某受力耐磨鑄鋼件脆性斷裂的原因分析及改善措施
2020-01-18 04:03:56周子龍白冬冬潘多龍杜天彬呂昌略
中國鑄造裝備與技術 2020年1期
周子龍,白冬冬,潘多龍,杜天彬,呂昌略
(江蘇朗銳茂達鑄造有限公司,江蘇江陰 214445)
某受力耐磨鑄鋼件材質為ZG35CrMnSi,熱處理工藝為油淬+高溫回火調質處理工藝。該產品是采煤機重要的支承裝置和高強度受力耐磨部件;由于煤礦井下地質條件惡劣,在工作過程中該鑄鋼件受力復雜,在服役過程中,曾發生服役早期即產生斷裂現象,鑄鋼件斷面粗糙無明顯塑性變形,呈脆性斷裂特征。
1 原因分析
1.1 化學成分分析
在鑄鋼件斷口附近取樣進行化學成分分析,鑄鋼件化學成分符合要求,具體結果見表1。

表1 斷裂鑄鋼件的化學成分 ωB/%
1.2 宏觀分析
經對鑄鋼件斷口部位進行宏觀分析,鑄鋼件斷面粗糙,無明顯塑性變形,整體呈脆性斷裂特征,其形貌見圖1。在10 倍放大鏡下觀察,斷口呈典型的巖石狀斷裂,裂紋沿初生奧氏體晶界擴展,晶粒尺寸約5~10mm,其形貌見圖2。

圖1 斷口實物形貌
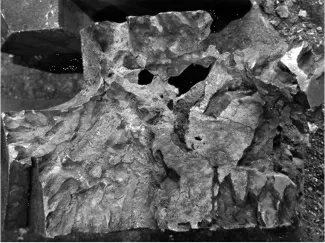
圖2 斷口放大形貌
1.3 金相分析
在鑄鋼件斷口部位進行取樣,進行非金屬夾雜物和金相組織檢查,非金屬夾雜物評定級別為Ⅰ、Ⅲ型細系1 級,粗系0.5 級;Ⅳ型0.5 級。非金屬夾雜物符合要求,具體見圖3。斷口處組織未回火索氏體+貝氏體,表面組織為回火索氏體,奧氏體晶粒度約8 級,未見過熱、過燒現象。金相組織符合要求,具體見圖4~6。

圖3 非金屬夾雜物
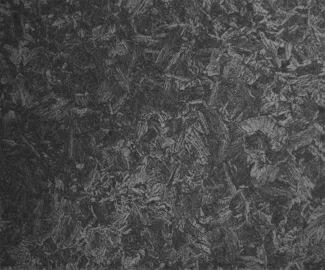
圖4 斷口處組織500×
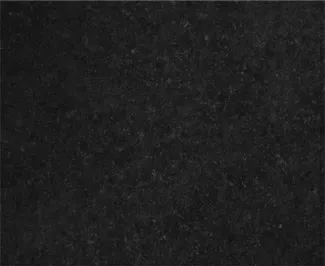
圖5 表面組織100×
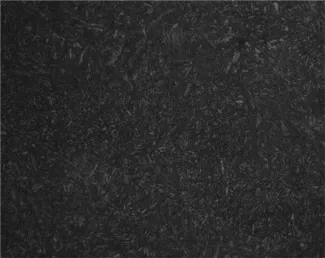
圖6 表面組織500×
1.4 外觀形貌和能譜分析
對鑄鋼件斷口部位取樣進行微觀形貌分析,分析結果顯示斷口表面初生奧氏體晶界棱面清晰可見,部分棱面上可見沿一定位向分布的小刻面,小刻面光滑無異物,具體見圖7、圖8。

圖7 斷口微觀形貌
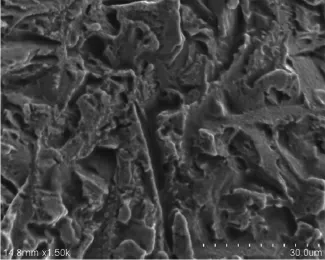
圖8 斷口微觀形貌
對鑄鋼件斷口部位取樣進行能譜分析,能譜在晶界位置存在較多的Fe-Mn 等元素能量的突變,具體見圖9。形成該現象的原因是由于鋼液中存在過多的Al 元素,由于Al 元素較Mn、Cr 元素氧化能力強,造成鋼水在冷卻過程中過多的Mn、Cr 元素被還原出來,在晶界形成Mn 的富集區,造成能量突變[1]。同時由于Al 元素的過剩,致使鋼水中的N 元素在高溫狀態下同其形成穩定的氮化鋁而使晶界脆化。
氮化鋁在奧氏體晶粒形成時以粗大薄膜狀析出于晶界,產生組織缺陷,降低鑄鋼件的塑性和韌性,增加晶間產生裂紋的傾向。這種粗大薄膜狀氮化鋁與其他彌散分布的夾雜物不同,其形態是厚度為0.05μm,其他尺寸不大于5μm 的薄膜,這種形態的氮化鋁夾雜物沿晶界分布,大大減弱了晶間的結合力,從而影響鑄鋼的力學性能[2]。
綜上所述,該耐磨鑄鋼件因工況惡劣受力復雜,同時因鋼中形成氮化鋁晶界脆化,導致鑄鋼件在服役早期產生脆性斷裂。
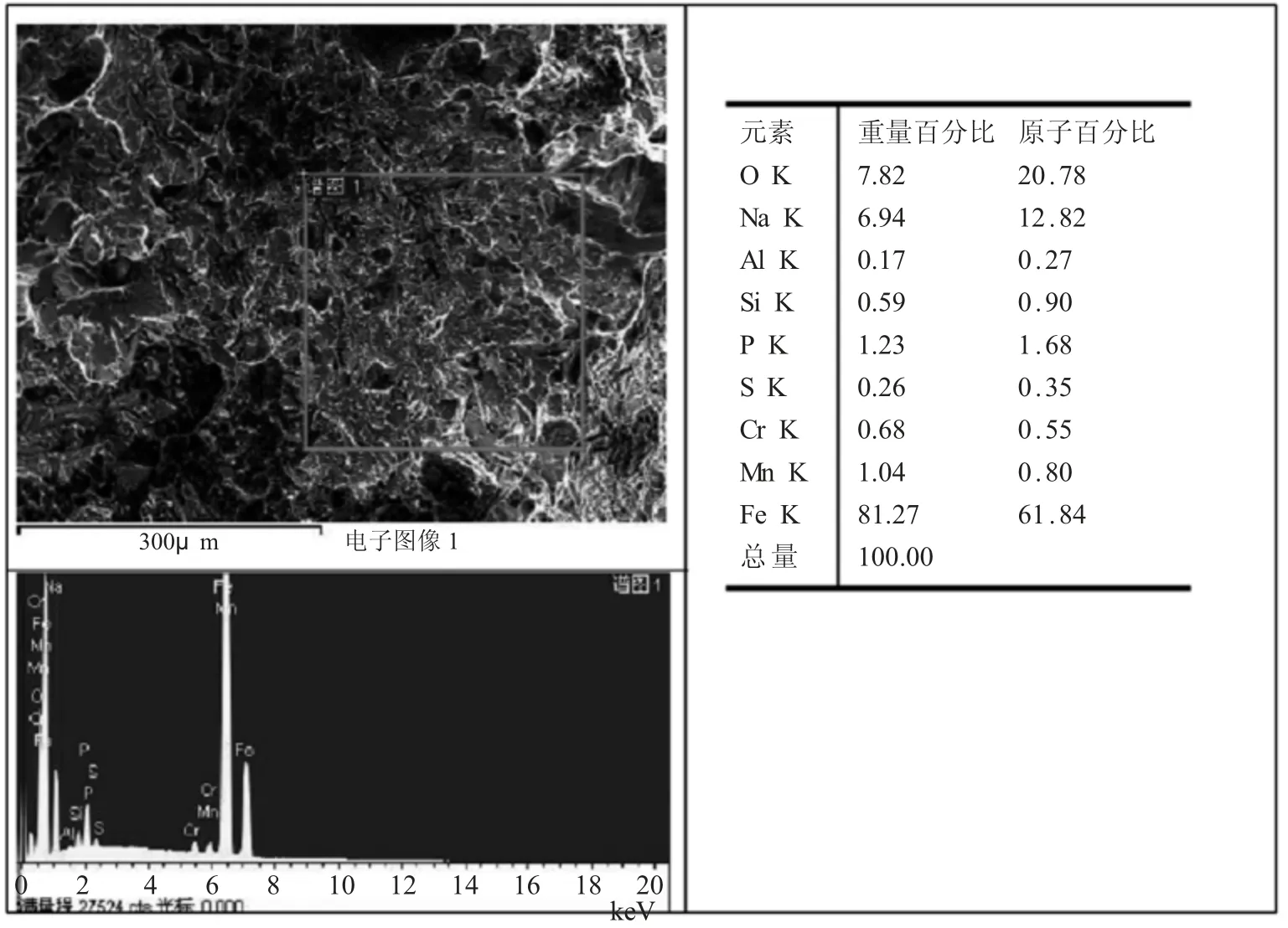
圖9 斷口能譜分析
2 改善措施
2.1 控制鋼中氮含量
鑄鋼中的氮含量與鑄鋼熔煉工藝、操作、原材料等有密切關系,對于中頻感應電爐而言,降低鋼中氮含量最直接的方法有以下幾種方式:
(1)嚴格控制廢鋼的清潔度和干燥度;
(2)嚴格控制回爐料的使用比例,回爐料加入量不能超過50%;
(3)在扒渣過程中盡量減少或避免鋼液裸露,減少鋼液吸氣;
(4)采用爐外精煉手段降低氣體含量,這是去除鋼液中氣體的有效方法。
2.2 控制鋼中殘鋁量
(1)熔煉過程中嚴格控制脫氧鋁加入量進行鋼水終脫氧,確保殘余鋁含量控制在0.03%~0.06%為宜。純鋁脫氧是當前中頻感應爐脫氧所采用的非常成熟的工藝。用硅、錳脫氧后,用鋁進行脫氧時,鋁的加入量應嚴格控制在0.08%到1.2%之間。
(2)采用復合脫氧工藝替代鋁終脫氧。采用由稀土、硅、鈣等為基本成分的復合脫氧劑+鋁進行終脫氧,減少鋁的加入量。采用復合脫氧劑對鋼中非金屬夾雜物進行了變質處理,且由于鋼液凝固過程中Ca2N2領先于氮化鋁析出,不會對晶間的結合力產生較大影響。同時采用復合脫氧工藝減少鋁的加入量控制了殘余鋁含量,避免了氮化鋁的形成,達到防止脆性斷口的目的。
3 結論
(1)鑄鋼中如果殘鋁量過高,鋼液凝固過程中析出氮化鋁致使晶界脆化,工件在服役過程中容易產生脆性斷口。
(2)控制好鋼中氮含量和殘余鋁含量,尤其是殘余鋁含量不超過0.06%就可以避免氮化鋁的形成,從而減少或消除脆性斷口發生的可能。
