FDM 打印殼體類產品單螺旋快速成型方法
2020-01-18 04:03:52杜銀學周子翔
中國鑄造裝備與技術 2020年1期
虎 成,杜銀學,周子翔,劉 軼
(共享智能鑄造產業創新中心有限公司,寧夏銀川 750021)
FDM即為熔融沉積成型,是3D 打印技術的一種,在3D 打印領域有著至關重要的地位。在整個3D 打印過程中,FDM 設備將材料加熱熔融至半流體狀態時,按照零件截面輪廓軌跡擠壓出來,材料迅速凝固成型為有輪廓的薄層,層層堆積形成整個三維零件。
由于人們對快速成型技術的渴望,近年來FDM打印技術飛速發展。人們通過三維軟件設計出自己想要的三維模型,就能用FDM打印機快速生產出對應產品而無需模具,縮短生產周期,同時為人們提供了極大的方便。桌面級FDM打印機和工業級FDM 打印機能夠打印不同尺寸的三維模型,滿足了大部分人對產品的定制需求。通常情況下,打印頭只會在XY 軸運動結束后,才會在Z 軸運動進行下一步動作,導致當打印花瓶等殼體類產品,打印頭會不斷的非擠出移動、非連續Z 軸變化等,進行不必要的打印動作并造成打印缺陷。為解決上述問題,需要改善傳統的打印工藝和方法,以滿足高效快速成型需求。
1 單螺旋打印方法
FDM 打印機打印頭的運動軌跡均由切片軟件輸出的G-M代碼文件控制,所以為了達到殼體零件螺旋快速成型效果,需要修改切片軟件或者G-M代碼運動控制文件,使其能夠單螺旋打印零件輪廓部分,即在XY 面打印零件輪廓線條的同時,實現Z 軸運動變化的控制。此方法打破常規FDM打印逐層打印的界限,零件整體打印連續快速,將不會有不必要的打印動作。
2 總體設計過程
2.1 數據分析
切片軟件導入三維模型文件后,文件可以是STL 或者OBJ 等三維模型數據格式,通過切片處理技術,將三維模型沿著Z 軸高度,按照設定好的層厚,逐層將三維模型切片,切片后獲取到每層切片的二維輪廓線條數據,該數據是后續計算處理的重要基礎數據。同時分析該數據,如果同層具有兩個或者兩個以上二維圖形數據體,則該模型不適合單螺旋打印方法;如果只有一個二維圖形數據體,則適合使用該方法快速打印成型。圖1 為扭三棱柱產品示意圖,殼體底部適合傳統的FDM打印方法,側壁則適合單螺旋打印方法。

圖1 扭三棱柱產品示意圖
2.2 產品底層處理
為了滿足零件底部正常打印成型需求,底部采用一般FDM打印參數控制,主要參數有底層層數、輪廓圈數、輪廓間距、填充線間距、填充線和輪廓間距等,按照常規打印方法打印即可,打印路徑如圖2 所示。
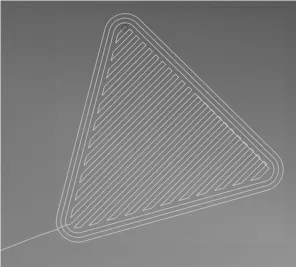
圖2 扭三棱柱底面打印路徑圖
2.3 單螺旋打印部分計算
完成底層處理后,開始計算處理單螺旋打印成型部分。按照逐層疊加路徑輸出底面和或頂面的打印代碼,這里設定底面的分切層數為N、層厚為D,其中層厚的單位為毫米。
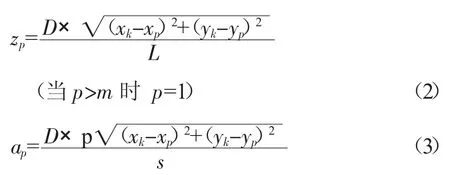
步驟一:計算第N+1 層的沿周輪廓周長L,將連續的沿周輪廓用各個緊密相連的離散點來表示,具體為(x1,y1),(x2,y2),(x3,y3)......(xm,ym),以設定的二維離散點來表示第N+1 層的沿周輪廓的周長L,如公式1。

步驟二:計算沿周輪廓上個離散點在高度方向的移動距離Z,具體地,當打印頭需要從第k 點移動到第p 點時,需要上升的高度方向的距離zp可按照公式2 計算,同時在此高度方向移動過程中打印頭的進給量ap可按照公式3 計算,其中公式3 中S 為擠出螺桿截面積,ρ 為流通系數。
步驟三:計算打印頭從當前層n 移動到p 點,在螺旋上升高度方向上的絕對移動距離Zp,按照公式4 計算。

步驟四:計算打印頭從當前層n 移動到p 點,在螺旋上升高度方向上打印材料的絕對進給量Ap,按照公式5 計算。

2.4 運動控制輸出
FDM 采用標準的G-M 機床控制代碼控制FDM設備進行打印,主要的控制語句有:
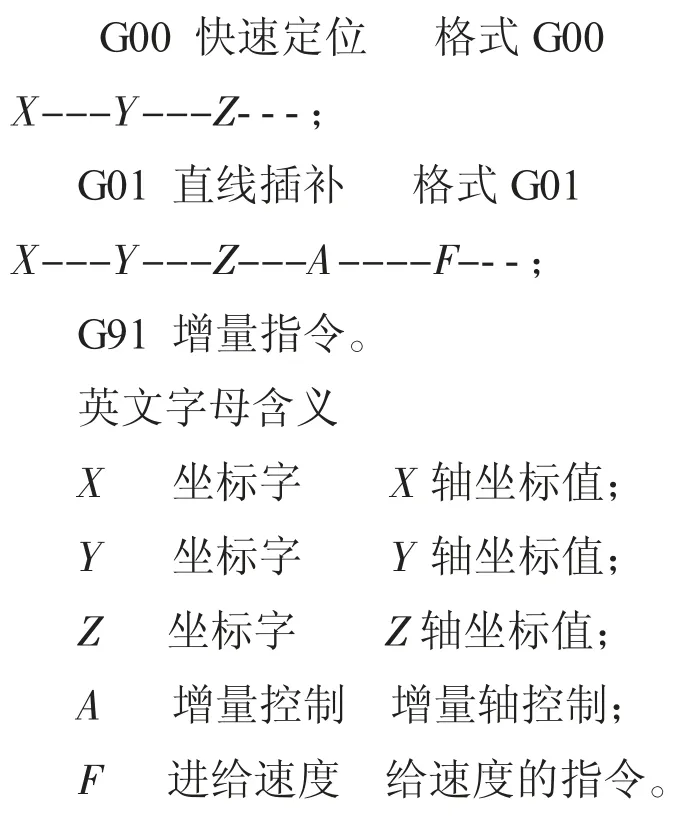
單螺旋和常規的FDM 打印運動控制語句相比,在螺旋快速打印部分,每句控制語句除了X 和Y 軸的移動變化外,還有Z 軸的變化控制,用以達到逐漸改變Z 軸實現螺旋效果,和常規打印完每層然后改變Z 軸高度效果區別明顯。打印頭從k點運行到p 點的控制語句,其格式為:

圖3 扭三棱柱螺旋打印路徑圖

2.5 其他切片軟件輸出二次處理
針對無法集成上述算法的切片軟件,可以通過對切片軟件輸出的G 代碼進行二次處理,將需要單螺旋打印的部分依據上述原理,分析處理成可以支持螺旋打印的機床代碼控制文件。
其主要的過程是:(1)提取模型的第一圈外輪廓打印數據;(2)計算該輪廓數據的周長;(3)根據周長平分每次移動中高度方向的變化值;(4)根據XYZ 移動值計算A 值擠出量;(5)刪除原先本層打印數據,最后依據上述重新輸出G 代碼,控制完成打印。
3 結論
針對殼體類產品,如花瓶、花盆、酒瓶、杯子、盒子、球體等各類容器結構產品,可將常規的逐層疊加打印路徑調整為螺旋上升打印路徑,實現了連續不斷的打印,并通過設置螺旋上升打印路徑的算法,實現了此方法的工業化應用,避免了逐層疊加打印需要打印頭停止工作和跳轉打印頭位置來打印造成的打印斷續、效率低、易發生拉絲等問題。
同時在打印所述殼體類產品的底面和頂面時,通過采用先打印外沿輪廓,后以往復打印路徑方式填充內部結構的方式,也在最大限度上避免了打印頭停止工作和跳轉的次數,提升了打印效率。
該方法突破了3D 打印逐層逐面打印的傳統限制,將每層的二維圖形的點和線逐個沿高度方向拉伸,實現了Z 軸高度方向的螺旋疊加,雖然不可避免的會損失部分精度,但仍可在工藝品等打印外表質量要求大于精度要求的方面廣泛應用推廣。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
兒童故事畫報(2019年5期)2019-05-26 14:26:14
光學精密工程(2016年6期)2016-11-07 09:07:19
Coco薇(2016年2期)2016-03-22 02:42:52
核科學與工程(2015年4期)2015-09-26 11:59:03
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
