隨行工裝在高速車轉向架側梁焊接生產中的應用
2020-02-22 10:07:22畢越寬崔巖王超陳翠梅王迎春
金屬加工(熱加工) 2020年1期
畢越寬,崔巖,王超,陳翠梅,王迎春
中車唐山機車車輛有限公司 河北唐山 063000
1 序言
工裝在制造業中占有重要地位,工裝的精細化程度和柔性化水平是實現自動化生產作業的基礎,是中國制造2025的發展趨勢。范瑋等人對轉向架柔性化工裝已經做了一些研究,為了推進高速車轉向架智能制造水平,實現標準化作業[1]。近年來,隨行工裝被廣泛應用于側梁的焊接生產中,隨行工裝具有接口靈活、定位精確、穩定可靠等優點[2],可提高生產效率、降低勞動強度。隨著軌道交通行業蓬勃發展,加之轉向架是高速列車重要的承載部件,所以提升轉向架的制造水平和焊接質量是適應國內國際市場日益殘酷的競爭的必然需求。
2 側梁結構簡介
側梁是轉向架中最為關鍵的部件之一,不僅連接軸箱與輪對,同時還要支撐車體的質量。側梁在高速車運行過程中受到交變載荷作用,受力情況復雜,所以側梁的制造質量尤為重要。圖1為某型高速車轉向架的側梁,它是由鋼板拼焊組成,通常由上蓋板、下蓋板、腹板、內腔隔板、端蓋板、彈簧筒座等部件構成。
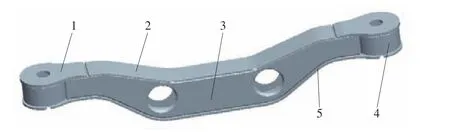
圖1 某型高速車轉向架側梁三維模型
該側梁呈魚腹型,材質為S355J2W耐候鋼板,具有較好的抗大氣腐蝕性能。側梁長度約為2665mm,兩端是彈簧筒座,其作用是用來安裝一系彈簧。側梁的外側由四條主焊縫構成,坡口形式為10HY+z8,側梁具有焊縫長、焊接填充量大等特點,側梁焊接質量和焊后變形量是制造過程中最重要的兩個因素。每條焊縫分三層三道焊接,焊接參數見表1。

表1 側梁焊接參數
3 傳統生產方式
側梁外側長焊縫由機械手焊接完成,焊接機械手配有C型變位機,主動盤和從動盤間距3600mm,傳統焊接工裝為一體式結構,如圖2所示,與變位機的接口盤位于兩端,在接口盤上鉆孔,然后通過螺栓和墊圈將接口盤與主動盤和從動盤聯接。由于工裝的長度與機械手轉盤的間距較小,這種工裝安裝時難度較大。首先需要使用天車吊起工裝,然后由2~3人同時向變位機里推送,推送過程中經常會出現工裝磕碰變位機的情況,對變位機的使用壽命和精度造成一定的影響。側梁焊接完成后,工人要借助扶梯手動拆卸工裝的壓緊夾具和頂緊夾具,再將側梁吊走,然后重新吊入待焊的側梁,手動鎖緊各種夾具后開始調用程序焊接。這種生產方式存在工裝更換難度大,側梁占用工裝時間長等缺點,制約企業的生產效率。

圖2 傳統側梁焊接工裝
4 隨行工裝
4.1 設計結構與理念
本著經濟、高效、便捷的原則,結合轉向架焊接產品的結構特點和焊接工藝要求,設計符合高速車轉向架側梁隨行工裝。打破原有工裝與焊接機械手變位機固定結合的傳統模式,將工裝與工件優化整合,使工裝與工件一同流轉,達到控制變形、提高切換效率的目的。隨行工裝是傳統企業向智能化制造工廠轉型的一個重要推進因素。隨行工裝在機加工和汽車制造領域已經有了多年的應用背景,但在軌道交通行業的應用還較為新穎。
隨行工裝由L形連接梁、通用母梁、組合夾具三大部分組成,設計圖樣如圖3所示。其中L形連接梁與變位機的主/從動盤連接,使用螺栓鎖緊。通用母梁與L形連接梁使用零點定位夾緊系統連接(見圖4),加上縱向的手動鎖緊裝置,在變位機翻轉工作時可確保安全可靠,不致脫落。

圖3 隨行工裝
通用母梁是承接L形連接梁和組合夾具的載體,它不僅要與L形連接梁安全可靠的連接,同時還要規范與組合夾具的接口,通用母梁設計圖樣如圖5所示。通用母梁上面有兩條T形槽,組合夾具安裝在該T形槽內。由于T形槽寬度和間距是固定不變的,并且帶有標尺,有利于組合夾具統形設計和安裝,可降低工裝的制造成本,具有較好的經濟性。隨行工裝更加適合多品種、小批量的生產模式。

圖4 零點定位夾緊系統
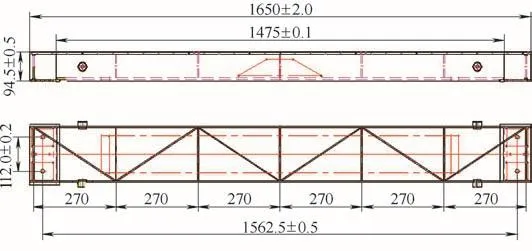
圖5 通用母梁設計結構
4.2 隨行工裝特點
(1)提升工裝安裝效率 由于采用了氣動裝置,隨行工裝具有安裝簡單、定位精度高、切換速度快、裝卡簡便等優點,可大大提升側梁的裝夾效率,僅需1人操控天車即可完成安裝,節約了勞動成本,降低了工人的勞動強度,同時也提高了工人操作的安全性。
(2)節省裝夾時間 使用隨行工裝之前,只能在一根側梁焊接完成并吊走后才能裝夾下一根側梁,不僅占用機械手的工作時間,也需要很長的時間去等待天車。每次裝夾大約需要20min。使用隨行工裝后,在igm機械手焊接側梁的同時,可以在另外的一套工裝上進行側梁的裝夾,側梁焊接后可立即焊接下一根側梁(見圖6),不僅可以縮短工件的裝夾時間,還可以縮短機械手的等待時間,更換時間僅需要4~5min,大大提高焊接生產效率。

圖6 組裝完成的隨行工裝與側梁
(3)控制焊接變形 側梁焊接完成后隨同工裝一起拆卸,待側梁冷卻至室溫后再拆卸,相比于側梁單獨拆卸后冷卻,隨行工裝對側梁的約束作用可以有效抑制其在冷卻過程中產生的變形。有助于降低側梁后續調修的難度,節約調修的周期和成本。
5 應用成果與推廣
研究表明,隨行工裝在高速車轉向架側梁的應用效果較好,適應產品的焊接生產需求,同時在安全、效率、質量控制等層面也有不同程度的提高,并且已經在CRH3X、B型地鐵、A型地鐵等其他類似產品中得到成功應用。隨行工裝規范了焊接作業生產,為標準化、節拍化作業提供了堅實的基礎,是實現精益生產和自動化焊接生產線的重要保障。在智能制造領域,隨行工裝具有更為廣闊的應用前景。
6 結束語
1)隨行工裝應用在高速車轉向架側梁焊接生產后,可以有效減少工裝的安裝時間,提升了生產效率,節約了人力成本,降低了工人的勞動強度,提高了作業的安全性。
2)側梁焊接生產時,隨行工裝可提升側梁裝夾效率4倍以上。
3)隨行工裝可以有效抑制側梁在焊后冷卻時的變形趨勢,減少焊接后的調修量,縮短調修周期并且降低調修成本。
4)適合多品種、小批量的生產模式。
5)有利于實現標準化、節拍化焊接生產作業。
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
甘肅教育(2020年14期)2020-09-11 07:57:42
哈爾濱鐵道科技(2020年4期)2020-07-22 02:22:28
中國化肥信息(2020年7期)2020-03-19 01:54:02
制造技術與機床(2019年12期)2020-01-06 03:17:46
西南交通大學學報(2018年5期)2018-11-08 10:58:26
中國軍轉民(2017年6期)2018-01-31 02:22:28
鐵道運營技術(2015年3期)2015-12-23 09:27:14
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國衛生(2014年11期)2014-11-12 13:11:32
