N80Q鋼級焊接性研究及評定
2020-02-22 10:07:18胡定榮包東力楊為民任武化王鐸
金屬加工(熱加工) 2020年1期
胡定榮,包東力,楊為民,任武化,王鐸
青海油田機械廠 甘肅酒泉 736202
本單位生產N80Q鋼級的套管,庫存有大量棄用的N80Q鋼級管材。2018年單位成立井口密封器項目,需要大量20管材。用庫存N80Q管材替代成為當務之急,相應的N80Q鋼級的焊接性研究也提上日程。
1 N80Q鋼材料性能分析
1.1 化學成分
對N80Q鋼級的焊接性相關研究領域,國內存在著空白。先從其化學成分復驗開始。N80Q化學元素分析依據檢測標準API SPEC 5CT—2011,化學成分見表1。

表1 化學成分(質量分數) (%)
1.2 力學性能和工藝性能
N80Q力學性能和工藝性能分析依據檢測標準API SPEC 5CT—2011。力學性能和工藝性能分析見表2。拉伸試驗的試件規格為φ139.7mm×9.17mm。
1.3 碳當量和冷裂紋敏感指數分析
通過計算得出N80Q的碳當量CE=0.589%>0.5%,冷裂紋指數Pw=0.46>0,有一定的淬硬組織,冷裂紋傾向敏感,焊接性比較差[1-2]。
2 焊接工藝評定
綜合考慮N80Q的焊接性,制定焊接工藝時,應降低焊接接頭的焊接應力、控制淬硬組織的產生,并設法減少焊縫中擴散氫的含量。
2.1 預熱溫度
通過計算確定焊接時預熱溫度為180℃,層間溫度均保持在180~200℃。
2.2 焊前準備
1)將坡口兩側20mm的范圍內用拋光機將鐵銹、油污及雜物清理干凈。
2)接頭形式采用管對接接頭進行工藝評定。
3) 焊工資質及焊接設備。具有相應焊接資質的焊工擔任焊接。焊接設備選用ZX7-400S逆變式焊機。
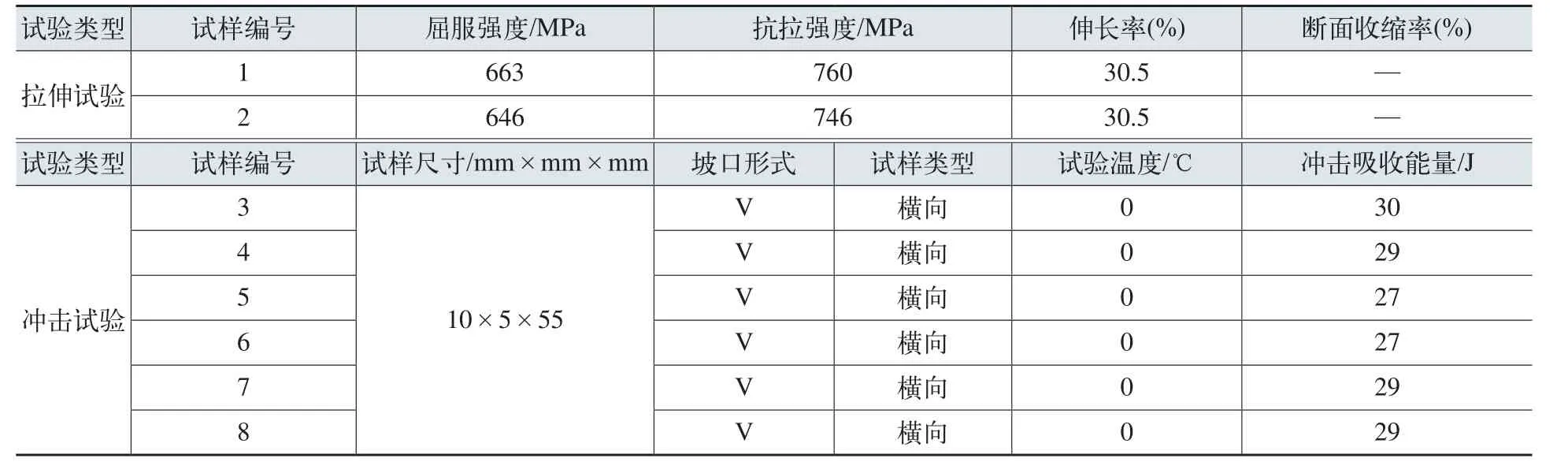
表2 力學性能和工藝性能分析
4)焊接材料的選用。為了保證具有與產品技術條件相匹配的力學性能,選用E8015-G低氫焊條和ER76-1焊絲。焊條烘干溫度350℃,烘干1h。此類焊條盡量使用多少烘干多少,切不可重復烘干。焊條的領取和發放嚴格按使用規定發放,使用時焊條存放在保溫筒中,隨用隨取。
2.3 焊接環境
為了保證焊接的順利進行,此焊接在廠房內進行。環境溫度20℃以上,風速<10m/s,廠房相對濕度<20%。
2.4 焊接方法及焊接順序
焊接方法采用氬弧焊打底,焊條電弧焊填充和蓋面,即單面焊接雙面成形法。焊完每一層,采用拋光機和鋼絲刷將焊道內藥渣及飛濺清理干凈。各焊層焊道的接頭應盡量錯開。
2.5 預熱溫度
焊前預熱可以有效地降低冷卻速度,防止冷裂紋產生,從而改善接頭的組織,并有利于氫的析出,是生產中最常用的一種方法。我們采用電腦溫度控制儀器進行電阻絲加熱,當溫度達到260℃時開始焊接。
2.6 層間溫度的控制
焊接過程中,繼續采用電腦溫度控制儀器進行電阻絲加熱,保證層間溫度在260~270℃之間,并用紅外線測溫儀器測定焊道,保證焊道的溫差在±10℃之間。
2.7 焊接熱輸入的確定
由于N80Q的焊接性,制定焊接工藝時,應降低焊接接頭的焊接應力,控制淬硬組織的產生,設法減少焊縫中擴散氫的含量,采用小的熱輸入,減少粗晶區NbC的固溶分解及晶粒長大,防止冷卻速度過大而出現淬火組織,提高塑性和韌性。焊接時適當選擇小電流、低電弧電壓和適當提高焊接速度來控制焊接熱輸入,同時焊接時采用多層多道焊法,焊條盡量不擺動。
2.8 焊后熱處理
用罩式熱處理爐進行焊后熱處理,淬火溫度(8 5 0±1 0)℃,保溫2 h,回火溫度(560±20)℃,保溫3h。
2.9 焊接參數
焊接工藝評定所用焊接參數見表3。
3 焊后檢測
3.1 外觀檢測
熱處理后,試件外觀檢測合格,并進行RT檢測,Ⅰ級合格。

表3 焊接參數
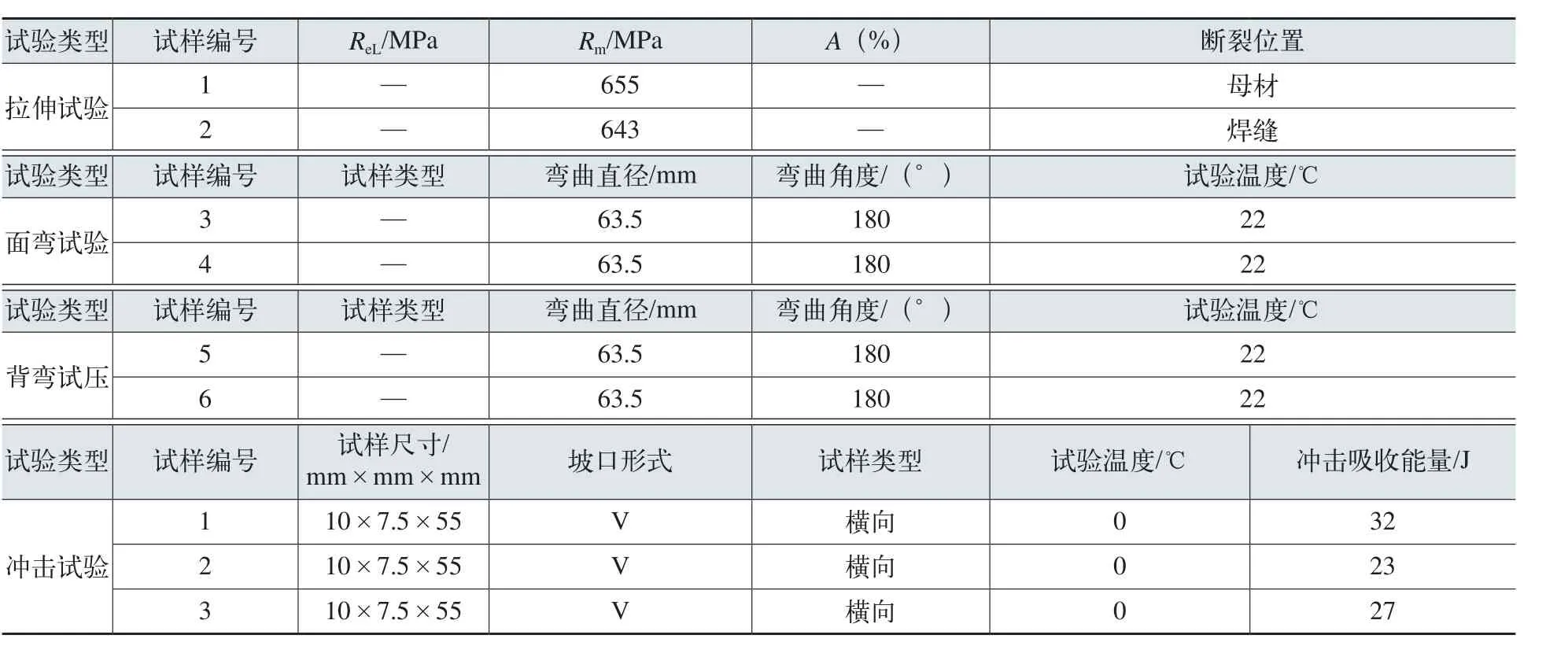
表4 力學性能檢測結果
3.2 力學性能檢測
按照《鋼結構焊接規范》(AW S D1.1/D1.1M—2015)執行。主要評定縮減斷面拉伸試樣2件,面彎試樣2件,背彎試樣2件。力學性能檢測結果見表4。
4 結束語
N80Q焊接工藝評定合格后,在井口密封器項目中用庫存N80Q管材成功替代20管材,既保證了產品質量,又創造了新的經濟增長點。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
銅業工程(2015年4期)2015-12-29 02:48:39
焊接(2015年9期)2015-07-18 11:03:53
石油化工應用(2014年8期)2014-03-11 17:40:03
建筑材料學報(2014年3期)2014-03-11 17:08:02
