NM400耐磨鋼焊接工藝探索及應用研究
2020-02-22 10:07:24郭召
金屬加工(熱加工) 2020年1期
郭召
西安大醫集團有限公司 陜西西安 721009
1 序言
NM400耐磨鋼是一種高強度結構鋼,力學性能為普通合金鋼3~5倍,硬度370~430HBW,廣泛用于軌道交通、工程機械、礦山等行業。作為結構鋼材,其焊接特性對整體結構件力學性能至關重要。國內外對耐磨鋼的焊接特性開展了多項研究。任麗芳等以抗拉強度550MPa的低合金鋼焊條L-56為焊料,采用焊條電弧焊對包鋼NM400中厚鋼板的焊接特性進行試驗摸索,焊縫及熱影響區沒有出現裂紋,拉伸試驗樣件斷于焊縫處,抗拉強度為610MPa[1]。姜麗麗等以ER50-6焊絲為焊料,采用CO2氣體保護焊對NM400與Q345C焊接工藝進行了試驗研究,獲得的焊接接頭抗拉強度為521MPa[2]。韓志禮等以CH E606焊條為焊料,采用焊條電弧焊對NMHB400的焊接性能進行試驗研究,獲得的焊接接頭抗拉強度為700.4MPa[3]。現有研究資料查證NM400耐磨鋼焊接接頭抗拉強度集中在500~700.4MPa,而NM400耐磨鋼母材抗拉強度為1120~1460 MPa,所獲得的焊接接頭抗拉強度約為母材強度50%,材料自身強度優勢沒有在結構件整體強度中得到很好的發揮。
針對我公司開發的某產品滾筒軌道,選擇NM400耐磨鋼板滾圓后,焊接成形。滾筒軌道焊縫處于工作區域,要求有較高的抗拉強度。目前,現有的NM400耐磨鋼接頭焊接工藝研究成果,難以滿足該產品的強度要求,需要進一步開展NM400耐磨鋼接頭焊接工藝研究。本文圍繞獲得更加優異的焊接接頭力學性能這一目標,針對NM400的焊接特性進行分析,分別選用CHE857和ER50-6作為焊料,設計接頭焊接工藝,制作兩種焊接接頭試件進行焊接強度對比測試,摸索NM400耐磨鋼滾筒軌道焊縫滿足強度要求的焊接工藝,也為同類耐磨鋼的焊接提供一定的參考。
2 NM400的焊接特性分析
NM400屬于高強度鋼,在軋制時進行了熱處理,獲得高的硬度及強度,加工環節不需要進行熱處理就可滿足構件高強度、高硬度的需求,非常適合制作需要高強度高耐磨性的焊接結構件。影響材料焊接性能的主要是化學成分,在各種元素中,碳的影響最明顯,其他元素的影響可折合成碳的影響。以舞鋼產WNM400鋼板為例,其主要化學成分見表1,力學性能見表2。
N M400耐磨鋼屬于低合金高強度鋼,選擇CE(IIW)計算碳當量。本文研究的毛坯板材厚度30mm,碳當量為0.93%。屬于難焊接材料,為提高焊接性,需要嚴格的控制焊接工藝過程。
3 試驗樣件
(1)試件母材 試件母材為NM400。
(2)試件焊料 試件焊料分別為CHE857焊條和ER50-6焊絲。

表1 舞鋼WNM400鋼板主要化學成分
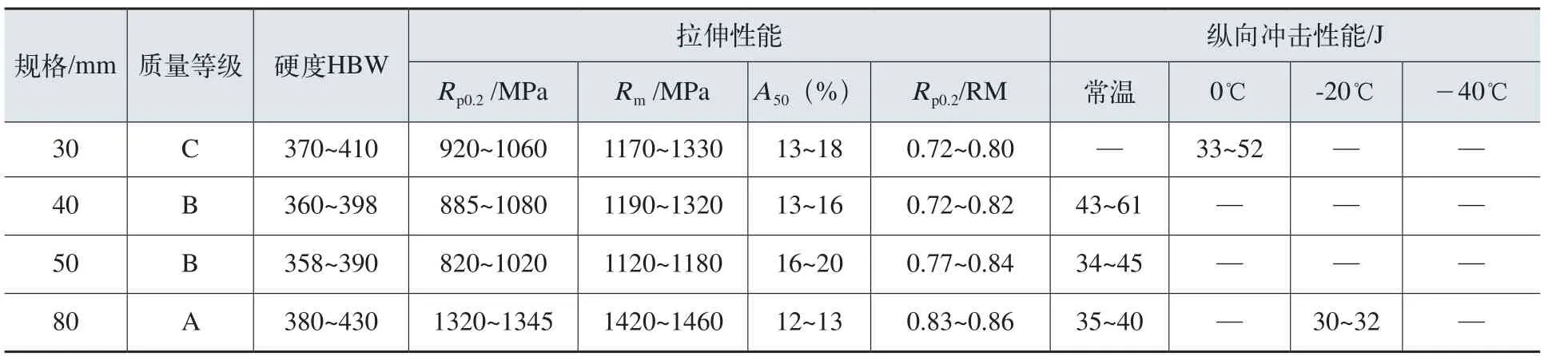
表2 WNM400厚鋼板力學性能
(3)試件形狀及尺寸 試件尺寸65mm×350 mm×25mm,焊接部位加工坡口10mm×45°。試件形狀和幾何尺寸如圖1所示。
(4)試件數量 試件2件,如圖2所示。
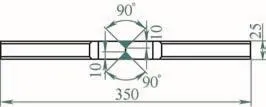
圖1 試件幾何尺寸
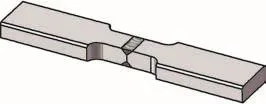
圖2 試件照片
4 試驗樣件焊接工藝
依據GB2651—2008和GB2653—2008標準制作了焊接試樣。
4.1 焊前處理
由于NM400 的碳當量較大,焊接性差。通過預熱可以防止焊接裂紋產生,降低焊接熱應力,因此在焊接前對焊接母材進行預熱,預熱溫度控制在150~200℃,不允許超過250℃,否則耐磨鋼的硬度將受損降低。焊料在存儲過程中會吸收環境中的水份,藥皮內的水份受熱會分解產生氫氣,夾雜在焊縫中產生氣孔等焊接缺陷,因此在施焊前對焊料進行加熱保溫,充分除去水分。預熱及烘干設備如圖3所示。

圖3 預熱及烘干設備
4.2 焊接參數
焊料CHE857和ER50-6的力學性能見表3。試件焊接參數見表4。

表3 焊料力學性能

表4 焊接參數
4.3 焊后處理
試件母材及焊料焊前處理完畢后進行施焊,焊件施焊后進行保溫12h處理,隨后空冷至室溫,共計48h。將焊縫區域打磨光滑,觀察表面,沒有裂紋,可以開展進一步的力學性能試驗。
5 焊縫無損檢測
依據GB/T3323—2005《金屬熔化焊焊接接頭射線照相》中的規定,采用DGT-XXH3505 型X射線探傷儀對試件焊縫進行X射線檢測。無損檢測結果為焊縫無裂紋、夾渣、未焊透等缺陷,質量達到國標Ⅰ級標準。NM400焊接接頭X射線檢測影像如圖4所示。
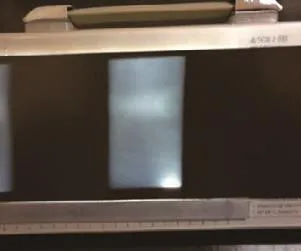
圖4 焊接接頭無損檢測影像
6 試驗樣件焊件力學性能試驗
在WI-100型焊件拉伸試驗機上對焊件焊接接頭強度及塑性進行測試,采用CHE857焊料的試件斷于焊縫處,抗拉強度791MPa。采用ER50-6焊料的試件斷于焊縫處,抗拉強度522MPa。在WE-300型伺服拉力試驗機對焊接接頭的抗彎性能進行測試,采用CHE857焊料的試件斷于焊縫處,斷裂角度45°。采用ER50-6焊料的試件斷于焊縫處,斷裂角度15°。焊件力學性能試驗結果見表5所示。

表5 焊件力學性能試驗結果
7 NM400焊接工藝應用
依據表5的試驗結果,采用CHE857焊料,按照試驗樣件摸索的焊接工藝,在我公司研制的大型高精度等中心旋轉機架的滾筒軌道焊接中應用。滾筒軌道厚度25mm,寬度70mm,雙面坡口20mm×45°,施焊后對焊縫進行探傷及外觀檢測、無氣孔、夾雜及裂紋等缺陷,達到Ⅰ級標準。對焊縫位置進行標記,車削后觀察焊縫與母材,無明顯差異。焊縫連接處質量穩定。焊接過程如圖5所示。整機系統集成后,滾筒承載12.5t負載運行,間斷運行一年,狀況穩定。
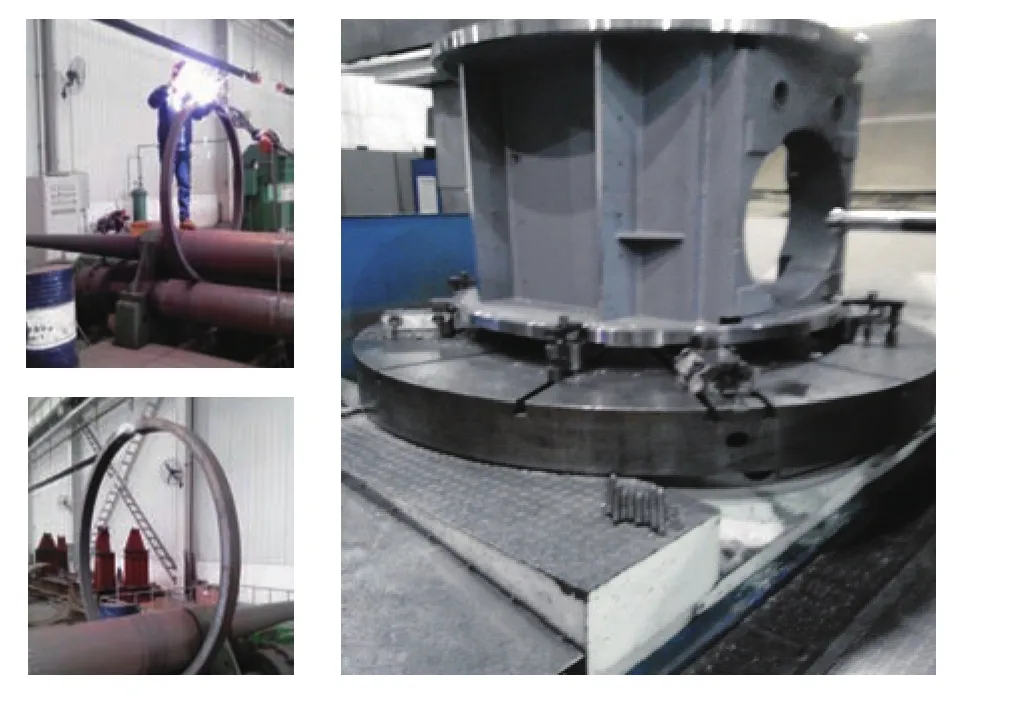
圖5 NM400滾筒軌道焊接過程
目前旋轉機架已經開始第一批小批量試制,投產6臺,開展了12根環形導軌的焊接,均未出現焊接缺陷,全部檢驗合格,投入使用。驗證了所摸索焊接工藝的可靠性。
8 結束語
NM400高強度耐磨鋼碳當量高達0.93%,屬于難焊接材料,施焊時需要對母材預熱,溫度控制在200℃以內,同時對焊料進行烘干保溫處理。目前的焊料力學性能難以匹配耐磨鋼母材強度,焊件的薄弱位置在焊縫處,抗拉強度接近焊料自身強度。選用高強度焊接材料CHE857,獲得了強度達到791MPa的焊接接頭,強度提升1.52倍,優于采用常規焊接材料ER50-6獲得的焊接接頭,焊縫質量達到國標Ⅰ級。摸索的焊接工藝滿足公司產品要求并得到推廣應用,對同類高強度耐磨鋼板的焊接應用具有一定的參考意義。
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
焊接(2015年9期)2015-07-18 11:03:53
設備管理與維修(2015年12期)2015-04-09 06:57:24
