卷接機組切紙鼓輪風閥定位環的設計與應用
2020-01-17 08:07:50劉青松湯黎明張恒志
商品與質量 2019年42期
關鍵詞:質量
劉青松 湯黎明 張恒志
紅云紅河煙草(集團)有限責任公司曲靖卷煙廠 云南曲靖 655000
隨著消費品味的不斷提升,對卷煙質量的要求日益提高,為了更好地服務消費者及完成企業對質量和產量的要求,卷接設備必須以更好的狀態、更高的效率投入生產。
目前,多數卷接設備濾嘴接裝機的切紙鼓輪風閥,是通過均布于風閥座沉槽內的三根彈簧將風閥頂住并將其壓向切紙鼓輪來保證切紙鼓輪負壓吸風區域的風壓適當且不漏風,并保證通過風閥將壓縮空氣或負壓吸風分配到切紙鼓輪無風區、拉紙切割區、紙片保持區、紙片交接區和紙片剔除區的風壓穩定。由于風閥與切紙鼓輪相接處容易出現卡滯、間隙,導致切紙鼓輪負壓吸風區域風壓降低且不穩定,影響卷煙產品接裝質量,甚至出現漏氣等嚴重質量問題[1]。
為了解決濾嘴接裝機風閥和切紙鼓輪存在安裝費時、運行中風閥易卡死從而導致卷煙產品質量問題和設備有效作業率低下的問題,我們進行了相應的研究。
1 問題分析

圖1 切紙鼓輪及相關功能件的爆炸簡圖
如圖1所示,通常在安裝切紙鼓輪(9)時,要一只手壓住風閥(5),讓三盤風閥彈簧(4)處于壓縮狀態,另一只手將切紙鼓輪(9)托住延軸向推入直到壓住風閥(5),由于風閥(5)是空套在風閥軸(1)和風閥座(2)上的,風閥(5)在三盤風閥彈簧(4)和手的壓力作用下容易歪斜,在推入切紙鼓輪(9)時就容易卡死,所以安裝很費時。
另外,在工作過程中,不斷被磨損的風閥(5)始終通過三盤彈簧(4)壓到切紙鼓輪(9)上,由于三盤彈簧(4)不能提供均勻的彈簧壓力,風閥(5)容易卡死,并且風閥(5)磨損后工作端面無法保證與軸線的垂直度,也容易導致風閥(5)卡死,一旦風閥(5)卡死就會漏風,切紙鼓輪(9)負壓吸風區域壓力不足且不穩定,導致產生接裝紙泡皺、對搭口、接裝紙紙片切割長短不齊等質量問題,甚至出現漏氣等嚴重質量問題[2]。
2 方案詳述
針對存在安裝費時和風閥易卡死的問題,我們設計一個如圖2所示的卷接設備濾嘴接裝機切紙鼓輪風閥定位環(13)。
如圖3所示,風閥定位環(13)通過三顆鎖緊螺釘(14)固定在風閥軸(1)的特定位置處,均勻地壓住風閥(5)保證風閥(5)也處于風閥軸(1)某個特定位置處。此外,風閥定位環(13)空套在切紙鼓輪(9)的內孔中,兩者沒有任何接觸,不影響風閥(5)與切紙鼓輪(9)的接觸,但改變了風閥(5)與切紙鼓輪(9)的接觸壓力,通過風閥定位環(13)在風閥軸(1)上鎖緊位置的設定,可以保證風閥(5)與切紙鼓輪(9)之間既不漏風也無壓力,所以風閥(5)既不會卡死,也不會磨損,又可以方便切紙鼓輪(9)安裝[3-5]。
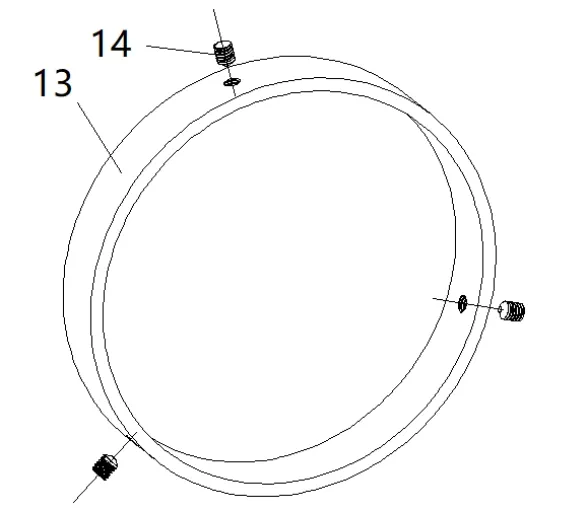
圖2 風閥定位環

圖3
3 結語
通過改造,在進行切紙鼓輪或風閥的更換與安裝時,可以通過襯套將風閥平整地固定在正確位置,然后能輕易安裝切紙鼓輪,另外,當風閥被磨損微小壓縮量后,將不再磨損,也不會漏風。所以該項目能夠大大降低接裝紙切割、傳遞產生的質量隱患和提高設備維修效率和設備有效作業率。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
