零號段窄邊噴嘴布置示意圖
3 效果分析
基于上述的噴嘴布置,針對700 mm×1 500 mm斷面的鑄坯,在澆鑄溫度為1535℃的工況條件下進行模擬仿真,如圖8、圖9所示。
根據仿真結果可知,鑄坯凝固早期坯殼生長均勻,四邊坯殼厚度基本相同,但是由于鑄坯的角部位置為雙向散熱,因此角部的坯殼生長速度比其他部位要快。在窄邊設置導向輥及二次冷卻噴淋配管,有效地防止了鼓肚及角裂的發生,保證了鑄坯的內部質量,組織良好。

圖8 鑄坯剛進入零號段時的截面溫度場分布示意圖

圖9 鑄坯的坯殼厚度分布示意圖
4 結束語
本文針對特厚板坯連鑄,提出立式連鑄零號段連鑄技術,在零號段窄邊設置導向輥,可有效地解決鑄坯窄邊鼓肚、內部組織缺陷等嚴重問題。在零號段窄邊設置合理的二冷噴嘴,可以有效地控制特厚板坯角部裂紋,仿真結果表明該技術有效防止鼓肚及角裂的發生,科學地保證了鑄坯窄面的凝固收縮。
猜你喜歡
《學習方法報》歷史中考版(2023年21期)2023-11-09 07:40:38
少先隊活動(2021年4期)2021-07-23 01:46:22
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
當代貴州(2019年41期)2019-12-13 09:28:56
攝影之友(影像視覺)(2019年3期)2019-03-30 01:36:50
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
中國共青團(2015年7期)2015-12-17 01:24:38
醫學教育管理(2015年3期)2015-12-01 06:43:16
中國艦船研究(2014年5期)2014-05-14 06:43:09
中學生數理化·八年級物理人教版(2014年2期)2014-04-02 08:50:44
