核級奧氏體不銹鋼窄間隙埋弧焊試驗研究
2020-01-01 08:19:04田云王芳劉亞玲楊軍南遇婷姚景文
中國設備工程 2019年23期
田云,王芳,劉亞玲,楊軍南,遇婷,姚景文
(沈陽鼓風機集團核電泵業有限公司,遼寧 沈陽 110869)
某核主泵熱屏和導葉的環焊縫( 詳見圖1),為厚板(50mm)奧氏體不銹鋼的焊接。由于奧氏體不銹鋼的線膨脹系數比碳鋼大40%,在焊接過程中的熱脹冷縮會產生較大的焊接變形和焊后收縮量。所以,對于熱屏和導葉的環焊縫焊接,不僅要考慮厚板的單面V 型坡口的截面積增加幅度較大,帶來的焊接工作量相應增大的問題,還要考慮焊接過程中熱脹冷縮產生的較大焊接變形和焊后收縮量問題。
此外,熱屏和導葉環焊縫焊接結束后,加工掉內圓面的內止口,然后對內圓面進行液體滲透檢驗,如有缺陷,內止口的缺陷打磨和補焊在操作空間上也存在難度,對焊縫的焊接質量也提出了更高的要求。
窄間隙焊接是厚板焊接領域的一項先進技術,工件開的是窄而深的I 型或坡口角很小的V 型坡口,與普通坡口的埋弧焊相比,窄間隙焊具有無比可擬的優越性。但要深入母材很窄的坡口中,實現無缺陷的焊接,就要設計合理的坡口結構,并確保制備工件坡口的精度,及解決焊接工藝和焊接工裝等方面一系列難題。
因此,開展了核級厚板奧氏體不銹鋼熱屏和導葉環焊縫窄間隙埋弧焊的試驗研究。
1 焊接坡口型式的設計
對于大厚度工件,為減少焊接工作量和焊后變形量,通常采用雙V 型的坡口型式。但是,由于熱屏和導葉的內圓面是留有止口的環焊縫,對于焊接設備及焊工進入內圓面焊接比較困難,因此,不適用雙V 型坡口的坡口形式。
單面V 型坡口型式,由于板厚為50mm,所以填充量很大,焊后變形量也難以控制。通過一系列調試試驗,最終設計了窄間隙的坡口型式,如圖2 所示,并配合窄間隙埋弧焊的焊接方法。
由于坡口角度變窄,使窄間隙埋弧焊的坡口截面積與傳統埋弧焊的坡口截面積相比可減少50%左右,節省焊接材料和能源的消耗,降低成本,提高勞動生產率。
2 焊接工裝的研制
窄間隙埋弧焊設備采用的是美國林肯公司設備控制部分,并與國內行走設備及變位機聯調。因為熱屏和導葉的焊縫為環焊縫,為了提高焊接質量和生產效率及控制焊接變形量,需要把工件放在變位機上實現平位置焊接。
根據熱屏和導葉的結構及尺寸,為保證熱屏導葉的同軸度,進行了特制焊接工裝的精準設計,將熱屏與導葉進行組裝,組裝后如圖3。配合變位機的旋轉,使環焊縫始終處于平焊位置進行焊接,如圖4 所示,保證焊接質量的同時,有效地控制了焊接變形和焊后收縮量。
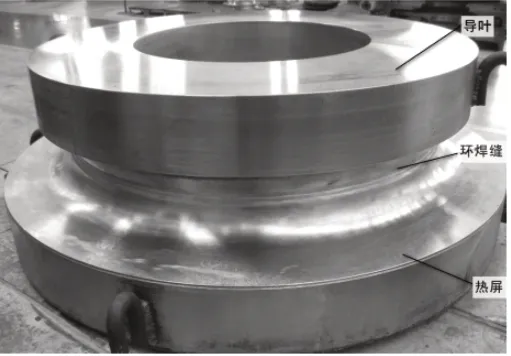
圖1 熱屏和導葉的焊接圖
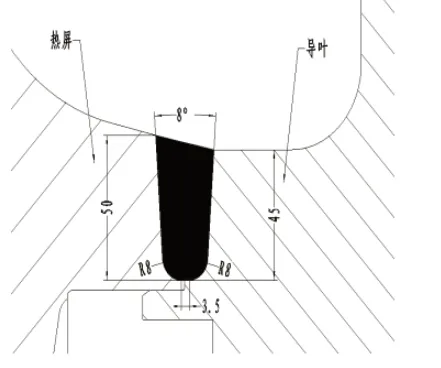
圖2 窄間隙埋弧焊坡口型式
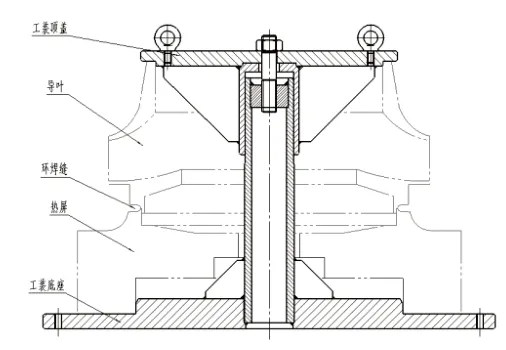
圖3 焊接工裝的組裝圖
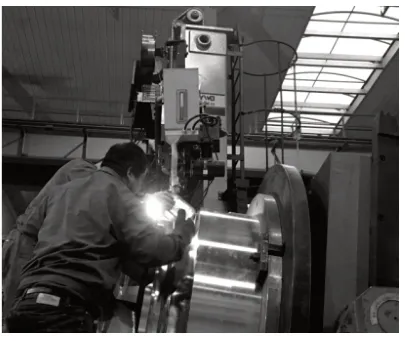
圖4 焊接過程圖
3 焊接工藝評定試驗
3.1 執行標準
根據合同要求,焊接工藝評定需執行ASME 標準第Ⅸ卷的同時,還要滿足設計規格書中有關高溫(350℃)工況條件下的特殊要求。
3.2 焊接材料的確定
熱屏和導葉的母材材質,分別為ASME SA-965 F304 和ASME SA-351 CF8。根據母材的化學成分及ASME 第Ⅱ卷C 篇,選用了化學成分類型相同的奧氏體不銹鋼實芯焊絲SFA 5.9 ER308L,其直徑φ1.6mm;為避免鉻燒損,選用中性焊劑EN 760-SA FB2,其粒度為14/40。

表1 焊評試驗的焊接規范參數

表2 焊評試驗的焊接接頭機械性能
3.3 焊接試驗
由具有HAF603 及相應ASME 資質的焊工對焊接工藝評定試板進行焊接,根據ASME 第IX 卷的評定范圍,采用了40mm厚的對接試板,并多次進行焊接工藝性試驗,優化焊接規范參數,實際焊接參數如表1。
試板進行X 射線探傷合格,并進行試板的分割,機械性能試樣的制備等,試樣的機械性能試驗結果如表2。
通過上述焊接工藝評定試驗結果可以看出,采用窄間隙埋弧焊對某核主泵奧氏體不銹鋼的熱屏和導葉進行焊接,各項性能指標完全滿足標準及技術規格書的要求。
4 實際產品的焊接
核級厚板奧氏體不銹鋼熱屏和導葉環焊縫產品的焊接,焊縫質量一次性合格率達百分百。焊后表面狀態如圖5 所示,工藝步驟如下:

圖5 焊縫最終狀態圖
(1)焊前用酒精將待焊部位及周圍50mm 范圍內清理干凈,避免焊縫金屬產生氣孔等缺陷。
(2)采用特制的焊接工裝,將熱屏和導葉安裝在變位機上,注意確保熱屏和導葉與變位機的同軸度≤1mm,既有助于控制焊接變形和焊后收縮量,又保證焊縫始終處于有利于施焊的平焊位置。
(3)具體焊接工藝,詳見上述章節4.3 焊接試驗中的焊接規范參數,并采用接觸性測溫儀嚴格控制焊前最低預熱溫度及焊接過程中的最大層間溫度。
(4)窄間隙的焊接,可采取每層一道、每層兩道或每層三道的焊接。其中,雖然每層一道的焊接生產效率高,但很容易造成與側壁母材的熔合不良,熔渣不易排出、焊縫成型系數過小引起結晶裂紋等問題,因此,只在第一層打底焊接時采用。每層兩道的焊接被普遍采用,但為了保證坡口側壁與母材的更好熔合,在每個焊道焊接時,必須手動調節焊絲端頭,使之偏向各自的坡口側壁。每層三道的焊接,由于坡口的加寬降低了生產效率,只在蓋面層采用。
(5)因熱屏與導葉外徑差為單邊7mm,當焊接到近外表面時,為了更好成型,將變位機從垂直位置旋轉一定角度,使待焊接處的焊接熔池始終保持在水平位置。
(6)依據設計圖紙,焊縫外表面要求保持焊態。因此,焊縫外表面只需使用3M 魔布拋光,這對焊縫表面質量及成形都有較高的要求。
(7)熱屏和導葉的內止口加工掉后,對內圓面進行液體滲透檢驗,外表面進行目視及液體滲透檢驗。
依據ASME 標準NB 分卷,對焊縫的內、外表面進行液體滲透檢查,該產品的所有熱屏和導葉環焊縫都一次性合格。
5 結語
(1)焊接工藝評定試驗及實際產品的焊接證明,設計的焊接坡口型式、選取的焊接材料、采用的窄間隙埋弧焊方法、研制的焊接工裝、優化的焊接工藝參數等是合理的,焊縫成型美觀,焊縫質量滿足圖紙的要求,解決了厚板奧氏體不銹鋼環焊縫焊接的難題。
(2)采用的窄間隙埋弧焊焊接工藝方法,由于坡口角度變窄,與傳統埋弧焊的坡口截面積相比可減少50%左右,焊絲可節約30%~50%,焊劑可節約56%~64.7%。
(3)因為窄間隙埋弧焊方法的坡口,使填充金屬量少,與傳統埋弧焊相比,提高焊接生產率50%~80%。
(4)因為窄間隙埋弧焊的焊接工藝方法,填充金屬量少,焊接接頭總的焊接熱輸入量低,對熱影響區組織影響也小,同時母材熔化量少,焊縫金屬受母材成分的影響較小,其雜質和合金成分等對焊縫作用較小。因此,焊接接頭的力學性能得到了改善。
(5)因為窄間隙埋弧焊的焊接工藝方法,熔敷金屬量減少,使焊接接頭的應力水平和變形量有所降低。

猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
