基于IE技術的托輪裝配線線平衡研究
2019-12-31 08:44:38邱德元賈華東
中國工程機械學報 2019年6期
邱德元,賈華東
(1.江蘇安全技術職業學院 汽車工程系,江蘇 徐州 221004; 2.徐工集團 技術中心,江蘇 徐州 221004)
自從福特在1913年首次提出裝配流水線后,它被廣泛應用于各類制造企業[1-2].但由于各工序作業時間都不可能完全相同,導致各工序間存在作業不均衡[3].裝配線平衡(Assembly Line Balancing,ALB)就是為解決裝配線高效運行而提出的一種方法[4].目前,國內外對裝配線平衡的研究方法主要有3種:理論算法、模型法和工業工程方法[5].其中,工業工程以精益化理念為指導,可以直接運用于生產實踐.很多研究者對工業工程在汽車制造企業的應用進行了深入研究:尹聚亮[6]結合工業工程思想,研究了某汽車內飾生產線現狀;曹建華[7]則基于精益思想研究了混流裝配線的線平衡問題;高晉[8]運用工業工程的方法,分析了X企業前制動器生產線的線平衡問題.
作為混凝土成套設備重要組成產品的混凝土攪拌運輸車,在城市化進程中發揮了不可替代的作用[9-11].為提高生產效率,目前國內外制造企業大多數采用線性作業方式,但該裝配線存在不平衡現象.因此,在本文中,研究了工業工程在托輪裝配線線平衡效率改善中的應用,用相應軟件進行了模擬仿真,并對現場進行了優化設計.
1 現狀分析
本文以某攪拌車制造企業攪拌車托輪裝配線為研究對象.該裝配線是整車裝配線的分裝線,完成托輪裝配后匯入整機裝配線,現場具體布局如圖1所示.
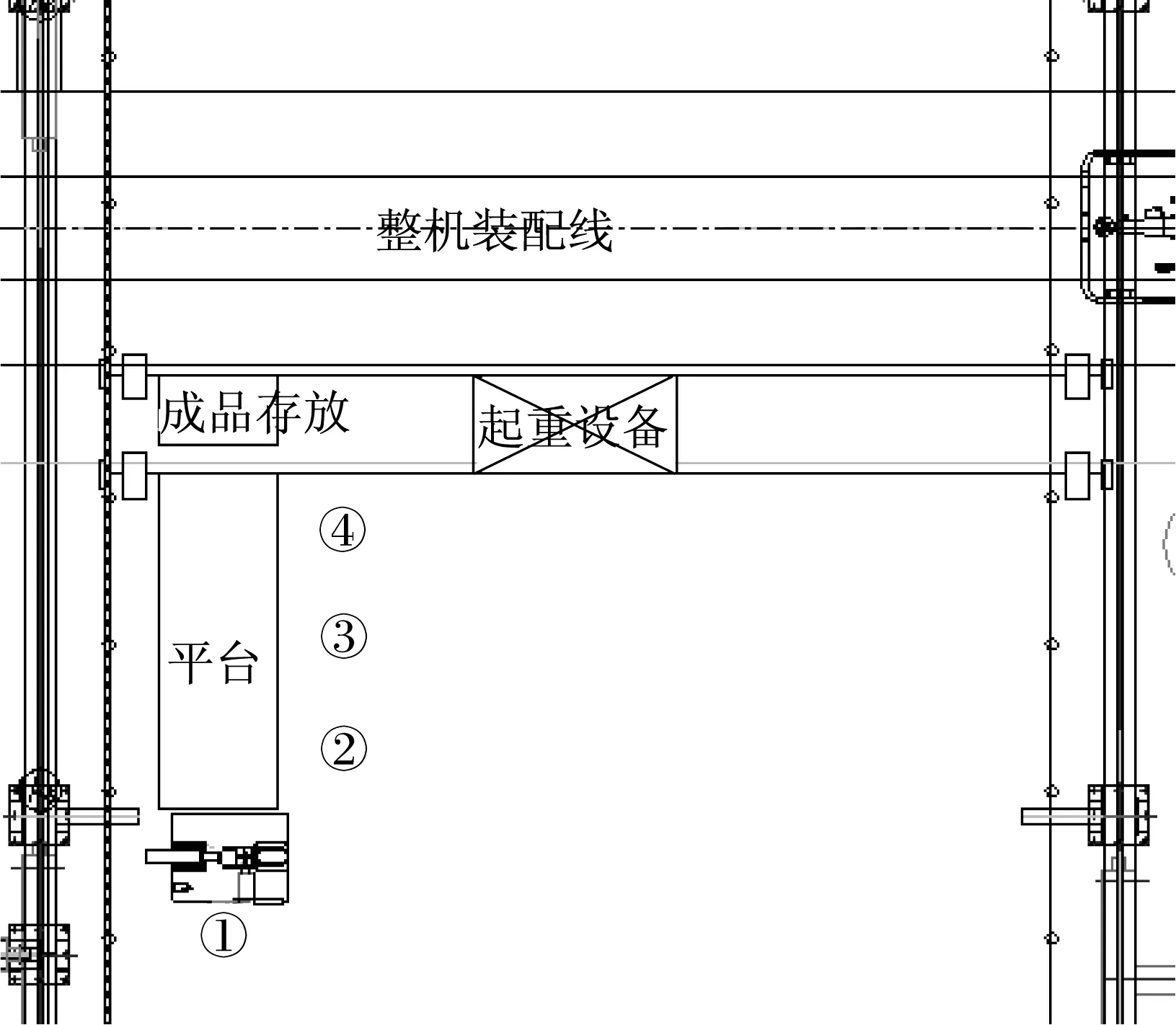
圖1 現場布局圖Fig.1 Locale layout
為有效分析托輪裝配過程,正確區分多余動作與有效動作,我們采用索尼HDR-CX-680/TI高清數碼攝像機實時記錄了各員工作業過程.根據精益生產理念,我們會同人力、精益、基層管理及工藝等部門工作人員,詳細分解了各員工勞動強度、熟練程度及作業內容,得到的員工作業元素及作業時間如表1所示.
作為由4名操作者組成的無大型設備輔助裝配線,線平衡率的理想值為95%以上,而根據表1數據,計算得到該托輪裝配線的線平衡率為
線平衡延遲率為
說明該裝配線線平衡率僅為良好.
為尋找影響裝配線平衡、制約生產效率提高的瓶頸工序,我們利用C & E矩陣分別從勞動強度、技術要求、熟練度、安全性等4個維度分析了所有作業元素,從中找出Rp值最高的3個作為改善對象,具體分析過程如表2所示.

表1 員工作業元素及工時表Tab.1 Element distribution and operation schedule table of employees
注:員工1為輔助人員,在從事序18作業元素時有7 min等待時間,在等待時間內完成

表2 作業元素C & E矩陣Tab.2 C & E matrix of operating element
注:評分共分5檔,0分為不相關,1分為微相關,3分為輕度相關,6分為中等相關,9分為重大相關
從表2各作業元素Rp值中,可以明顯發現序3、序4、序19三個作業元素Rp值最高,為影響裝配線線平衡的重要因素.因此,為有效解決該裝配線平衡(Assembly Line Balancing,ALB)問題,有必要結合作業內容對該3個作業元素制定相應改善措施.
2 優化改善
針對分析得到的關鍵元素,利用Pro-E三維軟件模擬了裝配過程,并組織相應人員通過頭腦風暴法,分別從人、機、料、法等4個環節分析了現狀并制定了相應解決策略,具體現狀描述及改進分析如表3所示,而且建模設計了托輪壓裝用壓力機(見圖2)及吊裝工裝.
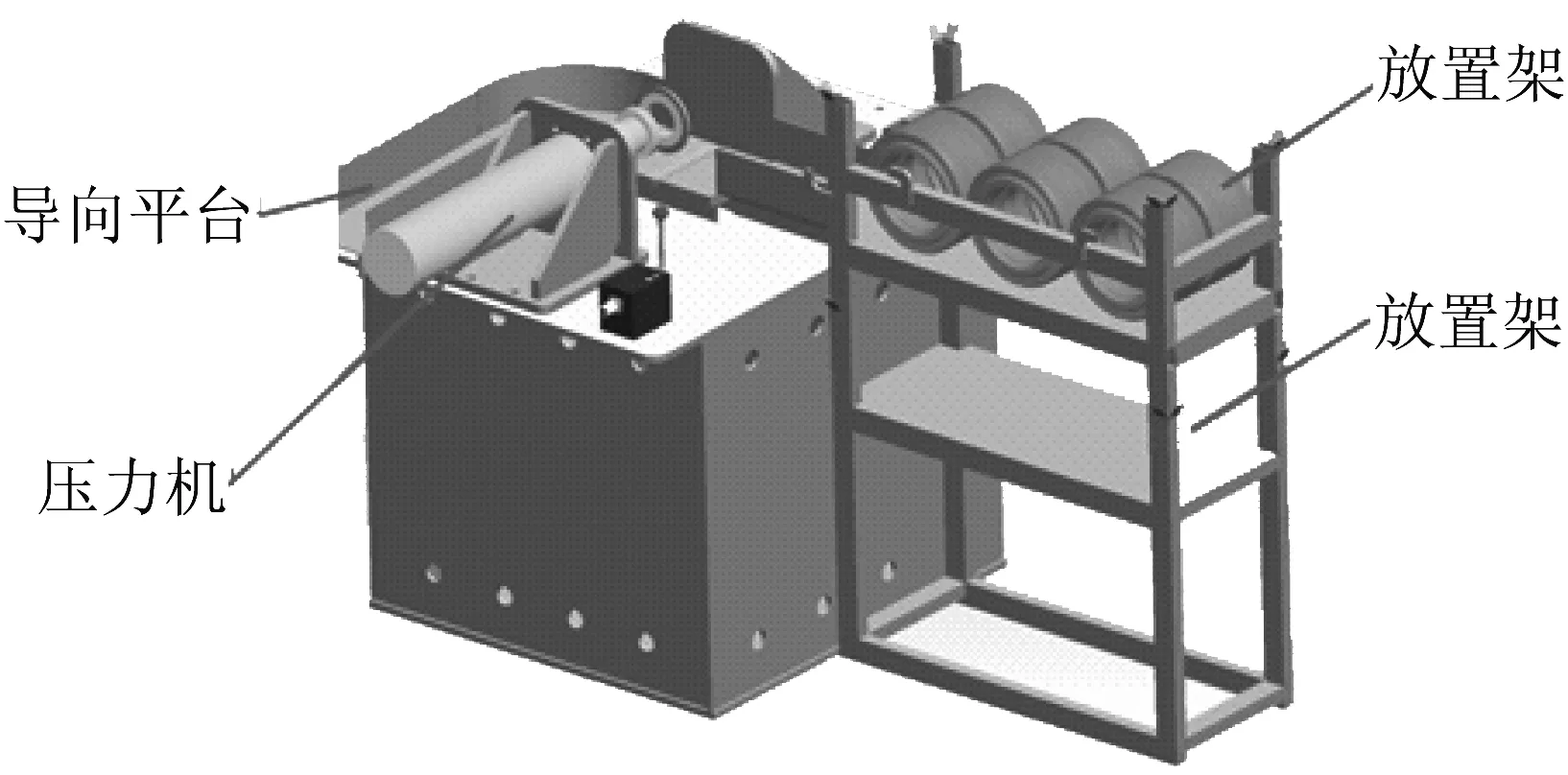
圖2 壓裝壓力機模型Fig.2 Press model

表3 不合理作業元素分析表Tab.3 Analysis of irational elements
完成改善策略后,我們利用多媒體技術重新測定了改善后關鍵元素的作業時間,序3、序4作業元素的工時由改善前的6 min降為1.5 min;序19轉移托輪工序的作業時間由3 min降為0.5 min,同時,通過改善,員工勞動強度明顯降低,具體數值如表4所示.
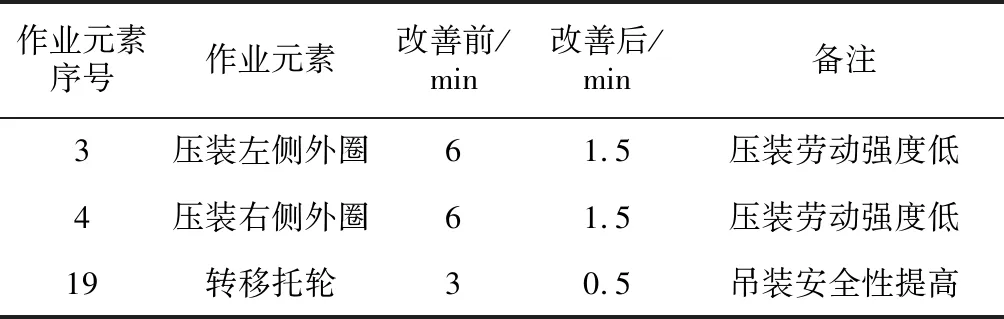
表4 改善后關鍵作業元素工時表Tab.4 Analysis of irational elements
根據上述改善效果,我們結合取消、合并、調整順序、簡化原則對各員工的作業元素進行重新分解、劃定.為提高作業連貫性,在分解排序過程中我們優先考慮就近原則,取消輔助員工1,而將輔助作業元素作為員工的作業內容,改善后各員工詳細作業元素分配如表5所示.
3 效果驗證
經過測算,托輪裝配線經過改善后的線平衡率為

表5 員工作業元素及工時表(改善后)Tab.5 Element distribution and operation schedule table of employees
線平衡延遲率為
說明該裝配線線平衡率僅為良好.同時,該裝配線經過優化后,工作節拍由原來的16 min降為11 min,按照每天工作8 h制,日產量由原來的30件/d增加為43.6件/d.
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
故事大王(2016年7期)2016-09-22 17:30:08
太空探索(2016年6期)2016-07-10 12:09:06
筑路機械與施工機械化(2015年11期)2015-07-01 16:28:43
筑路機械與施工機械化(2015年8期)2015-01-11 09:24:54
筑路機械與施工機械化(2014年4期)2014-03-01 02:58:34
兒童故事畫報(2013年3期)2013-06-24 05:40:30
