冷速對厚壁X80 三通焊縫組織及性能的影響
2020-02-06 12:52:24李盛牛靖殷咸青張建勛劉迎來馮耀榮
精密成形工程 2020年1期
關鍵詞:焊縫
李盛,牛靖,殷咸青,張建勛,劉迎來,馮耀榮
(1.西安交通大學 金屬材料強度國家重點實驗室,西安 710049;2.中國石油集團石油管工程技術研究院,西安 710077)
X80 鋼往往通過控制含碳量(加入Nb,Ti,Mo[1],B[2]等微合金元素)、控制軋制溫度和冷卻速度[2—3],來獲得以針狀鐵素體為主的組織,從而獲得了良好的強度和韌性,在長輸管線建設中得到了大量的應用[4]。X80 三通作為長輸管線建設中的重要部件,其質(zhì)量直接決定了整個管線的運行安全和壽命。X80 三通制作中除了要經(jīng)歷熱成形過程之外,為保證整體性能,往往需要進行整體熱處理。關于X80 鋼熱處理問題已有大量的研究報道[5—10],但X80 三通焊縫的熱處理組織脆化問題仍然是亟待解決的問題[11—13]。
大口徑X80 三通母管通常采用厚壁X80 母管制作而成。三通加工過程中要經(jīng)過多次熱過程和最終熱處理,該過程必然會對X80 鋼母管焊縫組織和力學性能產(chǎn)生較大的影響,所以了解厚板X80 三通焊縫淬火過程中不同厚度位置的溫度和冷速變化及其對組織性能的影響,對焊材選擇及制定合理的X80 三通淬火工藝具有重要意義。文中將基于有限元熱場計算結果,利用Gleeble3500 熱模擬試驗機對焊縫進行熱模擬試驗研究,以便為X80 三通熱處理淬火工藝提供一定的理論指導。
1 試驗方法及材料
1.1 淬火溫度場數(shù)值計算
以X80 三通母管為研究對象,壁厚為52 mm,建立軸對稱計算模型。在有限元計算過程中做如下假設:①淬火前初始溫度為910℃;② 構件處于無限大的質(zhì)量分數(shù)為10%的NaCl 溶液中;③淬火介質(zhì)溫度恒定在20℃。
1.2 焊縫熱模擬試驗
選用舞陽鋼鐵公司生產(chǎn)的52 mm 厚的X80 鋼板,大西洋焊接材料有限公司生產(chǎn)的X80 級焊管用CHW S17 埋弧焊絲(Ф3.2 mm)以及CHF102B 焊劑進行焊接。對試板開雙V 型坡口,坡口角度為55°,鈍邊為8 mm,留有2 mm 間隙進行埋弧焊接。試驗用X80鋼及焊縫的化學成分見表1。

表1 試驗用X80 鋼及焊縫的化學成分(質(zhì)量分數(shù))Tab.1 Chemical composition of X80 steel and welds for testing (mass fraction) %
采用機械形式截取橫向熱模擬試樣,見圖1,焊縫位于試樣長度方向中部,試樣尺寸為 11 mm×11 mm×80 mm。利用Gleeble3500 熱模擬試驗機進行相變點測定,母材及焊縫金屬的相變點Ac1 和Ac3分別為:737℃和890℃;739℃和868℃。結合數(shù)值計算情況制定的熱模擬試驗參數(shù)在Gleeble3500 熱模擬試驗機上進行熱模擬試驗。
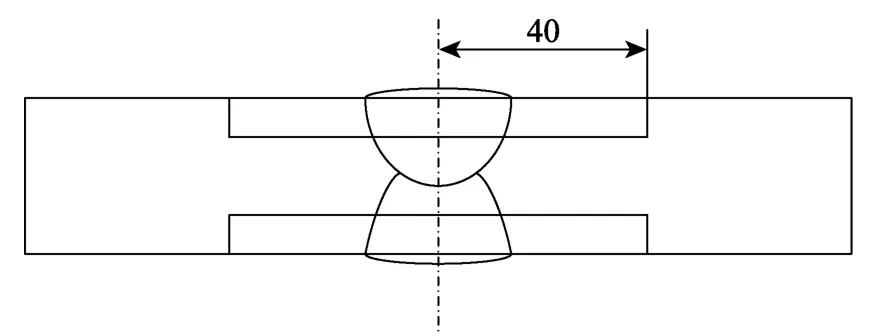
圖1 熱模擬試樣取樣位置示意圖Fig.1 Schematic diagram of sampling location of thermal simulation samples
熱模擬試驗完成后,對焊縫熱模擬區(qū)域進行了夏比沖擊試驗研究,沖擊試樣尺寸為10 mm×10 mm×55 mm 的V 型缺口試樣,沖擊試驗溫度為?30℃,沖擊試驗在JBC-300 型沖擊試驗機上進行。微觀組織分析在MEF4M 金相顯微鏡和JSM-6390A 型掃描電鏡上進行,并在所取試樣上進行了維氏硬度測試。為了進行對比,對焊后態(tài)焊縫也進行了相關試驗。
2 結果及分析
2.1 淬火過程數(shù)值計算結果
對52 mm 壁厚的三通淬火過程的溫度場進行了計算,計算過程中僅考慮了厚度方向的傳熱,所選計算模塊的邊緣與其他部位按照絕熱處理[14]。其中,所得52 mm 板厚的溫度場分布曲線見圖2a,可得知進入介質(zhì)后表面溫度快速降低,表面具有很快的冷卻速度,相對而言,板厚心部的冷卻速度較慢,進入淬火介質(zhì)的時間越長,板厚方向的溫度逐步趨于均勻。厚板在淬火過程中,表面和心部溫度存在較大的差異,這種差異會導致板厚內(nèi)部產(chǎn)生較大的殘余應力,因此,淬火后進行回火消應力處理很有必要。
在管線鋼連續(xù)冷卻過程中,管線鋼相變溫度區(qū)間(800~500℃)的冷卻速度是決定其組織和性能的關鍵因素。為此,根據(jù)有限元計算結果,提取了不同壁厚位置的相變溫度區(qū)間(800~500℃)的平均冷卻速度,并匯成圖2b 進行分析。從圖2b 可以看出,對于52 mm 板厚X80 而言,從表面到壁厚中心,其平均冷卻速度差異較大,表面下4 mm 到中心位置的冷卻速度在18.8~5.2℃/s 之間逐步降低,這必然會導致壁厚方向上組織和性能的差異。為此,為了研究熱處理冷卻速度對X80 鋼焊縫的影響,結合數(shù)值計算結果制定的焊縫熱模擬試驗參數(shù)見表2。
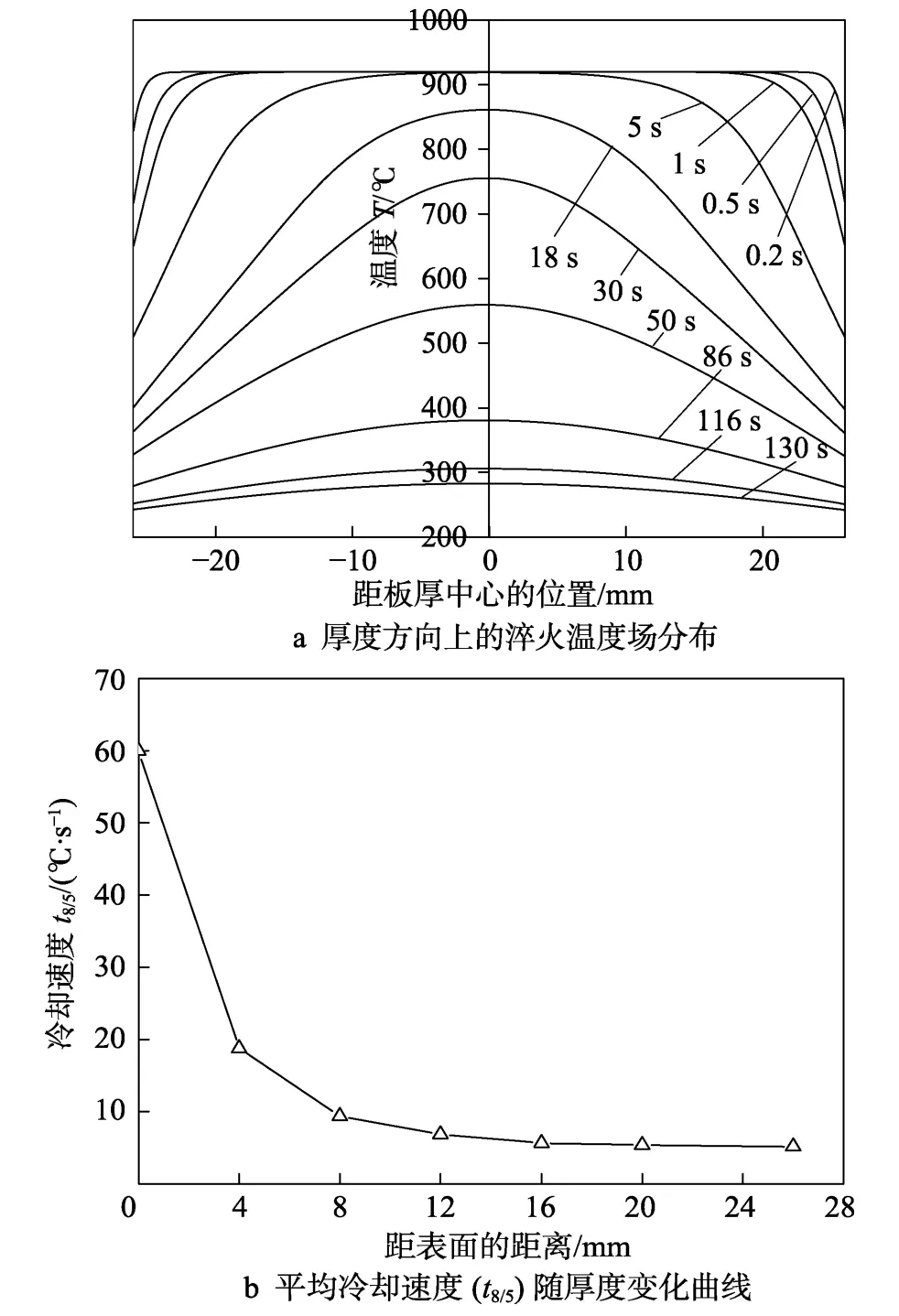
圖2 淬火過程數(shù)值計算結果Fig.2 Numerical calculation results of quenching process
表2 熱模擬試驗參數(shù)Tab.2 Parameters of thermal simulation test
2.2 焊縫沖擊試驗及硬度試驗結果
按照表2 中涉及的冷卻速度參數(shù)進行了焊縫的熱模擬試驗,并對熱模擬試樣進行了?30℃沖擊試驗和硬度測試,結果見圖3。從圖3a 的沖擊試驗結果可知,不同冷卻速度下的焊縫沖擊吸收功均低于焊態(tài)焊縫。說明試驗焊縫在進行淬火處理后,無論冷卻速度大小,其沖擊功均沒有得到明顯改善。就4 種冷卻速度后的沖擊吸收功來看,冷卻速度對焊縫韌性有一定的影響,5℃/s 冷卻速度的低溫沖擊功最差,10℃/s最優(yōu)。
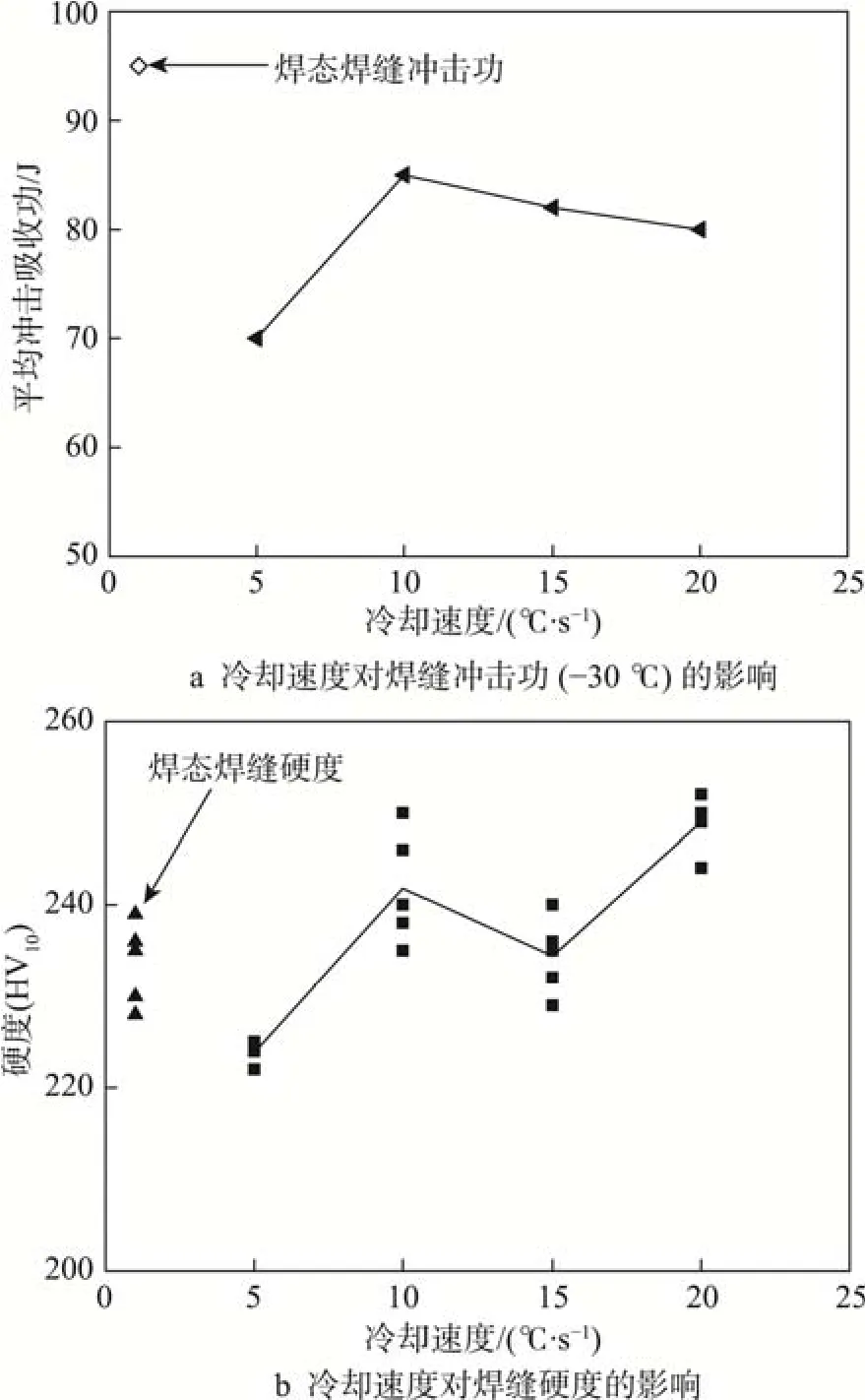
圖3 力學性能試驗結果Fig.3 Test results of mechanical properties
焊縫硬度試驗結果表明,5℃/s 冷卻速度狀態(tài)下,焊縫的硬度低于焊態(tài)焊縫;15℃/s 冷卻速度時的硬度與焊態(tài)焊縫基本相當;10℃/s 和20℃/s 冷卻速度下的焊縫硬度較焊態(tài)焊縫具有一定程度的提高,20℃/s 冷卻速度時硬度值提高最明顯,見圖3b。
試驗焊縫在910℃加熱保溫后,以不同冷卻速度冷卻后的沖擊吸收功和硬度較焊態(tài)焊縫均發(fā)生了一定程度的變化,說明試驗焊縫在質(zhì)量分數(shù)為10%的NaCl 溶液中淬火后,其壁厚不同位置的性能均勻性較差,這主要與不同冷卻速度下的焊縫微觀組織有關。
2.3 微觀組織分析
材料的性能決定于微觀組織。為了分析前述性能的差別,對焊態(tài)和不同冷卻速度下的淬火焊縫試樣進行了微觀組織分析。
焊態(tài)焊縫組織為典型的針狀鐵素體組織,柱狀晶界有一定量的先共析鐵素體呈不連續(xù)狀分布,見圖4a 和4b。在柱狀晶內(nèi)部,針狀鐵素體呈“編籃狀”分布,針狀鐵素體的晶界存在一定數(shù)量的M/A 島。這種組織組成可以使焊縫表現(xiàn)出良好的低溫韌性和較低的硬度。
當對焊縫進行了910℃加熱并以不同冷卻速度降溫后,其焊縫組織與焊態(tài)組織相比發(fā)生了很大的變化,見圖5。除冷卻速度為5℃/s 時焊縫的組織主要為準多邊形鐵素體(QF)以外,其他3 種冷卻速度下焊縫的淬火組織主要以粒狀貝氏體(GB)為主,也有少量的準多邊形鐵素體(QF)。仔細比較冷速為10,15,20℃/s 的微觀組織可以看出,隨著冷卻速度的增加,盡管加熱溫度相同,但其基體組織晶粒尺寸逐步細化;M/A 島的尺寸逐步減小,M/A 島形狀由長條狀逐步向顆粒狀轉(zhuǎn)化。
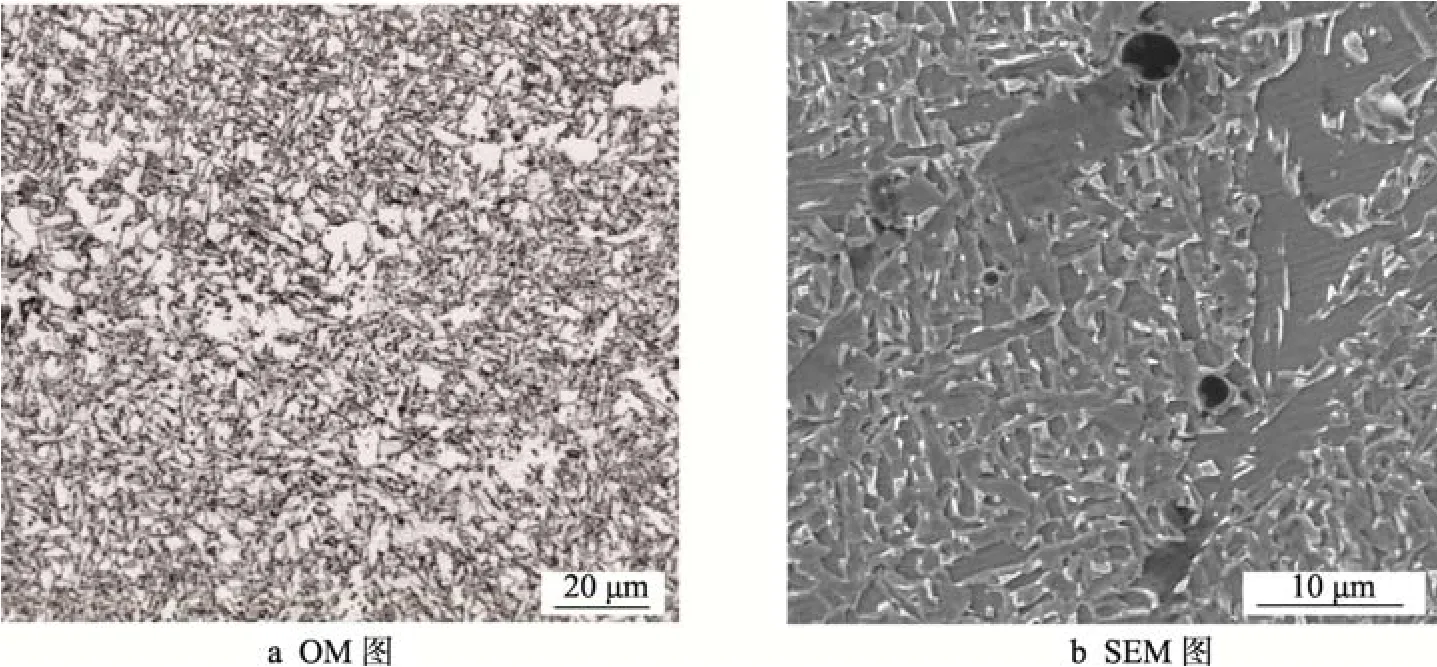
圖4 焊態(tài)焊縫的微觀組織Fig.4 Microstructure of as-welded metal
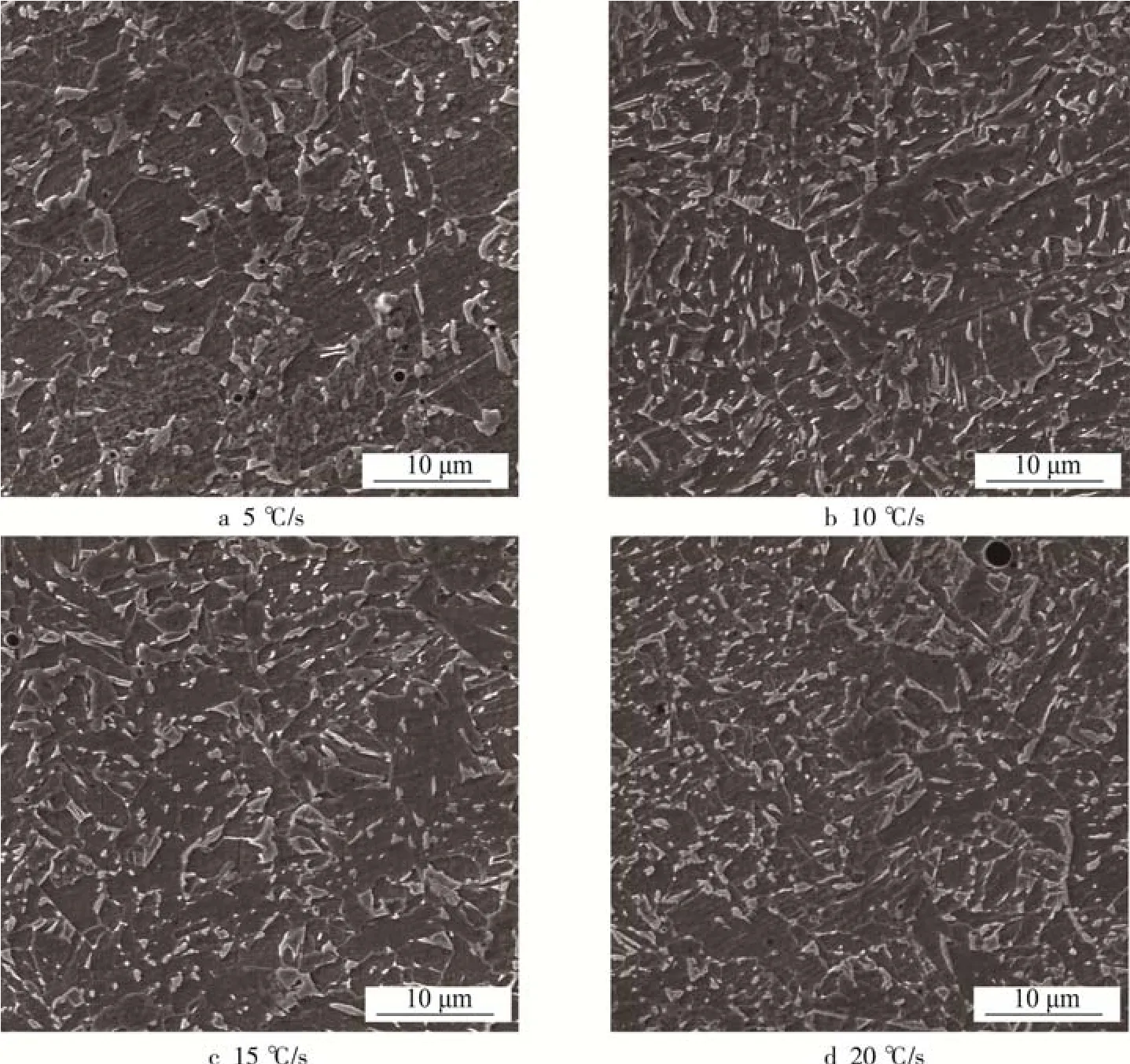
圖5 不同冷速下SEM 拍攝的焊縫微觀組織Fig.5 microstructure of weld photographed by SEM at different cooling rates
當冷卻速度為5℃/s 時,焊縫組織主要是準多邊形鐵素體,M/A 島以大塊狀存在于三晶界交匯位置,如圖5a,正因為這種組織狀態(tài),使焊縫表現(xiàn)出較低的硬度和較差的低溫韌性。因為大塊狀的M/A 島往往使材料變脆[15]。當冷卻速度達到10℃/s 時,焊縫組織中準多邊形鐵素體比例減少;晶界M/A 島比例降低,但大量M/A 島以長條狀和顆粒狀存在于粒貝組織晶粒內(nèi)部,并以長條狀M/A 島居多,見圖5b。這種組織具有較為良好的韌性和較高的硬度,良好韌性可能得益于基體中較低的含碳量和合金含量,而較高的硬度可能與大量的、高密度分布的M/A 島有關。當冷卻速度達到15℃/s 時,焊縫組織中粒狀貝氏體晶粒尺寸減小,晶界上存在較多的塊狀M/A 島;準多邊形鐵素體比例進一步降低;粒貝組織晶內(nèi)存在少量的長條狀和顆粒狀M/A 島,與10℃/s 冷卻速度狀態(tài)相比,長條狀M/A 島數(shù)量減少,見圖5c。粒貝中M/A 島數(shù)量的下降是焊縫硬度較前者有一定下降的直接原因;正是因為晶界大塊狀M/A 島的存在,使焊縫的韌性較前者下降,即使粒貝晶粒尺寸有一定的細化。當冷卻速度達到20℃/s 時,焊縫組織中粒狀貝氏體晶粒尺寸進一步降低,但仍然有少量準多邊形鐵素體存在,粒貝組織晶界上的M/A 島多以粒狀存在,晶內(nèi)存在大量的顆粒狀M/A 島,長條狀M/A 島數(shù)量較少,見圖5d。由此看來,當冷卻速度達到20℃/s時粒貝組織中大量、高密度的M/A 島存在,是焊縫硬度增加的主要原因,也是焊縫低溫韌性降低的主要因素之一。
2.4 綜合分析
對52 mm 厚X80 三通母管910℃淬火熱處理的熱模擬結果表明,在質(zhì)量分數(shù)為10%的NaCl 水溶液中冷卻時,板厚方向上的冷卻速度存在較大的差異,在X80 相變比較劇烈的800~500℃溫度區(qū)間,從表面到壁厚中心位置,其冷卻速度在60~5℃/s 之間逐步降低,見圖2b。正是這種冷卻速度的差異,導致了其微觀組織的差異,從而引起焊縫沖擊韌性和硬度的變化。壁厚中心冷卻速度最小,其引起的焊縫沖擊韌性降低最為明顯,所以,在X80 三通焊縫性能檢測中測試壁厚中心位置的沖擊韌性是控制焊縫韌性的重要途徑。
對X80 三通而言,熱成形后在質(zhì)量分數(shù)為10%的NaCl 水溶液中整體淬火處理是改善X80 三通母材組織和性能的重要途徑,冷卻過程中壁厚方向上較大的冷卻速度差異而導致的焊縫沖擊韌性劣化不可避免。不同冷卻速度下的X80 鋼焊縫熱模擬試驗結果表明,焊縫沖擊韌性的降低主要與冷卻過程中焊縫中產(chǎn)生的大量粒狀貝氏體有關。粒狀貝氏體中的大顆粒M/A 組元易于導致組織脆化[6,12,15]。在不同的冷卻速度下,壁厚不同位置產(chǎn)生的粒狀貝氏體晶粒大小和M/A 組元尺寸不同,致使焊縫沖擊韌性降低和差異。
文中對焊縫進行不同冷卻速度下的淬火熱處理熱模擬試驗時,采用的焊縫取自焊接試板的近表面,焊縫為以針狀鐵素體為主的焊態(tài)組織,見圖4。在X80 三通實際熱處理時,不同壁厚位置的焊縫組織并非完全焊態(tài)組織,距離表面越遠其組織經(jīng)歷的熱過程越復雜,所以,實際淬火處理后X80 三通焊縫壁厚中心位置的沖擊韌性可能會更差。在母材熱處理工藝確定的前提下,焊縫成分的優(yōu)化設計是X80 三通焊縫性能改善的必由之路。
3 結論
1)壁厚52 mm 的X80 三通在質(zhì)量分數(shù)為10%的NaCl 水溶液中淬火時,表面下4 mm 到中心位置在800~500℃溫度區(qū)間的冷卻速度在18.8~5.2℃/s 之間,并逐步降低。
2)910℃淬火時,分別以5,10,15,20℃/s 冷卻速度冷卻后,X80 焊縫的沖擊吸收功均低于焊態(tài)焊縫,5℃/s 冷卻速度的低溫沖擊功最差,10℃/s 最優(yōu),5℃/s 冷卻速度的狀態(tài)下,焊縫的硬度低于焊態(tài)焊縫,20℃/s 冷卻速度的硬度值提高明顯。
3)冷卻速度為5℃/s 時,焊縫組織主要為準多邊形鐵素體,在其晶界存在大塊狀的M/A 島,使焊縫表現(xiàn)出較低的硬度和較差的低溫韌性;冷卻速度達到10℃/s 時,基體晶粒尺寸有一定的降低,準多邊形鐵素體數(shù)量減少,晶界M/A 島體積減小,大量M/A島以長條狀和顆粒狀存在于粒貝組織晶粒內(nèi)部,組織表現(xiàn)出較為良好的韌性和較高的硬度。
4)厚壁X80 三通焊縫淬火時,沿厚度方向其組織和性能很不均勻,壁厚中心位置是三通焊縫質(zhì)量控制的重點。
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術學院學報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
