異型地圓天方轉換節點展開過程詳解及擴展
2020-01-17 08:07:46楊寶白亞洲張澤珊陳宏
商品與質量 2019年42期
楊寶 白亞洲 張澤珊 陳宏
中建鋼構四川有限公司 四川成都 620564
1 節點簡介
某超高層外框巨柱在某標高做地圓天方轉換,下部為直徑2.8m的圓柱,上部為2.4m的方柱。設計高度4m,板厚為70mm。
2 各種展開方法的對比
2.1 常規造型
圓方節點由四個三角形和四個錐面組成。錐面的放射線在方口端交于一點。

圖1 3D模型
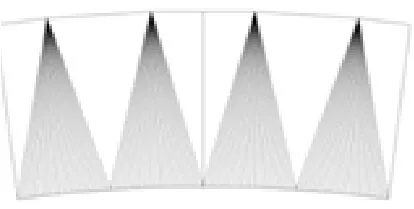
圖2 展開圖
加工時壓制線都在方口端交點擠壓,板越厚擠壓空間越小越難加工,成型難保障,交點積壓處易產生“皺褶”、撕裂等缺陷。
可用在交點處開口成型后把擠壓一起的結合縫全熔透焊接的辦法。缺點是開口大小及成型效果不能預判。板越厚開口越大,開口小了又不好壓制,要邊壓邊修正。若縮小比例降低板厚來試壓,調好缺口大小再用于實際中厚板材,但需多次調試浪費人力,物力,財力。且每個工程圓方轉換節點的尺寸均不同,故每次展開都是一次新的過程[1]。就算成型效果可以,還需要對此處結合縫做相應的焊接工藝,把缺口補焊好。
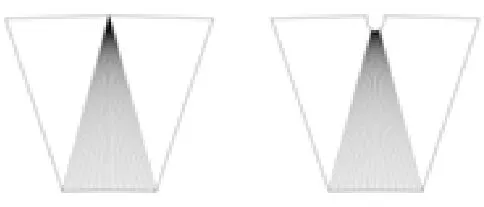
圖3 開口對比圖

圖4 效果圖
2.2 逆作展開法(描圖法)
依設計圖畫3D模型后拆解成“豆腐塊”,按序排列整齊得到展開圖。有效控制分段間距,達到以直代弧最佳效果,使誤差最小。
(1)展開思路:考慮壓制可行和對接件方口端四個角點無偏差。可采用以下地圓天方展開方法。
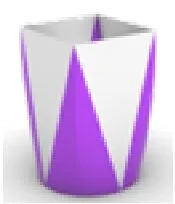
圖5 3D模型
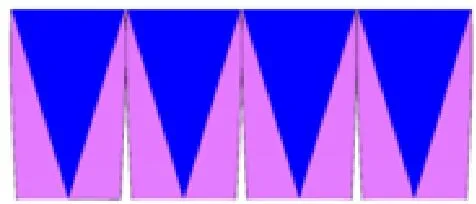
圖6 整體展開圖
(2)展開過程詳解。
①畫3D模型。依設計要求,初定加工方案后畫出3D模型,查看成型效果發給結構設計師確認。
②根據加工可行性確定壓彎線方向。用大型油壓機將鋼板折彎成型滿足工藝需要,以三角形斜邊方向為壓制線方向。
③展開。先進行板厚處理:方口以內徑尺寸,圓口以中徑尺寸重畫圓方節點。板料在彎曲過程中外層受拉內層壓,中徑層在彎曲過程中保持不變,所以中徑層是計算彎曲件展開長度的基準。把錐面化整為零進行拆解。依經驗分塊距離控制在100mm內,可使弦長無限接近于弧長,達到以直代弧的效果[2]。
a.計算圓的展開長度確定等分數量:圓按中徑計算周長(展開長度)為(2800-70)×π=8576.55mm。等分數量按每份在100mm內考慮,取88等份,每份長度為8576.55mm/88=97.46mm。
b.弦長,弧長對比:弧長取97.46mm時,弦長為97.44mm,弦高為0.87mm。弧長與弦長只相差0.02mm。滿足以直代弧要求。
c.確定壓制線方向及工廠焊接位置:觀察3D模型,考慮加工及成型效果,以三角形的斜邊為壓制線方向,所有的壓制線都和三角形斜邊平行,錐面的最中間為工廠對接焊縫位置,即方口端角點位置。
d.錐面拆解形成展開圖:
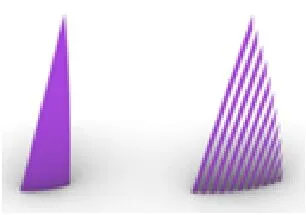
圖7 拆解對比圖

圖8 1/8展開圖
以1/8圓為例,分11等份在每等份點做三角形斜邊復制線做1/8拆解。將拆解的塊按順序攤平排列整齊,即為1/8展開圖。
(3)第1種和第3種展開:
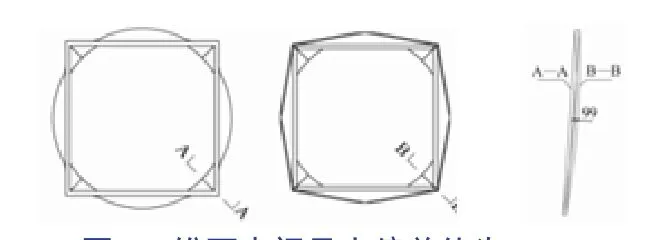
圖9 錐面中間最大偏差值為99mm
(4)逆作展開法做法優勢。先畫成型圖,設計師確認后再加工,可減少中間環節,簡單幾步即可完成展開。
優點:精度較高;成型后無多余焊縫;上下柱對接無錯邊,無需相應焊接工藝;無需試壓可一次成型;適合特厚板加工[3]。
3 逆作展開法思路擴展
3.1 端口扭轉90°的長圓管圓臺
此節點長圓尺寸為5000m,圓直徑為2000m,高4000m,板厚70mm。
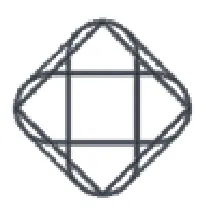
圖10 俯視圖

圖11 3D模型
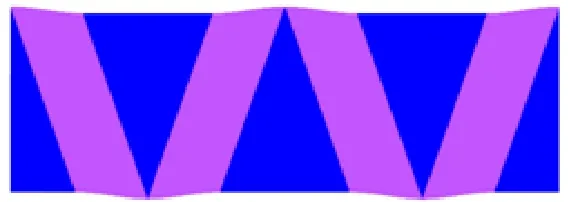
圖12 整體展開圖
(1)展開過程詳解。
①畫3D模型確定壓彎線方向:依設計圖畫3D模型,查看成型效果。
根據加工可行性確定壓彎線方向,同理以三角形的斜邊方向為壓制線方向。
②展開:觀察3D模型,此節點是由4個相同的三角形和4個相同的圓弧曲面組成,主要是把圓弧曲面化整為零,拆解成“豆腐塊”。
a.計算圓展開長度確定等分數量:圓按中徑計算周長為(2000-70)×π=6063.27mm。按每份在100mm內考慮取64等份,每份長度為 6063.27mm/64=94.74mm。
b.弦長,弧長對比:弧長取94.74mm時弦長94.70mm,弦高1mm,兩者相差0.04mm。滿足以直代弧要求。
c.確定壓制線方向:考慮加工能力,以三角形斜邊為壓制線方向,所有的壓制線都和三角形斜邊平行。
d.確定組裝時工廠焊接位置:觀察3D模型結合加,以三角形的斜邊為壓制線方向,以三角形的中間為工廠對接位置,確保焊縫數量控制在4條。
e.圓弧曲面拆解成“豆腐塊”:把1/4圓弧曲面分16等份,在每等份點做三角形斜邊的復制線,做1/4拆解。

圖13 拆解對比圖
圖14 1/4展開圖
將上步驟拆解的“豆腐塊”按順序在平面中攤平排列整齊,即為四分之一展開圖。
4 結語
在工程實例中,如圓-長圓過渡管(任意角度);異徑Y型三通管;四分之斜圓錐分料管等都可以采用先畫出3D模型,再反推拆分成“豆腐塊”的做法。即可保證展開圖形的準確性,又可減少材料損耗及誤差。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
