高強(qiáng)帶鋼表面缺陷分析
2020-01-13 10:00:50鐘莉莉馬小軍王尊呈
四川冶金 2019年6期
關(guān)鍵詞:裂紋
于 洋,高 磊,鐘莉莉,馬小軍,景 鶴,王尊呈
(鞍鋼股份有限公司,遼寧 鞍山 114021)
隨著國(guó)民經(jīng)濟(jì)的發(fā)展,作為下游工序的原材料熱軋帶鋼強(qiáng)度要求愈來(lái)愈高,熱軋帶鋼領(lǐng)域成分設(shè)計(jì)微合金化日益普及,在熱軋鋼帶強(qiáng)度提高的同時(shí),也帶來(lái)鋼帶表面邊部質(zhì)量惡化,這與下游客戶日益提高成材率、減少工序、改進(jìn)工藝、提高效率形成鮮明矛盾。本文通過(guò)多年生產(chǎn)實(shí)踐和理論研究,分析帶鋼表面缺陷的形成原因及演變規(guī)律,并加以有效控制。
1 高強(qiáng)熱軋帶鋼表面缺陷種類(lèi)
經(jīng)過(guò)多年生產(chǎn)和實(shí)踐總結(jié),高強(qiáng)熱軋帶鋼表面邊部缺陷共計(jì)有四種典型狀態(tài):邊部翹皮、邊部縱裂、邊線、邊部橫裂,具體形貌見(jiàn)圖1~4。缺陷位置均位于熱軋帶鋼邊部的上下表面20~50 mm范圍內(nèi),經(jīng)常存在于上表面的單側(cè)或雙側(cè),有時(shí)也存在于下表面的單側(cè)或雙側(cè),也就是說(shuō)在鋼帶的上下表面的邊部的4個(gè)位置均有出現(xiàn),上表面概率大一些。
邊部翹皮、邊部縱裂是鑄坯角部橫裂和縱裂經(jīng)過(guò)軋制演變的,邊線、邊部橫裂是在軋鋼工序表現(xiàn)出來(lái)的。邊線為鑄坯角部溫度低,經(jīng)過(guò)立輥和水平輥翻平寬展后形成的,橫裂是軋制變形過(guò)程產(chǎn)生的內(nèi)應(yīng)力超過(guò)材料熱塑性引起的開(kāi)裂。
由于企業(yè)高強(qiáng)鋼比例增加,鋼帶邊部缺陷成為企業(yè)不可忽視的難題,圖5為高強(qiáng)鋼連續(xù)3年發(fā)生缺陷概率圖。

圖1 邊部翹皮

圖2 邊部縱裂

圖3 邊線

圖4 邊部橫裂

圖5 高強(qiáng)鋼發(fā)生缺陷概率圖
由于熱軋帶鋼表面邊部缺陷發(fā)生概率最高達(dá)10%左右,在高溫、高速軋制工藝條件下,缺陷不能被100%發(fā)現(xiàn),極易影響下游客戶的生產(chǎn)和產(chǎn)品質(zhì)量,為此各冶金工廠均投入一定技術(shù)力量解決此類(lèi)問(wèn)題。
2 高強(qiáng)帶鋼典型表面邊部缺陷連鑄工序原因分析
帶鋼邊部表面缺陷來(lái)源主要為連鑄坯的縱向和橫向裂紋,其次為軋鋼過(guò)程鋼帶邊部變形應(yīng)力超過(guò)材料塑性能力導(dǎo)致。連鑄過(guò)程能夠產(chǎn)生鑄坯縱裂和橫裂的原因有鋼種的內(nèi)在原因,也有工藝條件的外在原因。由于高強(qiáng)鋼的一些特殊性能指標(biāo)要求,對(duì)材料化學(xué)成分有特殊要求,為了提高強(qiáng)度和韌性往往需要在材料中添加一定數(shù)量的C、Mn、Nb、V、Ti,這些成分的加入通常引起相變過(guò)程改變和材料塑性降低,由于鑄坯邊角部溫度低進(jìn)一步惡化材料塑性,導(dǎo)致容易出現(xiàn)邊角部縱橫裂[1]。
2.1 化學(xué)成分對(duì)鑄坯邊角部缺陷影響
鋼中碳含量對(duì)連鑄坯表面縱裂的影響主要體現(xiàn)在鋼水凝固過(guò)程中發(fā)生包晶反應(yīng),當(dāng)碳含量在包晶區(qū)時(shí),鋼水的凝固收縮不僅有熱收縮,還有相變產(chǎn)生的體積收縮,其在凝固點(diǎn)附近體積收縮率大,產(chǎn)生較大的收縮應(yīng)力,坯殼與結(jié)晶器壁之間產(chǎn)生較大的空隙,導(dǎo)致坯殼表面凹陷加深,凹陷處增加裂紋出現(xiàn)的幾率。Mn、S對(duì)連鑄坯裂紋產(chǎn)生也有影響,S能與Fe形成低熔點(diǎn)(985℃)熱脆性共晶體,并在晶界析出,使鋼的延伸率顯著降低。由于Mn與S的親合力大于Fe與S的親合力,在凝固時(shí)形成MnS,MnS熔點(diǎn)比FeS高得多,可以改善鋼的熱塑性。高強(qiáng)鋼中的Nb、V、Ti含量對(duì)連鑄坯裂紋有顯著影響,連鑄過(guò)程中, Nb、V和Ti均能與N結(jié)合,形成細(xì)小顆粒,對(duì)連鑄坯裂紋產(chǎn)生和擴(kuò)展有一定的促進(jìn)作用,碳氮化物在鑄坯冷卻過(guò)程中沿晶界析出成為應(yīng)力集中源并形成微孔,微孔聚合形成細(xì)小裂紋,在矯直拉力作用下裂紋擴(kuò)展,形成鑄坯邊角部裂紋。
2.2 連鑄工藝對(duì)連鑄坯表面裂紋產(chǎn)生的影響
中間包鋼水過(guò)熱度對(duì)連鑄坯裂紋產(chǎn)生影響,過(guò)熱度高,連鑄坯柱狀晶粗大,生成的坯殼薄,加劇了晶間裂紋產(chǎn)生。保護(hù)渣對(duì)連鑄坯裂紋產(chǎn)生的影響,用高熔點(diǎn)、高粘度、高堿度的保護(hù)渣,可減少結(jié)晶器彎月面熱流量,對(duì)易粘結(jié)漏鋼的鋼種宜選用低熔點(diǎn)、低粘度、低堿度的保護(hù)渣。
浸入式水口深度及結(jié)晶器液面波動(dòng)對(duì)連鑄坯裂紋也有影響,浸入式水口插入過(guò)深,裂紋指數(shù)增加,因?yàn)閺膬蓚€(gè)側(cè)孔出來(lái)的鋼水帶到彎月面上的熱量不足,使保護(hù)渣不能均勻熔化;浸入式水口的插入深度過(guò)淺,使液面波動(dòng)大,將阻礙液渣均勻流入結(jié)晶器與坯殼之間的空隙,導(dǎo)致坯殼凝固不均勻,引起表面裂紋[2]。
結(jié)晶器液面波動(dòng)與裂紋的產(chǎn)生有著密切關(guān)系,結(jié)晶器液面波動(dòng)較大時(shí),造成液渣層厚薄不均勻,液渣不能均勻的流入空隙,造成傳熱不均和傳熱變化,導(dǎo)致裂紋發(fā)生。結(jié)晶器材質(zhì)、錐度、冷卻強(qiáng)度對(duì)連鑄坯裂紋產(chǎn)生也有影響,連鑄結(jié)晶器是寬面基本平行、窄面帶有倒錐度的寬窄面銅板和結(jié)晶器足輥構(gòu)成的組合式結(jié)晶器,結(jié)晶器在澆鑄過(guò)程中,由于長(zhǎng)時(shí)間受熱應(yīng)力和外力的作用,難免會(huì)使結(jié)晶器銅板和足輥發(fā)生磨損、變形或位移,達(dá)不到連鑄工藝要求,使初生坯殼在結(jié)晶器中的成長(zhǎng)受到阻礙或坯殼受到損傷,從而導(dǎo)致連鑄坯邊裂缺陷。
連鑄過(guò)程二冷強(qiáng)度對(duì)連鑄坯裂紋產(chǎn)生的影響最直接,二冷水量的控制是連鑄坯質(zhì)量控制的重要工藝參數(shù)之一,如果過(guò)度增大二冷冷卻能力,會(huì)造成連鑄坯表面溫降較快,斷面內(nèi)溫度梯度增大,使坯殼薄處應(yīng)力集中,若超過(guò)極限即發(fā)生裂紋。
拉速對(duì)連鑄坯裂紋產(chǎn)生一定程度影響,拉速波動(dòng)大會(huì)造成結(jié)晶器熱流波動(dòng)大,加劇熱應(yīng)力,同時(shí)結(jié)晶器熱流的變化有特定的滯后時(shí)間,由此造成結(jié)晶器溫度的滯后,影響坯殼厚度不均勻,在薄弱處易產(chǎn)生裂紋;拉速的提高,結(jié)晶器內(nèi)坯殼厚度減薄,坯殼溫度也高,使得坯殼的斷裂強(qiáng)度降低,容易出現(xiàn)裂紋。拉速太低會(huì)導(dǎo)致坯溫過(guò)低而破壞鑄機(jī)精度,出現(xiàn)各類(lèi)裂紋[3]。
可見(jiàn)高強(qiáng)帶鋼邊部的裂紋與連鑄工藝設(shè)備有關(guān),例如過(guò)熱度、保護(hù)渣、水口深度、液面波動(dòng)、連鑄各段設(shè)備精度、連鑄坯冷卻、拉速波動(dòng)。減少鑄坯邊部缺陷,要做好以上各項(xiàng)工作,并最優(yōu)化各項(xiàng)因素。
3 軋制過(guò)程連鑄坯表面裂紋演變行為
由上述分析可知,由于多種原因連鑄坯表面可能會(huì)產(chǎn)生裂紋。對(duì)于有嚴(yán)重表面裂紋的鑄坯,一般需要進(jìn)行清理才能進(jìn)行軋制。然而,有些裂紋沒(méi)有被發(fā)現(xiàn)和清理,其在軋制過(guò)程的演變?nèi)缦隆?/p>
單道次軋制過(guò)程,當(dāng)裂紋通過(guò)前滑區(qū)和后滑區(qū)階段軋件表面會(huì)交替出現(xiàn)壓應(yīng)力和拉應(yīng)力,壓應(yīng)力有利于軋件表面裂紋閉合,而拉應(yīng)力則可能導(dǎo)致軋件表面裂紋發(fā)生擴(kuò)展。多道次軋制也就是重復(fù)上述軋制過(guò)程。因此實(shí)際生產(chǎn)過(guò)程中,連鑄板坯表面裂紋可能在軋制過(guò)程中消失、殘留、擴(kuò)大,見(jiàn)圖6所示。軋制焊合、展平均在鋼帶表面不產(chǎn)生影響產(chǎn)品質(zhì)量的缺陷,未展平是鑄坯缺陷的改善,重皮是鑄坯缺陷的惡化。
軋制工藝對(duì)改善鑄坯先天帶來(lái)的缺陷也相當(dāng)重要,一些缺陷可以通過(guò)改善軋制工藝進(jìn)行修繕和軋制焊合、展平。
4 軋制過(guò)程產(chǎn)生裂紋缺陷分析
軋制過(guò)程也和連鑄過(guò)程一樣,由于材料本身的塑性原因,當(dāng)材料在軋制變形時(shí)產(chǎn)生的內(nèi)應(yīng)力超過(guò)材料的斷裂強(qiáng)度,材料就會(huì)在鋼帶表面出現(xiàn)裂紋,該裂紋在以后軋制的過(guò)程中表現(xiàn)為各類(lèi)缺陷形態(tài),典型的就像前面提到的線狀和橫裂紋。軋制過(guò)程中產(chǎn)生軋制拉裂與材料成分、塑性、單道次軋制變形量、軋制溫度、加熱工藝、水系統(tǒng)控制有關(guān)。現(xiàn)代冶金行業(yè)通過(guò)實(shí)踐摸索已經(jīng)掌握了煉鋼和軋鋼工序裂紋缺陷的各類(lèi)檢驗(yàn)和區(qū)分方法,同時(shí)對(duì)各類(lèi)缺陷制定分級(jí)標(biāo)準(zhǔn),能夠很好地指導(dǎo)各行業(yè)用戶對(duì)裂紋缺陷規(guī)避使用。
材料本身成分和塑性對(duì)軋制裂紋有影響,圖7列出高強(qiáng)微合金強(qiáng)化鋼塑性變化曲線。可以看出熱塑性曲線在750~800 ℃時(shí)材料斷面收縮率最低為36%,在此溫度區(qū)間軋制極易達(dá)到材料的塑性極限,造成鋼帶表面拉裂。

圖7 高強(qiáng)鋼熱塑性曲線
材料壓下率對(duì)鋼板表面拉裂也有影響,軋制過(guò)程出現(xiàn)表面拉裂的變形機(jī)理是由于鋼板表面金屬與軋輥之間存在瞬間粘合區(qū)域,在壓下量增加的情況下,同一材料在相同軋制溫度條件下會(huì)達(dá)到臨界壓下量,臨界壓下量既是壓下量達(dá)到一定程度鋼帶表面與軋輥之間粘合力在鋼帶表面產(chǎn)生的剪切力超過(guò)材料的剪切強(qiáng)度,鋼帶表面出現(xiàn)裂口,材料出現(xiàn)拉裂情況的往往在壓下率最大的連軋機(jī)第一架軋機(jī)發(fā)生。在實(shí)際生產(chǎn)中為了控制拉裂出現(xiàn)往往通過(guò)改變中間坯厚度來(lái)改善,表1是管線鋼X70某規(guī)格產(chǎn)品各軋機(jī)實(shí)際壓下量調(diào)整后摸索出臨界壓下量對(duì)應(yīng)表格。
通過(guò)表1可以得到該規(guī)格高強(qiáng)鋼軋制時(shí)出現(xiàn)表面拉裂的臨界壓下量為8.42 mm,因此為了避免表面拉裂的發(fā)生,單機(jī)架絕對(duì)壓下量要低于8.42 mm。

表1 X70臨界壓下量表
注:裂紋缺陷數(shù)字越大代表缺陷程度越嚴(yán)重,0代表表面沒(méi)有拉裂。
5 軋制過(guò)程裂紋缺陷金相解剖檢驗(yàn)
對(duì)鋼板表面拉裂缺陷進(jìn)行測(cè)量,結(jié)果見(jiàn)表2,可見(jiàn)拉裂后形成的裂紋缺陷垂直于鋼帶軋制方向,裂紋表面長(zhǎng)度4.90~8.74 mm,裂紋根部長(zhǎng)度0.62~1.27 mm,裂紋深度1.10~1.96 mm。
鋼帶表面典型拉裂缺陷見(jiàn)圖9,對(duì)該裂紋缺陷進(jìn)行解剖分析,裂紋橫截面拋光和腐蝕情況,見(jiàn)圖10、圖11,可見(jiàn)拉裂方向與軋制方向相同,在腐蝕后的金相照片上明顯可見(jiàn)軋制的流線痕跡。對(duì)裂縫處進(jìn)行能譜分析(見(jiàn)圖12),化學(xué)成分主要為氧和鐵(見(jiàn)圖13)。
低倍、解剖、能譜分析,裂紋兩側(cè)有流線痕跡,能譜分析為氧化物,具備了軋制裂紋缺陷特征,充分證明高強(qiáng)鋼軋制溫度和壓下量是必須重點(diǎn)控制的工藝參數(shù)。

表2 裂紋檢測(cè)結(jié)果

圖9 缺陷形貌圖

圖10 裂紋拋光形貌圖
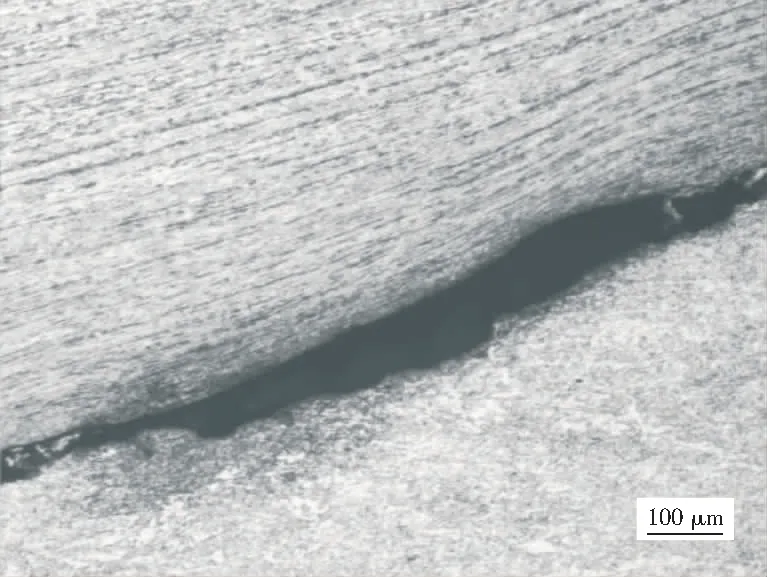
圖11 裂紋腐蝕形貌軋制痕跡

圖12 裂紋能譜分析點(diǎn)
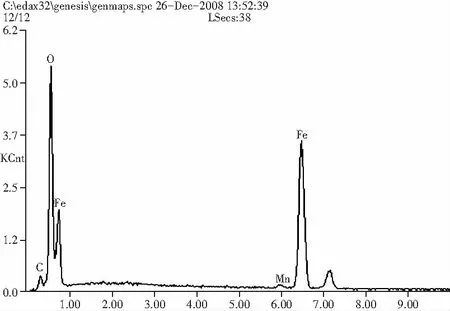
圖13 裂紋能譜成分分析
6 結(jié)論
(1)邊部典型缺陷有邊部翹皮、邊部縱裂、邊線、邊部橫裂。其中邊部翹皮、邊部縱裂屬連鑄工序產(chǎn)生缺陷,邊線屬鑄坯角部在軋制過(guò)程表現(xiàn)出來(lái)的,邊部橫裂屬軋鋼工序拉裂產(chǎn)生的。
(2)連鑄工序鑄坯角部產(chǎn)生裂紋與鑄坯化學(xué)成分、連鑄工藝有關(guān)。合理設(shè)計(jì)鋼種的化學(xué)成分和保護(hù)渣成分、水口深度、結(jié)晶器椎度、拉速、冷卻速度等能夠有效規(guī)避鑄坯邊角部缺陷的發(fā)生。連鑄工序產(chǎn)生鑄坯邊角部缺陷在軋鋼工序絕大部分會(huì)得到減輕和修復(fù),也有嚴(yán)重的缺陷在后續(xù)的軋制過(guò)程暴露。
(3)軋鋼過(guò)程產(chǎn)生的邊線和橫向拉裂原因與材料本身塑性有關(guān),均是在低溫條件下壓下量達(dá)到帶鋼塑性極限出現(xiàn)的拉裂。可以通過(guò)優(yōu)化調(diào)整各軋機(jī)實(shí)際壓下量予以改進(jìn)。軋鋼工序產(chǎn)生的拉裂缺陷在解剖檢驗(yàn)中具備流線痕跡和能譜分析只有鐵和氧成分明顯特點(diǎn)。
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:18
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
艦船科學(xué)技術(shù)(2022年6期)2022-04-19 11:01:32
成都信息工程大學(xué)學(xué)報(bào)(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚(yáng)子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
