15T-40T挖掘機動臂加工工藝優(yōu)化
2020-01-17 08:07:46孔萌
商品與質(zhì)量 2019年42期
關鍵詞:測量
孔萌
徐州徐工挖掘機械有限公司 江蘇徐州 221000
1 15T-40T動臂機加工問題現(xiàn)狀分析
1.1 工裝通用性差,工件加工周期過長
由于15噸動臂和40噸動臂外形尺寸差別較大,當前使用的動臂加工工裝無法滿足15-40噸動臂加工需求,目前使用兩套不同的工裝進行加工。兩套工裝的加工范圍分別為15T-20T和20T-40T。由于兩套工裝之間不能通用,實際加工生產(chǎn)時只能使用單工作臺加工,工件裝夾找正及拆卸等輔助工序無法線下完成,導致機床停機時間過長,無法進行連續(xù)化加工,致使工件加工周期過長[1]。
1.2 手動試切效率低,質(zhì)量穩(wěn)定性差
現(xiàn)在,現(xiàn)場加工動臂使用的定位方式為采用兩主軸伸出相同長度然后用鋼直尺去測量每個孔端面距離主軸端面的長度來進行定位的。這種定位方式效率低,經(jīng)常出現(xiàn)“顧前不顧后”的情況,調(diào)節(jié)完前叉孔后又會出現(xiàn)定位孔偏移,需要反復多次的來回調(diào)整才能基本滿足加工的定位要求[2]。
2 15T-40T動臂加工工藝優(yōu)化
2.1 工裝通用化改進
針對現(xiàn)有工裝快速換型裝置移動距離過短,通用化弱的問題,通過延長底板及導軌,將快速換型裝置移動距離由過去的800mm增加為1200mm,實現(xiàn)15-40T動臂加工全覆蓋。在現(xiàn)有工裝的基礎上,改進快速換型裝置,更換滑動導軌和安裝底板增大快速換型裝置移動距離以此來增大工裝使用范圍,同時改進中間側(cè)面頂緊立柱的結(jié)構形式以及安裝布局,避免加工干涉,滑動導軌長度由1900mm更換為3000mm,通過改進,15T-20T動臂加工工裝可以通過快速換型實現(xiàn)20T-40T動臂加工,20T-40T動臂加工工裝亦可通過快速換型進行15T-20T動臂加工。工裝通用化改進完成后,每臺機床上放置的兩套工裝均可以加工15T-40T動臂,通過制定雙工作臺連續(xù)加工方案,實現(xiàn)了15T-40T動臂連續(xù)化加工,動臂裝夾、找正、拆卸以及修磨等輔助工序全部線下完成,大大縮短了機床等待時間,使得動臂單件加工周期縮短了30%,極大的提升了產(chǎn)品加工效率,另外,針對工裝定位及夾緊問題,將快速換型裝置定位與夾緊相結(jié)合,制作了工裝快速定位與夾緊機構,在大底板不同的位置設置了定位座,同時該定位座具有固定的作用為實現(xiàn)工件的快速定位及鎖緊的固定性,這種方式可以快速有效的進行定位,節(jié)約了大量的裝夾時間,促進了產(chǎn)能的提升。
2.2 端面測量應用推廣及運算宏程序優(yōu)化
使用簡單的自對中裝置進行工件的預調(diào)縮小裝夾造成的誤差。在動臂的前叉孔處及定位孔處固定一兩端螺旋線相反的梯形螺紋桿用做傳動,再在螺紋桿上旋入兩定位塊使定位塊與兩主軸間距產(chǎn)生對稱。這樣,當旋轉(zhuǎn)螺紋桿時帶動兩定位塊靠近或遠離,從而實現(xiàn)工件夾緊松開,并且在夾緊時會使工件自動的處于兩主軸中間位置,完成簡單的工件自對中工序。當找正完畢后,只需將自對中裝置反向旋轉(zhuǎn)幾圈即可將孔兩端面的壓板遠離工件表面。然后可以使活動壓板旋轉(zhuǎn)至工件下方避免加工干涉。采用先進的在機測量系統(tǒng),消除手動試切加工工序,并消除裝夾誤差。針對動臂需要通過試切確認對稱度的問題,通過對雷尼紹在機測量底層程序進行研究,調(diào)取端面測量程序包并在測量主程序中添加端面測量程序,并采用全局變量對端面測量數(shù)據(jù)進行提取,工件測量過程中即可實時顯示動臂左右兩側(cè)端面對稱偏差情況,操作人員可根據(jù)測量數(shù)據(jù),實時進行工件對稱調(diào)整,大大縮短了工件裝夾找正時間[3]。
針對運算宏程序傻瓜式報警問題,首先對雷尼紹在機測量底層基礎程序包進行分析,調(diào)取孔徑及端面測量過程中工件原點偏置值中的系統(tǒng)變量,并將該系統(tǒng)變量存儲在全局變量#521-#540中,測量數(shù)據(jù)調(diào)取完成后將其存儲在系統(tǒng)變量#602-#628中進行冷凍存儲;然后對測量數(shù)據(jù)進行空間尺寸計算及尺寸超差修正,由于測量原始數(shù)據(jù)通過宏程序進行冷凍,在坐標修正過程中,原始數(shù)據(jù)一直存儲在系統(tǒng)變量中,坐標修正完成后,通過將修正的坐標值與原始坐標值進行比對,當修正后偏心量超過圖紙要求的公差時,程序自動報警并指示報警坐標位置,當加工余量不足時,程序可以實現(xiàn)修正方向提示,通過上述改進實現(xiàn)超差變形結(jié)構件加工坐標可在機床現(xiàn)場修正及偏心量顯示,無需通過試切進行確認,大大降低了工件加工時間,同時有效避免了不合格品的產(chǎn)生,(原理見圖1)。
為了提高宏變量的可讀性,對在機測量系統(tǒng)測量過程和運算過程中涉及的宏變量進行重新布局,使宏變量截面更加清晰易讀。
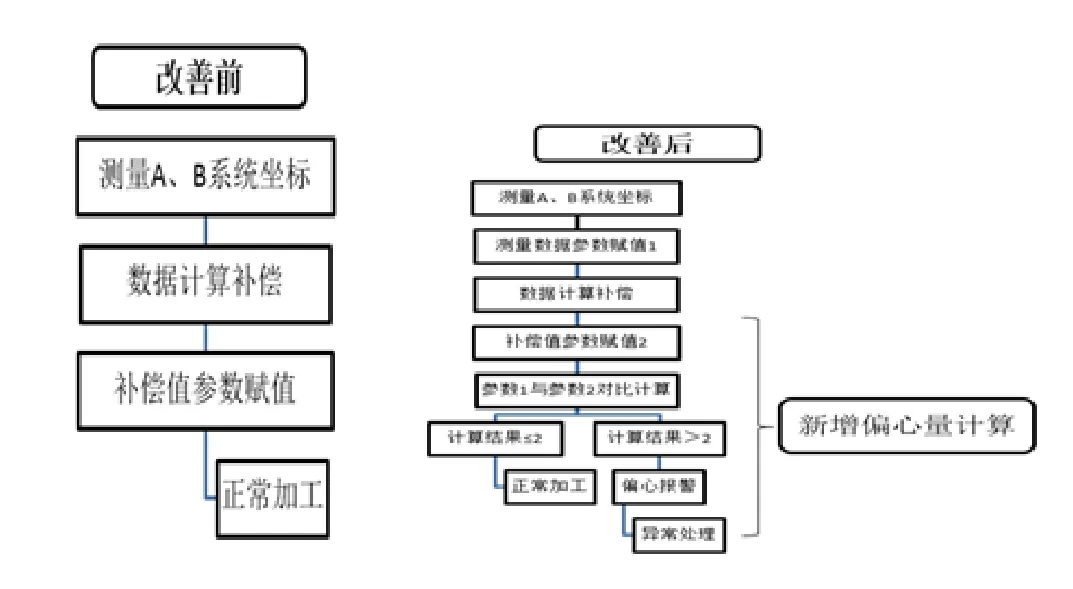
圖1 偏心量計算原理
使用在機測量時可以自動測量工件端面Z值,操作人員可以直接從機床顯示面板上讀取裝夾誤差值,操作人員可以根據(jù)左右兩側(cè)Z軸測量數(shù)據(jù)實時調(diào)整工件裝夾方向,及時消除因自對中誤差造成的裝夾誤差。
3 結(jié)語
通過工裝通用化改進,增大快速換型裝置行程,增加工裝裝夾范圍,實現(xiàn)動臂雙工作臺連續(xù)化加工員工輔助時間降低30%;推廣應用端面測量程序,優(yōu)化運算宏程序,消除手動試切工序,達到一次校驗合格率100%;設計制作專用防振工裝,提升耳板孔加工穩(wěn)定性,提升耳板孔加工質(zhì)量和效率。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數(shù)理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
