沖鎖機液壓缸導柱螺紋斷裂失效分析
2020-02-23 11:47:22呂曉艷文宏偉
金屬加工(熱加工) 2020年2期
呂曉艷,文宏偉
1.新鄉航空工業(集團)有限公司軍品九車間 河南新鄉 453000 2.新鄉艾迪威汽車科技有限公司 河南新鄉 453000
1 失效概況
沖鎖機在某型號產品組件加工中,用于將螺紋套沖壓變形,防止螺紋套在使用過程中發生松動而造成質量事故。其設備結構(見圖1)及工作原理為:液壓缸固定在底板上,由4根導柱連接,液壓缸舉升過程中,向上推動連桿機構,帶動沖頭壓入螺紋套一定深度并保持一定時間,使螺紋套變形,從而在螺紋副中形成鎖止效果,此時4根導柱的螺紋均勻承受反向的15kN工作壓力。從2017年5月該設備投入使用后,每隔3~5個月導柱的螺紋處就會發生斷裂,維修方式均為更換原廠導柱,由于設備結構狹小,每次更換需要5~6h,嚴重影響生產效率。由于廠家未提供導柱圖樣,無法進行針對性改進,為了縮短維修時間,減少對設備的損傷,2018年10月對再次發生的斷裂件進行分析,以查明并解決斷裂問題。
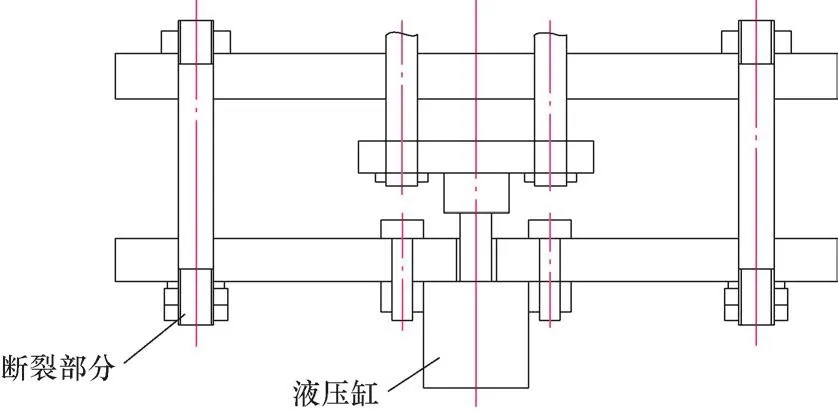
圖1 沖鎖機結構示意
2 檢測情況
2.1 宏觀斷口分析
經過觀察,斷裂位置仍然在導柱的螺紋與光軸交接部位,清洗斷面后,斷面較為平整,目視可見清晰的貝紋線(見圖2),初步判定為疲勞斷裂[1]。

圖2 宏觀斷口
2.2 微觀斷口分析
從宏觀貝紋線的扇形區指向可判斷出裂紋源區在左側[2]。經過電鏡分析,斷口形貌為大量疲勞條帶(見圖3a、圖3b),符合疲勞斷裂的特征。
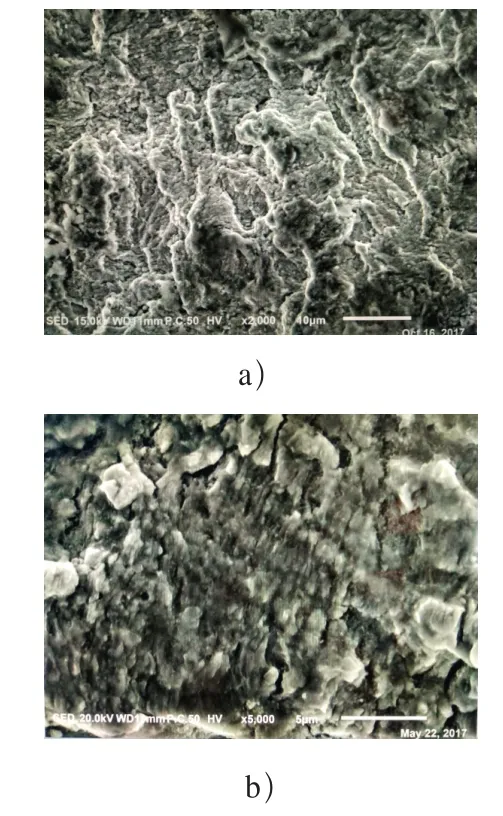
圖3 斷口疲勞條帶形貌
2.3 化學成分分析
從螺紋上截取一段樣品,采用斯派克直讀光譜儀進行化學成分分析,結果見表1。從化學成分上看,符合GB/T 699—2015中45鋼的要求。
2.4 硬度檢測
對斷裂螺紋隨機選取3點進行硬度檢測,結果見表2。

表1 導柱螺紋化學成分(質量分數) (%)

表2 螺紋部位硬度檢測數據
2.5 金相檢查
對斷口附近進行金相組織檢查,表面為珠光體+半網狀鐵素體+少量上貝氏體(見圖4),心部為珠光體+網狀鐵素體+上貝氏體(見圖5)。
3 分析與討論
根據理化分析結果,可以判定材料為熱軋態45鋼,沒有經過后續熱處理。斷口分析結果表明,斷裂為典型的疲勞斷裂[3]。
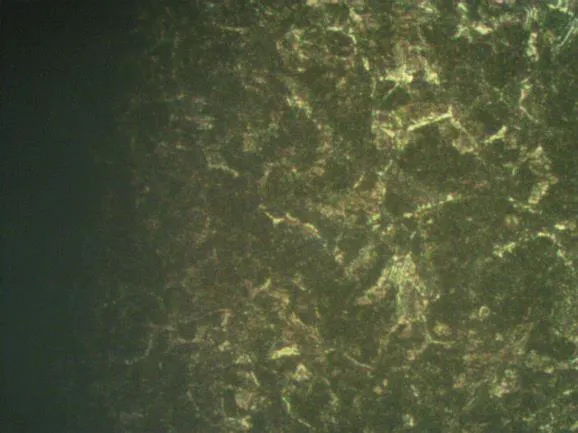
圖4 表面金相組織
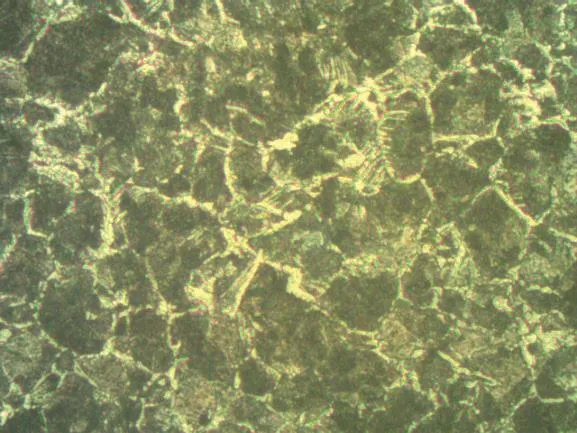
圖5 心部金相組織
沖鎖機在15kN的條件下,每天工作1400次循環,每個月工作3.6萬次循環,斷裂周期在3~5個月,即10萬~18萬次循環后發生斷裂。查閱GB/T 699—2015《優質碳素結構鋼》、GB/T 33362—2016《金屬材料硬度值的換算》可知,該硬度下45鋼的抗拉強度在660~770MPa,強度較低。在螺紋與光軸交界處,截面形狀發生較大變化時,容易在最后一個螺紋根部形成較大的應力集中[4],而較低的抗拉強度結合大載荷循環狀態,會造成應力集中部位產生微缺陷,從而形成裂紋源,在使用過程中發生疲勞斷裂。
4 結論及建議
1)綜上所述,導柱采用熱軋態45鋼進行制作,導致強度不足,在最后一個螺紋根部產生微缺陷,形成裂紋源,造成使用過程中發生疲勞斷裂。
2)根據分析結果,建議將材料更換為42CrMo鋼,采用調質處理,硬度30~35HRC。新制造的導柱經過一年的運行,狀態良好,沒有再發生斷裂問題。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
海峽科技與產業(2016年3期)2016-05-17 04:32:12
建筑材料學報(2014年3期)2014-03-11 17:08:02
