焊接機(jī)器人示教編程過程中存在的問題及解決辦法
2020-02-04 16:05:07王東銳殷榮幸
現(xiàn)代商貿(mào)工業(yè) 2020年3期
關(guān)鍵詞:解決辦法
王東銳 殷榮幸
摘 要:通過對焊接機(jī)器人在示教編程過程中示教點(diǎn)位置精度的研究,找出影響焊接機(jī)器人示教精度的因素,并提出具體的解決辦法,從而讓焊接機(jī)器人快速示教編程成為現(xiàn)實(shí)。
關(guān)鍵詞:焊接機(jī)器人;示教點(diǎn);示教精度;解決辦法
中圖分類號:TB 文獻(xiàn)標(biāo)識碼:Adoi:10.19311/j.cnki.1672-3198.2020.03.092
0 前言
近幾年隨著勞動力成本的提高,以廉價(jià)勞動力為支撐的“中國制造”經(jīng)濟(jì)模式難以為繼。作為“工業(yè)栽縫”的焊接,是工業(yè)生產(chǎn)中不可缺少的加工手段;同時(shí),由于焊接煙塵、弧光、金屬飛濺等的存在,主動學(xué)習(xí)焊接或者從事焊接方面工作的人員也比較少。在這種情況下,采用機(jī)器人焊接是解決目前我國經(jīng)濟(jì)發(fā)展過程中焊接人員缺失的最有效方法。
焊接機(jī)器人在使用過程中,主要利用示教編程進(jìn)行焊接程序的編寫,既通過人來操作示教器,引導(dǎo)機(jī)器人記錄需要焊接的路徑。而示教點(diǎn)位置的精度直接影響到焊接機(jī)器人焊接的質(zhì)量,從而決定了焊接機(jī)器人的焊接效率。如何解決焊接機(jī)器人示教過程中示教點(diǎn)的精度就尤為重要。
1 焊接機(jī)器人的示教過程
焊接機(jī)器人的“示教”過程就是焊接機(jī)器人的學(xué)習(xí)過程,大多數(shù)機(jī)器人是通過人工引導(dǎo)示教。焊接時(shí),操作人員依據(jù)焊縫形狀和位置,按照焊接順序引導(dǎo)機(jī)器人焊槍運(yùn)動,模擬焊接過程,焊接機(jī)器人記錄運(yùn)動軌跡上主要點(diǎn)的位置,從而達(dá)到記錄運(yùn)動軌跡,這個(gè)過程實(shí)際就是示教編程過程。這些點(diǎn)位置是否人工示教的準(zhǔn)確決定了焊槍運(yùn)動軌跡的準(zhǔn)確性,也就是焊縫位置的準(zhǔn)確性。排除焊接參數(shù)設(shè)置的影響,可以說,示教編程的精度,決定了焊接時(shí)焊縫的質(zhì)量。
2 影響焊接示教編程的因素
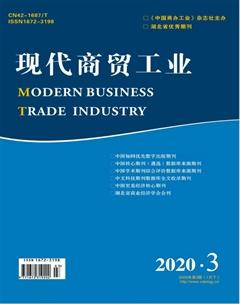
(1)采光不足的問題。如圖1為焊接示教編程過程,在操作過程中我們發(fā)現(xiàn)在角焊縫位置示教時(shí),明顯的光線不足,操作人員很難在短時(shí)間找到準(zhǔn)確點(diǎn)的位置。如果記錄的點(diǎn)位置不準(zhǔn)確,就會影響到焊縫的位置及焊接質(zhì)量。
(2)焊絲伸出長度變化的問題。焊接示教時(shí),焊接的幾個(gè)軸不斷地變換位置及角度,一會展開,一會回縮。在這個(gè)過程中,安裝在機(jī)器人上臂的送絲軟管就會不斷地展開及回縮,在這個(gè)過程中就會造成焊槍口焊絲伸出長度的變化(一般保持在15mm)。而我們在示教時(shí),一般以焊絲端頭點(diǎn)來確定示教位置,如果這個(gè)點(diǎn)不準(zhǔn)確,示教出來的位置就不準(zhǔn)確,焊接的位置也就不準(zhǔn)確,機(jī)器人焊接出來的焊接質(zhì)量就不能保障。
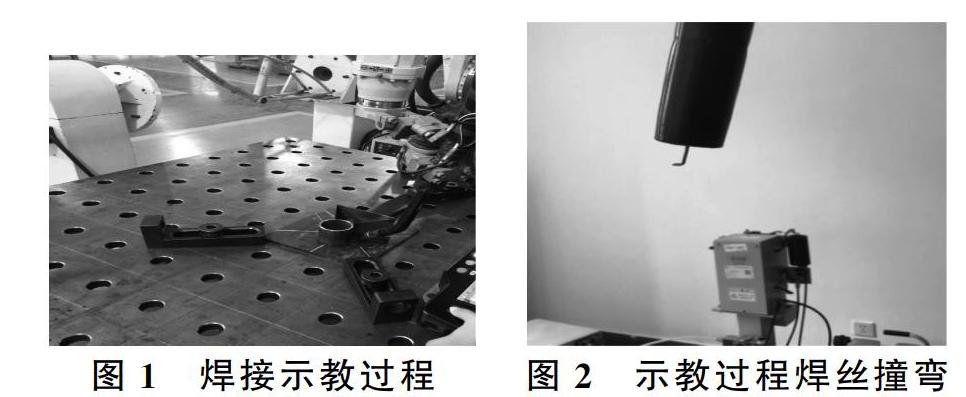
(3)焊絲易撞彎的問題。如圖2所,焊接示教時(shí),經(jīng)常由于焊縫長度較長,示教點(diǎn)較多,示教時(shí)會造成焊絲撞彎曲的現(xiàn)象,從而造成示教點(diǎn)位置精度不夠,影響焊接質(zhì)量。
3 提高焊接機(jī)器人示教過程精度的辦法
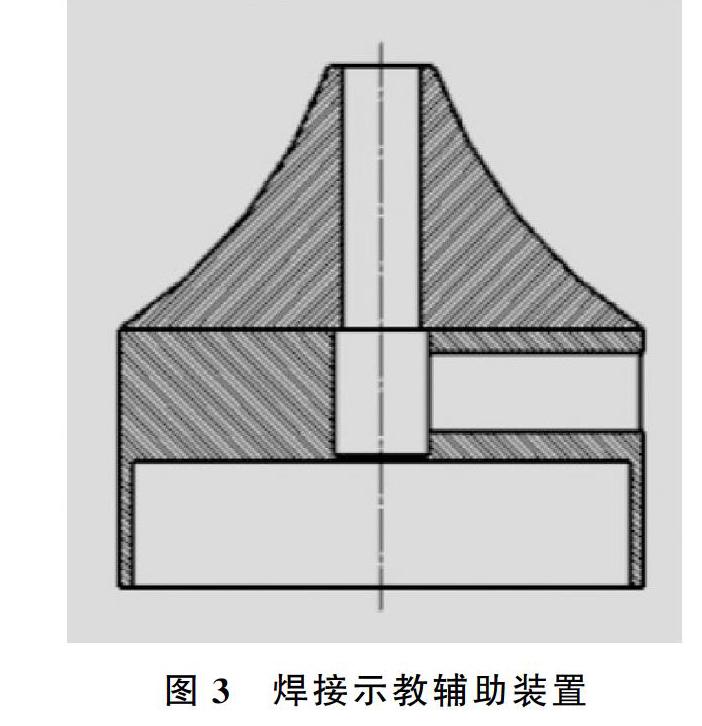
如圖3為焊接機(jī)器人快速示教編程輔助裝置示意圖。把該輔助裝置裝在焊槍頭部,安裝以后該裝置頭部點(diǎn)的位置相當(dāng)于以前焊絲伸出長度為15 mm時(shí)的位置。該位置點(diǎn)不論機(jī)器人臂如何變化也不會受影響。從而解決了焊絲伸出長度變化影響示教點(diǎn)精度的問題。
在該輔助裝置中加裝了照明用的強(qiáng)光燈,通過加強(qiáng)光燈來解決示教過程中光線不足的問題。
該輔助裝置是由塑料制成,在頭部裝上接觸傳感器,在示教時(shí)通過傳感器來判斷是否接近示教點(diǎn)的位置,在接近示教點(diǎn)2 mm位置亮紅燈;在接近示教點(diǎn)0.5 mm亮綠燈,這樣很方便地判斷示教點(diǎn)的位置。這樣我們就很好地通過裝置本身的材料和接觸傳感器很好地解決了在示教過程中碰撞問題。
參考文獻(xiàn)
[1]傅積和.焊接數(shù)據(jù)資料手冊[M].北京:機(jī)械工業(yè)出版社,1999.
[2]馬淑秋.半自動CO2氣體保護(hù)焊在生產(chǎn)中的應(yīng)用研究[J].沈陽工程學(xué)院學(xué)報(bào)(自然科學(xué)版),2011,(01).
[3]霍曉敏,唐清山.二氧化碳?xì)怏w保護(hù)焊在薄板焊接中的應(yīng)用[J].四川建筑科學(xué)研究,2009,(06).
[4]柯鼎華.二氧化碳?xì)怏w保護(hù)焊在供水管道上的應(yīng)用[J].科技創(chuàng)新導(dǎo)報(bào),2008,(13).
[5]劉會波.焊接機(jī)器人技術(shù)在160km/h快捷貨車轉(zhuǎn)向架中的應(yīng)用[A].中國鐵道學(xué)會車輛委員會快捷貨車轉(zhuǎn)向架技術(shù)交流會論文集[C].2015.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年19期)2021-12-06 03:20:24
現(xiàn)代畜牧科技(2021年10期)2021-11-19 08:42:22
建材發(fā)展導(dǎo)向(2021年11期)2021-07-28 06:57:14
今日農(nóng)業(yè)(2020年17期)2020-10-27 03:10:52
今日農(nóng)業(yè)(2020年16期)2020-09-25 03:05:08
今日農(nóng)業(yè)(2020年14期)2020-08-14 01:10:28
建材發(fā)展導(dǎo)向(2019年5期)2019-09-09 09:25:16
經(jīng)濟(jì)技術(shù)協(xié)作信息(2018年30期)2018-11-22 06:20:26
通信電源技術(shù)(2018年5期)2018-08-23 01:17:22
海峽姐妹(2018年5期)2018-05-14 07:37:07