6063 鋁合金散熱器真空釬焊后基材強度提升探索
2020-01-18 04:03:52王一焱董陽華尹東海
中國鑄造裝備與技術 2020年1期
王一焱,董陽華,尹東海
(常州博瑞電力自動化設備有限公司,江蘇常州 213025)
直流輸電工程具有輸送容量大、輸電距離長、技術先進,優勢明顯的特點,核心器件在正常運行時通過晶閘管的大電流產生大量的熱量,使晶閘管、電抗器等元件溫度急劇上升。為防止這些元件因溫度過高而損壞,對各個元器件的冷卻十分重要。水冷散熱器便是冷卻的關鍵元件,其質量和性能直接關系到整閥運行。隨著需求提高,在滿足原有散熱性能需求的基礎上,還需散熱器表面強度足夠承受壓力防止變形進而避免影響散熱效果。因此提升釬焊后散熱器表面強度勢在必行。
本文通過在工藝過程中增加一道熱處理工序,并比對了原材料、釬焊后和熱處理后材料的力學性能和金相組織。試驗結果證明,熱處理后散熱器的表面強度有效提高,為后續工藝及生產提供一定參考。
1 工藝方案優化
散熱器經真空釬焊后,其表面經機械加工后使用。但經過真空釬焊過程后強度明顯下降,產品性能不能滿足工程現場的承壓及強度要求。
6063 鋁合金為6 系中等強度鋁合金,焊接性能優良,可進行熱處理[1]。供貨6063 鋁合金為T6處理狀態,該鋁合金抗拉強度為215MPa[2],其強度滿足工程配件使用要求。
考慮6063 鋁合金為可熱處理強化鋁合金,為了增強釬焊后散熱器基材強度,優化工藝方案,釬焊后增加熱處理工序。
6063 鋁合金可在510~530℃左右達到良好的固溶效果,幾經優化后選用518℃作為固溶溫度,因散熱器最厚處可達45mm,為保證固溶效果,固溶時間定為大于等于5 小時;固溶后考慮防止相變及使晶粒盡量細小,防止晶粒粗大,采用水冷方式進行冷卻以加快冷卻速度。固溶后的時效處理非常關鍵,時效不僅可使強化項彌析出、擴散到基材中,還可釋放應力。為達到最佳的熱處理效果,時效溫度選為160℃,時效時間定為8h,時效后采用空冷方式冷卻。
2 試驗過程及分析
試樣選取分別為原鋁材、真空釬焊樣品及隨爐試樣(隨爐試樣為與散熱器尺寸一樣的鋁型材)和焊接后熱處理強化試樣,分別進行力學性能測試[3]及金相組織分析。
力學測試試樣根據GB/T 228.1-2010 《金屬材料 拉伸試驗 第1 部分:室溫試驗方法》取樣,按照板材拉伸試件制樣,試樣尺寸為表1 所示。試樣寬度15mm,厚度4mm。
6063 鋁合金原材抗拉強度如表1 所示。
釬焊后鋁材抗拉強度如表2 所示。
布氏硬度如表3 所示。
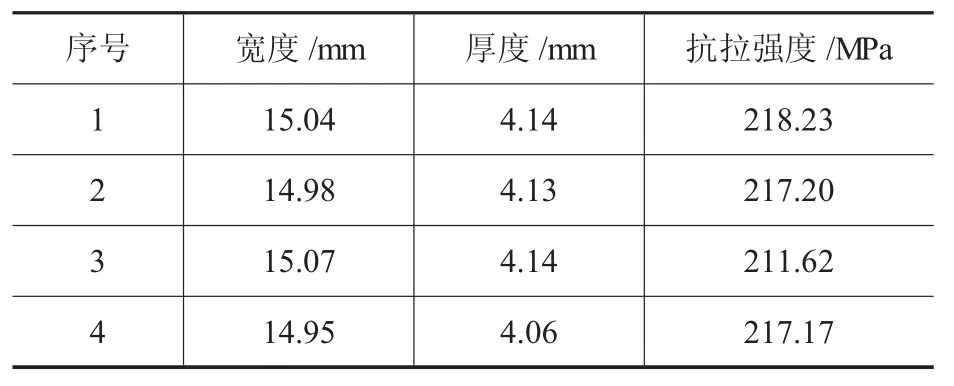
表1 鋁合金原材抗拉強度
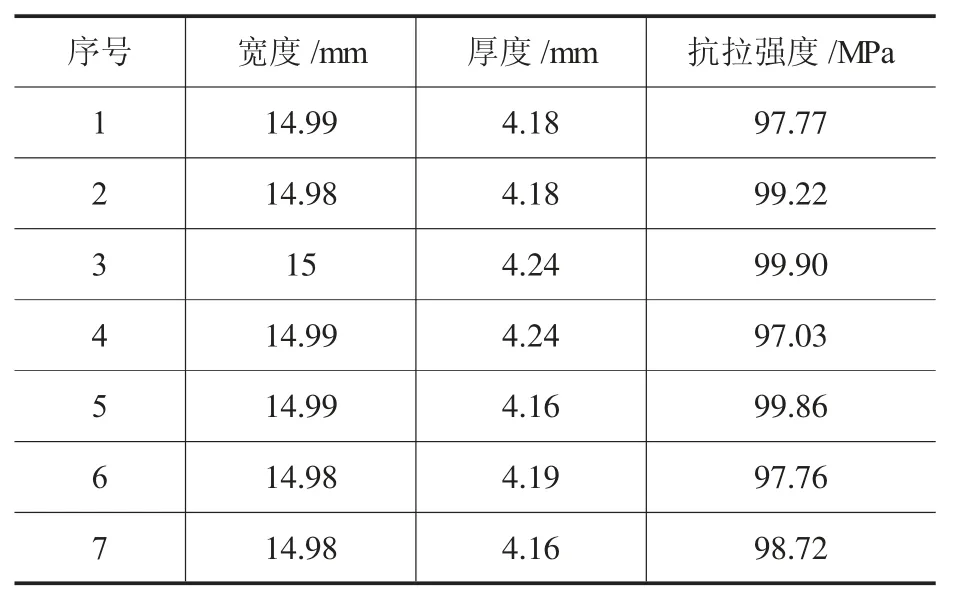
表2 釬焊后鋁材抗拉強度
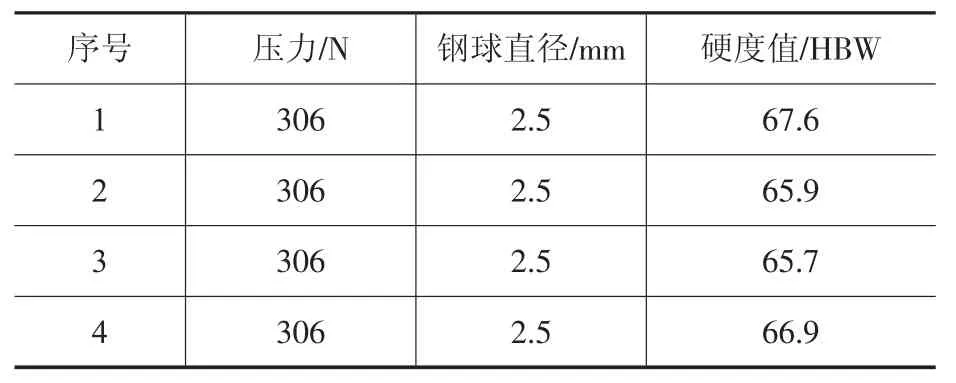
表3 鋁合金原材布氏硬度
由原材的抗拉強度及釬焊后鋁合金抗拉強度、布氏硬度可知,鋁合金原材抗拉強度平均值為216.055MPa,基本符合查表數值,而釬焊后鋁合金強度平均值為98.608MPa,釬焊后強度大幅下降,不到原材的一半;原材硬度平均值為66.525(HBW),釬焊后硬度平均值為33.407(HBW),也為原材的一半。
可見,經過釬焊后的鋁合金強度、硬度均大幅下降,可以把該過程看做材料的退火過程,不能滿足現場使用要求。
為使材料性能進一步提升,達到基本等同于原材的各項性能指標,改進工藝流程后,增加了釬焊后熱處理工序。熱處理后再次進行產品性能測試,依照前試驗,分別進行了抗熱處理后材料的拉強度和硬度測試,測試數據如表5 和表6 所示。
熱處理后材料布氏硬度如表6 所示。
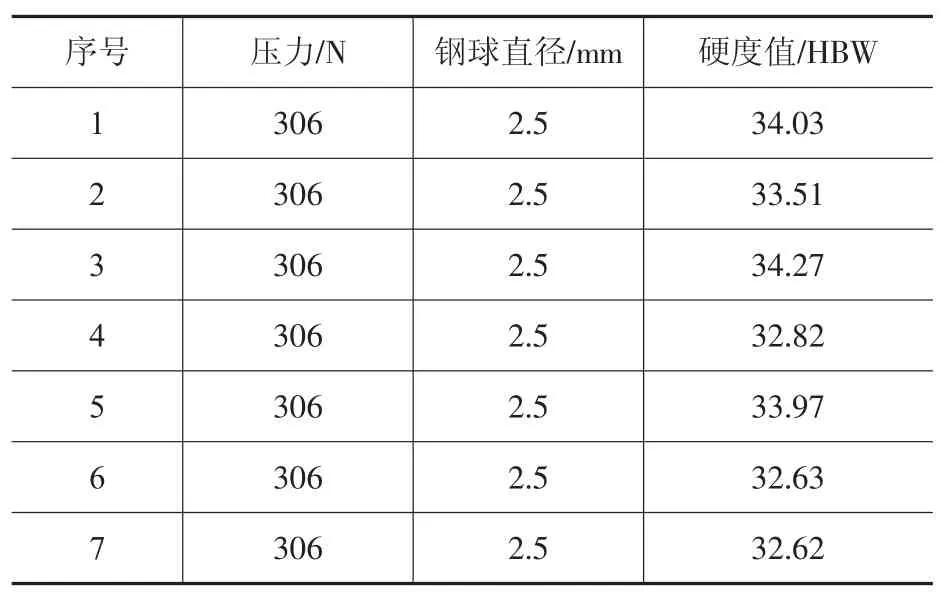
表4 釬焊后鋁材布氏硬度
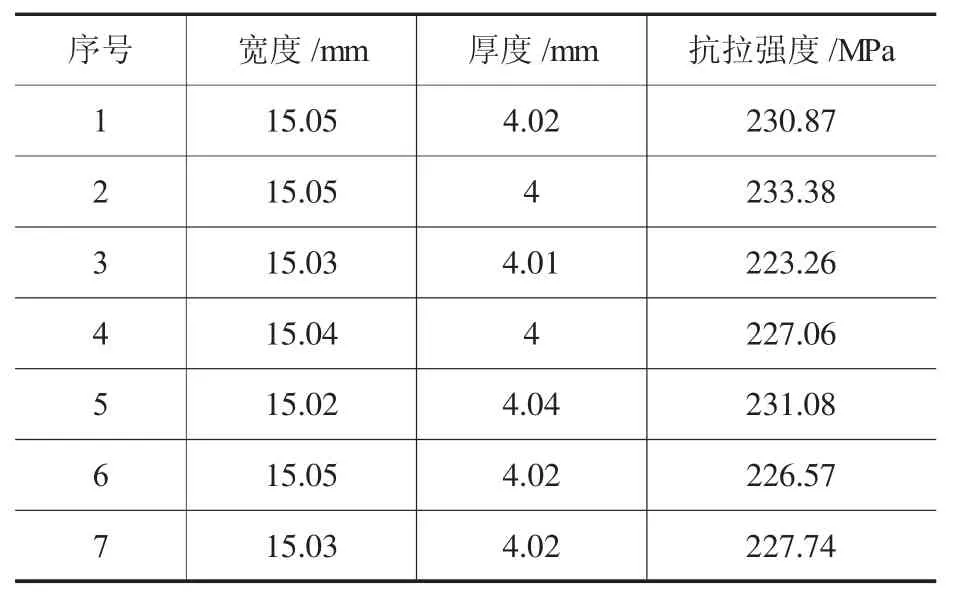
表5 熱處理后鋁材抗拉強度
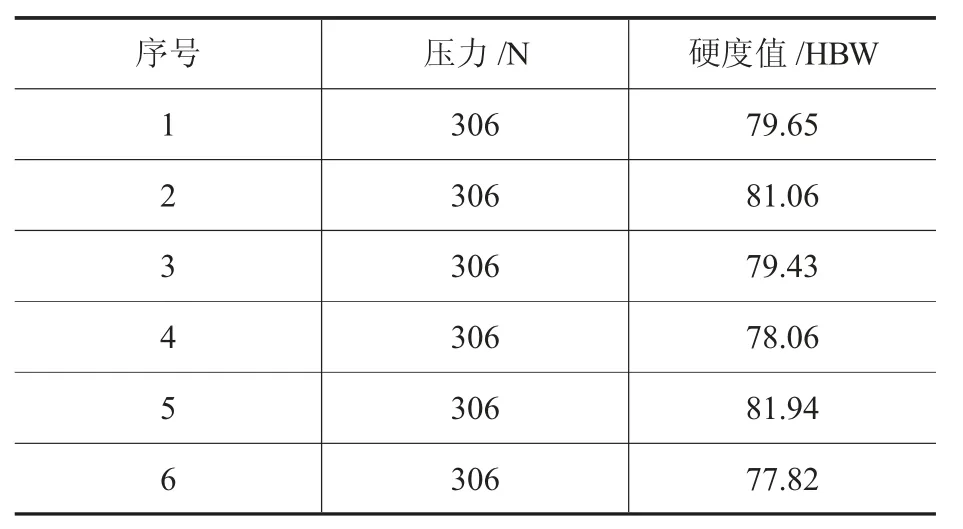
表6 熱處理后鋁材硬度
經過力學性能測試后發現增加熱處理工序后,鋁合金抗拉強度平均值可達到228.566MPa;硬度平均值也達到79.66(HBW),兩個性能指標均較釬焊后的材料翻倍提升,甚至略高于原母材的強度和硬度。
可見改進工藝流程,增加釬焊后熱處理強化工序可達到預期效果,產品性能可比肩原材性能,完全滿足設計及使用要求。
為了進一步研究其過程及機理,分別觀察了母材、釬焊后材料及增加熱處理工序材料的組織。取三個工藝階段的試樣,分別制成標準金相試樣后在金相顯微鏡下觀察。
原材為6063 鋁合金,T6 處理為固溶熱處理后進行人工時效,由金相組織可以看出,該狀態鋁合金組織晶粒大小均勻,強化相均勻、細小,這樣從根本上解釋了該材料具有較高的強度和硬度的原因。
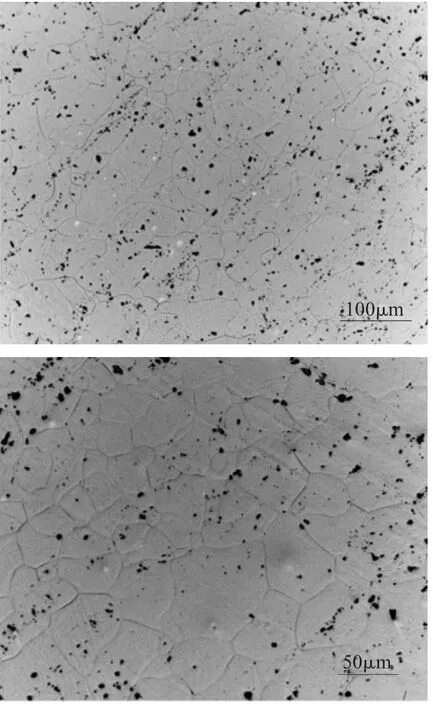
圖1 原材組織
將釬焊過程看成是一次退火過程,退火后強度和硬度均會大幅下降[4]。由圖2 釬焊后的金相組織可看到,經過釬焊過程,鋁合金晶粒變粗大,細小相長大、合并且呈現分布不均的狀態,顯微組織的變化引起了材料性能的變化,力學性能試驗也印證了這一點。釬焊后的抗拉強度和硬度均大幅下降。
為提升釬焊后產品力學性能,采取熱處理工藝,由圖3 可見,熱處理后強化相變小,分布逐漸均勻化,固溶和時效工藝使得析出的強化相重新彌散、析出,增加了基體組織的強度。
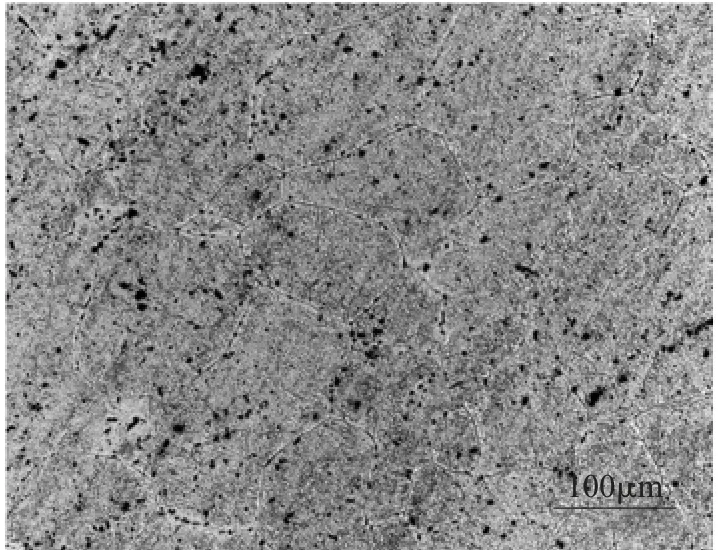
圖2 釬焊后基材組織
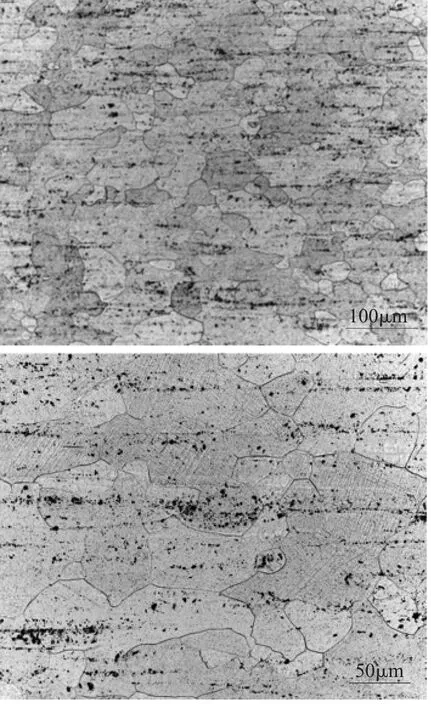
圖3 熱處理后基材組織
3 結論
本文研究了6063 鋁合金釬焊后強度提升及相應的熱處理技術,得出了以下結論:
(1)6063 T6 鋁合金散熱器釬焊后硬度、強度均大幅下降,可看成是退火過程。
(2)釬焊后采用518℃固溶,保溫5 小時以上;再經160℃,保溫8 小時后空冷的熱處理工藝后,材料的強度、硬度均明顯提高,甚至略高于原材。
(3)經過熱處理后散熱器滿足設計及工程使用需求。
