焊接順序對鎂合金角焊縫殘余應力和變形的影響
2020-02-23 11:47:32金浩方乃文馬青軍楊義成馬一鳴
金屬加工(熱加工) 2020年2期
金浩,方乃文,馬青軍,楊義成,馬一鳴
1.黑龍江省中小企業發展服務中心 黑龍江哈爾濱 150001
2.哈爾濱焊接研究院有限公司 黑龍江哈爾濱 150028
3.天津市特種設備監督檢驗技術研究院 天津 300192
1 序言
焊接殘余應力是造成焊接接頭發生疲勞斷裂與應力腐蝕開裂的主要原因,其在一定程度上會降低焊接產品的承載力、穩定性及使用壽命[1]。在焊接薄壁焊接結構時,由焊接殘余應力而引起的變形會嚴重影響其質量。因此,優化焊接工藝對于減少薄壁焊接結構變形及殘余應力具有實際意義。鎂合金薄壁焊接結構在航天裝備領域具有廣泛應用,以往焊接該種薄壁結構主要以實際試驗為主方式[2],隨著數值模擬技術在焊接專業領域的發展與應用[3],通過有限元模擬軟件對焊接薄壁焊接結構產生的變形量進行預測分析并不斷優化以得到最佳的焊接工藝已廣泛應用。使用MSC.mar軟件對AZ31B鎂合金腹板與筒體進行了DE-GMAW焊接過程數值模擬,考察不同焊接順序對焊后變形及殘余應力的分布規律,為實際焊接操作提供工藝參數優化。
2 焊接有限元模型的建立
2.1 試驗材料與焊接工藝
母材用鎂合金化學成分見表1,焊材與母材成分一致。腹板厚度為3mm,筒體厚度為6mm,角焊縫長度為360mm。由于腹板較薄,采用插銷式鏈接,故不開坡口,直接焊接。采用DE-GMAW焊接工藝對腹板與筒體的角焊縫進行單層單道焊接,具體的焊接參數見表2。

表1 AZ31B鎂合金化學成分(質量分數)(%)

表2 焊接參數
2.2 數值模型
為了保證模擬結果的準確性,采用1∶1的比例建立有限元模型,并使用疏密過渡的方式劃分網格,即靠近焊縫及熱影響區部分網格較密集以保證計算準確性,而其余區域網格劃分較疏來減少計算量[3-4]。選用計算方法為熱-力耦合[5]。經統計,網格模型中共有單元13 215個,節點18 003個,其模型如圖1所示。
圖1 有限元網格模型
2.3 材料屬性
材料屬性對于保證焊接模擬結果的準確性至關重要。文中焊接用母材的主要熱物理性能包括熱傳導系數、比熱容、密度、線膨脹系數、彈性模量、泊松比和剪切模量等。其余的屬性使用平均常值。
2.4 熱源模型
焊接熱源模型主要有點熱源模型、線熱源模型、面熱源模型、高斯熱源模型及雙橢球熱源模型等。本文采用的熱源模型是高斯熱源,然而因為DE-GMAW焊接工藝與傳統的焊接工藝有所不同,因此對熱源模型作用形式進行了調整。DE-GMAW焊接工藝的總電流I由主電流I1及旁路電流I2組成,即I=I1+I2。其中I1直接作用于母材金屬,I2用來熔化焊絲。因此,DE-GMAW焊接工藝的熱源模型依據這個熱量分布可分為3個部分,如圖2所示[6]。其中區域1是TIG焊接電弧作用區域,區域3是MIG焊接電弧作用區域,而區域2則是TIG與MIG的疊加作用區域。定義旁路電弧的熱效率為1.5K。基于上述原因建立了熱源分布表達式,見公式(1)。
圖2 熱源作用模式

式中R1、R2——TIG、MIG焊接熱源的加熱半徑(mm);
r1、r2——距離TIG、MIG電弧熱源加熱中心區域的長度(mm);
Q1、Q2——TIG、MIG電弧的實際功率(W)。
模擬時設定兩個電弧的有效加熱半徑分別為5mm及6mm。Q1、Q2表達式見公式(2):

式中η1、η2——TIG、MIG焊接的熱效率,本文取0.7;
U1、U2——主路、旁路電弧的工作電壓(V);
I1、I2——主路、旁路電弧的工作電流(A)。
2.5 焊接路徑及順序
為了便于進行模擬與確保模擬過程更貼近于實際焊接工況,選取如圖3所示的路徑。由于4個腹板均勻分布在筒體四周,因此我們只需研究一個腹板兩側用于固定連接腹板與筒體的角焊縫,將其分別標記為“焊縫①與焊縫②”。
圖3 路徑分布
腹板的尺寸為360mm×200mm×3mm,四片腹板沿筒體的圓周方向均勻分布。為了更好地說明焊接順序,作如下規定:用“+”表示焊接方向為由筒體頭部向尾部;用“-”表示焊接方向為由筒體尾部向頭部。在角焊縫上選取A、B、C、D進行分析,其中A點到筒體尾部的距離為120mm,B點到A點距離為120mm。CD為腹板全長,也就是C點和D點位于腹板的兩個端部。焊接路線及取點示意如圖4所示。
圖4 焊接方向示意
模擬了以下4種焊接順序:
第一,順序1為+①+②:同時采用“+”方向焊接腹板兩側焊縫。
第二,順序2為+①→+②:先采用“+”方向焊接腹板一側焊縫,再采用同樣的方向焊接腹板另一側焊縫。
第三,順序3為+①-②:同時采用“-”方向焊接腹板兩側焊縫。
第四,順序4為+①→-②:先采用“+”方向焊接腹板一側焊縫,再采用“-”方向焊接腹板另一側焊縫。
3 溫度場模擬與分析
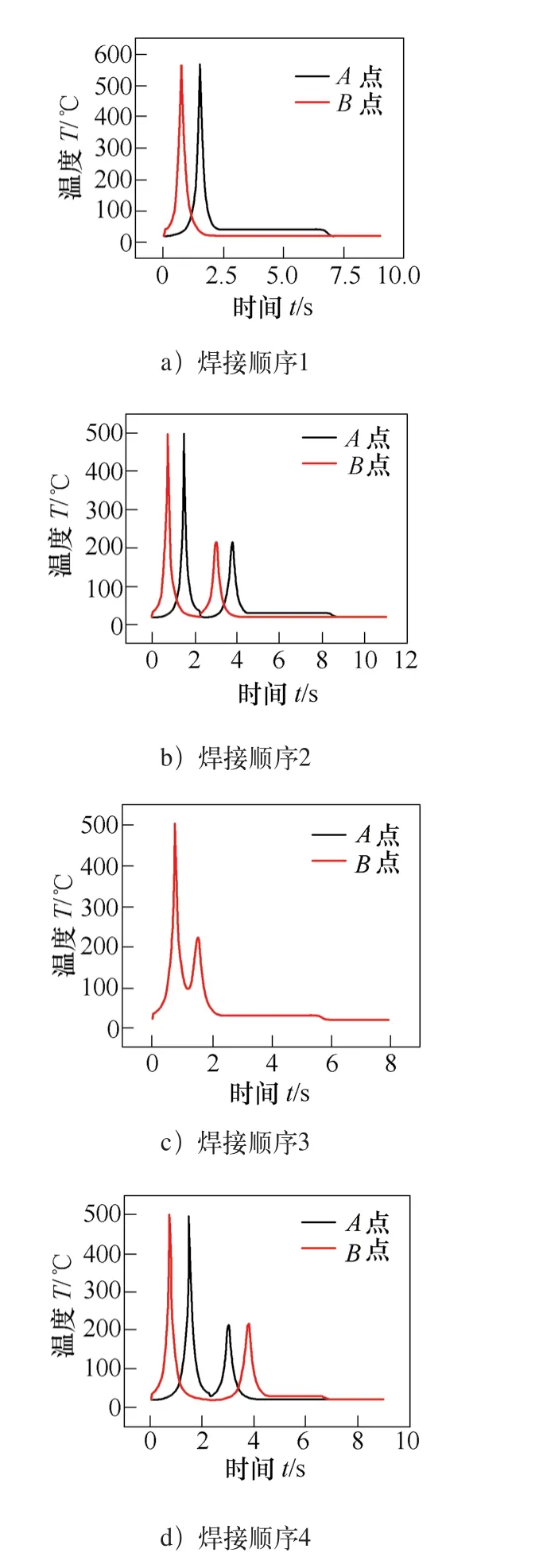
圖5 熱循環曲線
圖5 為A、B兩節點在4種不同焊接順序下的熱循環曲線。在進行順序2與4焊接時,A、B兩點經受兩次熱源作用,因此曲線有兩個峰值,其中一個峰值溫度要高于另外一個。這是由于焊接該側角焊縫時熱源直接作用在節點上導致峰值溫度高。而焊接另一側角焊縫時,節點的溫度是焊接熱源對該側的熱傳導作用。
由于焊接順序1是兩個焊接熱源同時同向移動,等同于觀察點A、B經歷了兩次熱源作用,熱輸入大,所以它的峰值溫度最高,由于熱源作用于A點遲于B點,所以它的溫度上升較緩,冷卻速度也低。焊接順序3中兩個焊接熱源移動過程一致,所以熱循環曲線也保持一致。
4 應力變形模擬與分析
利用得到的溫度場模擬結果來耦合計算焊接應力應變場。圖6為將變形區域放大15倍后的熱變形。在焊接電弧的高溫作用下,由于未熔化的低溫母材會對焊接接頭區域已經熔化的金屬具有拘束作用,從而產生的壓應力導致其發生塑性變形。由圖6可知,盡管4種焊接順序不同,但是變形趨勢均為腹板沿Z軸方向收縮,沿Y軸方向偏移。焊接順序1產生的殘余變形量為3.221mm,順序2為2.610mm。
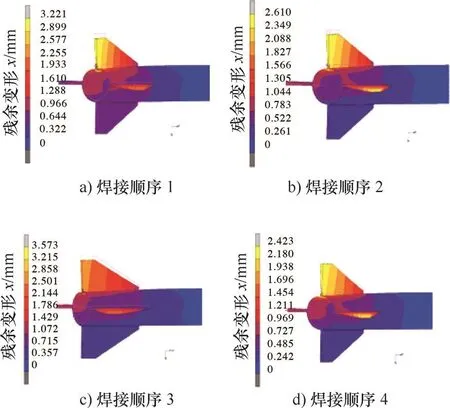
圖6 熱變形
焊接順序3產生的殘余變形量最大為3.573mm。這是由于沿“-”及“+”兩個方向同時焊接時,熱輸入大,兩側產生的變形量均較大,且已冷卻成形的焊縫具有較大的剛度,這導致在一定程度上減少了兩側變形相互抵消的部分,因此使用該順序焊接的腹板時,其產生的收縮變形量大。
第4種焊接順序焊接殘余變形量最小,僅為2.423mm。這是由于分別采用“+”與“-”方向焊接腹板兩側的角焊縫,焊接熱輸入相對較小,且熔池在高溫區停留時間短。當一側角焊縫焊接完成后,腹板的膨脹及扭曲較小。另外,當焊接另一側角焊縫時,其產生的變形在一定程度上與已存在的殘余變形相互抵消。
4種不同焊接順序的等效應力分布如圖7所示。由圖可知,溫度都呈現出以熱源為中心等梯次分布,隨著焊接熱源的移動,溫度場有規律變化。由于焊接順序1及3分別為同時進行相同和相反方向的焊接,熱輸入較大,導致焊接熔池附近區域溫度較高,材料處于較強的軟化、熔化狀態,所以它們的等效應力大于焊接順序2及4。
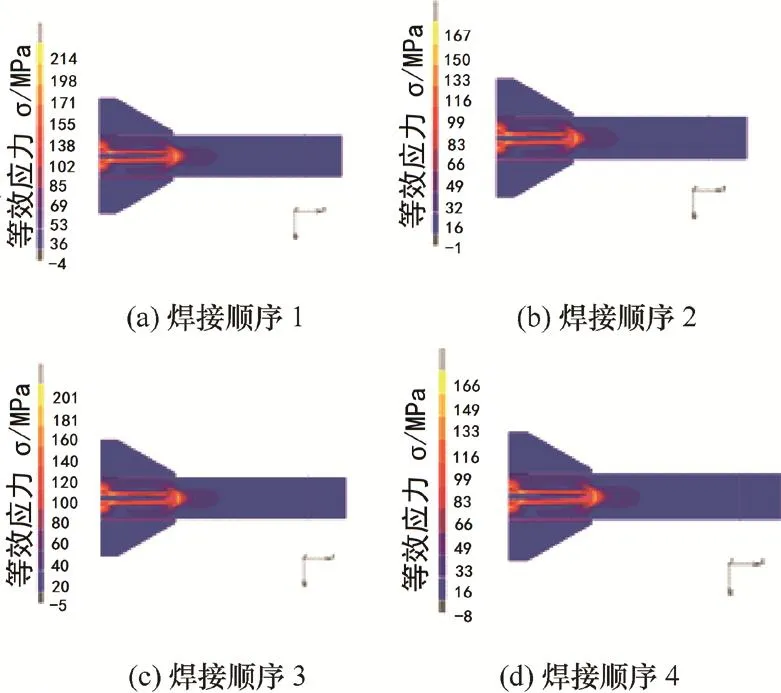
圖7 等效應力分布
5 殘余應力分析
由于腹板與筒體的變形主要是筒體下榻以及腹板下移收縮,所以針對角焊縫附近區域的橫向殘余應力分布情況進行了分析。
圖8的分析路徑為A、B點所在直線上。由圖中可知,焊縫及其附近區域的殘余應力主要以拉應力為主。焊接的起點位置的殘余應力最大,這是由于受焊件彎曲效應、先焊角焊縫的約束較小及焊接變形較大影響。焊接順序2及4是均為分別焊接腹板兩側焊縫,這兩種順序的橫向殘余應力曲線變化趨勢較相似。這是由于這兩種焊接順序中第一道角焊縫焊接過程對第二道角焊縫具有一定的預拉伸及熱處理作用,減小了第二道焊縫金屬的壓縮塑性變形量與橫向殘余應力。
由于焊接順序1及3是同時焊接腹板兩側角焊縫,熱輸入較大,致使橫向殘余應力分布極其不均勻。
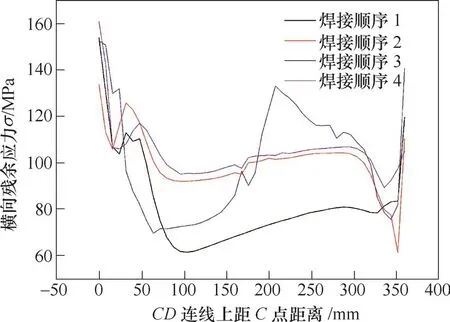
圖8 橫向殘余應力
6 結束語
1)AZ31B鎂合金腹板應力場模擬結果表明,焊接順序3產生的殘余變形量最大為3.573mm,焊接順序4產生的殘余變形量最小為2.423mm;第4種焊接順序焊接變形量最小。橫向殘余應力模擬結果表明,焊接起點位置的橫向殘余應力最大。焊接順序1及焊接順序3是腹板兩側角焊縫同時進行,殘余應力較大。第4種焊接順序對于控制AZ31B鎂合金腹板角焊縫焊接過程中的變形、殘余應力最具優勢。
2)根據DE-GMAW焊接方法的特點,建立了由2個熱源疊加的修正高斯熱源模型,定義了焊接熱效率的外部因子K,并通過K確定了旁路熱源的熱效率。
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
建材發展導向(2021年6期)2021-06-09 05:57:08
化工管理(2021年7期)2021-05-13 00:46:04
計算機應用(2021年4期)2021-04-20 14:06:36
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
計算機應用(2021年1期)2021-01-21 03:22:38
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
