2.5MW風力發(fā)電機組驅動輪圓跳動檢具的改進
2020-02-25 06:30:28洛陽風動工具有限公司河南洛陽471009李景濤
金屬加工(冷加工) 2020年2期
■ 洛陽風動工具有限公司 (河南洛陽 471009) 李景濤 黎 亮
1. 技術介紹
作為一種運行可靠、無溫室氣體排放的發(fā)電系統(tǒng),風力發(fā)電系統(tǒng)的安裝容量正在以每年超過30%的增長率在世界范圍得到日益廣泛的應用。變槳機構作為風力發(fā)電機上的重要組成部件,其作用是為了提高風能轉換效率和保證風力發(fā)電機輸出功率平穩(wěn),可以通過槳距調節(jié),使風力發(fā)電機適應風速變化,達到最優(yōu)的功率輸出。某新型2.5MW風力發(fā)電機所采用的變槳機構中,驅動輪作為變槳傳動機構的執(zhí)行零件,其作用是通過繞自身軸線旋轉來帶動其他零件的運行。
2. 零件檢驗要求
驅動輪材質為0Cr18Ni9,重量82kg,結構如圖1所示。其各處圓跳動幾何公差的檢驗至關重要,技術要求以公共基準軸線A-B為基準,φ130+0.028+0.003mm外徑和φ140+0.028+0.003mm外徑的圓跳動均為0.02mm,φ193.28mm外徑齒部齒頂?shù)膱A跳動為0.0 7 m m、φmm內孔齒部齒頂?shù)膱A跳動為0.03mm,兩側的臺階端面圓跳動分別為左側端面圓跳動0.0 3 m m、右側端面圓跳動0.05mm。
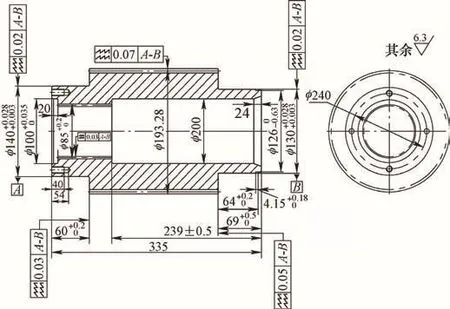
圖1 驅動輪結構
3. 改進前檢驗方式
改進前檢驗驅動輪圓跳動檢具結構如圖2所示,將V形塊A、V形塊B通過內六角螺栓安裝在平板上,平板左側安裝擋板,頂頭安裝在擋板朝向被檢零件的一側。使用時,將該組合檢具放置在大平板上,將驅動輪放置在檢具上,V形塊A、V形塊B的V形面分別支承驅動輪φ140+0.028+0.003mm外徑和φ130+0.028+0.003mm外徑,驅動輪端面靠在安裝在擋板上的頂頭球形端面。將百分表吸在大平板上,表上測量頭分別依次和被檢測零件的外徑和內孔、端面接觸。用手撥動φ193.28mm外徑,使驅動輪沿自身軸線旋轉,可測量出φ193.28mm外徑齒部齒頂、
φ13+0.028mm外徑、φ140+0.028+0.003+0.003mm外徑、φmm內孔齒部齒頂?shù)膱A跳動值及兩側臺階端面圓跳動。
由于兩側V形塊所支承的軸徑不一樣,采用的V形塊尺寸也不一樣。公司現(xiàn)有標準量具模塊無法滿足,V形塊A、V形塊B向量具生產廠家進行了定制。零件自重8 2 k g,檢驗時,φmm外徑和φ外徑由V形面支承,用人工轉動該零件時,相當費力,偶爾用力過猛,還造成整個檢具在大平板上移動,百分表的測量頭與被檢零件的測量表面脫離,造成檢驗中斷。特別是在檢驗φ193.28mm外徑4 0個齒的齒頂跳動和φ85++00.2mm內孔27個齒的齒頂跳動時,檢驗非常緩慢,效率非常低。
4. 改進后檢驗方式
改進后檢具結構如圖3所示,該檢具采用一體式鑄造底座,鑄件加工后,檢具左右兩側立板外側分別安裝4根徑向支承軸,徑向支承軸上分別安裝4個P4級徑向支承軸承(6 2 0 3型深溝球軸承),4個軸承的外徑分別用于支承φ1 3 0m外徑和φ140外徑。其中,在右側立板的凹槽中,和被測零件驅動輪軸線垂直方向上安裝有一根軸向定位軸,該軸上安裝有P4級的軸向定位軸承(6201型深溝球軸承),軸向定位軸承上安裝有軸向定位軸套。軸向定位軸套的球面外徑與驅動輪的右側臺階端面接觸。使用時,檢具放置在大平板上,將百分表吸在大平板上,表上測量頭分別依次和被檢測零件的外徑和內孔、端面接觸。用手撥動φ193.28mm外徑,使驅動輪沿自身軸線旋轉,可測量出φ193.28mm外徑齒部齒頂、mm外徑、外徑、內孔齒部齒頂?shù)膱A跳動值及兩側臺階端面圓跳動。
檢具使用情況,改進后檢具采用了一體式底座,mm外徑和外徑不再用V形面支承,采用了高精度軸承支承,底座上立板加工孔用于安裝軸向定位軸、徑向支承軸。由于采用高精度數(shù)控加工中心,一次裝夾加工底座上軸向定位軸、徑向支承軸的安裝孔和底座底面,很好地保證各孔之間、孔和底座底面的相互位置尺寸和幾何公差,支承采用高精度軸承,改進后檢具測量精度高于改進前檢具測量精度。
改進后檢具采用了高精度軸承支承和軸向定位,變原檢具滑動支承方式為現(xiàn)在的滾動支承方式。檢驗時,人工轉動該零件,相當省力,在檢驗φ193.28mm外徑4 0個齒的齒頂跳動和mm內孔27個齒的齒頂跳動時,效率提高6倍以上。
5. 結語
2.5 MW風力發(fā)電機組變槳機構中驅動輪圓跳動檢具的改進,在提高測量精度的前提下,通過將檢具支承和定位方式由滑動方式改為滾動方式,極大降低了人工檢驗的操作難度,成倍提高了檢驗效率,為今后公司驅動輪零件的批量生產奠定了基礎。
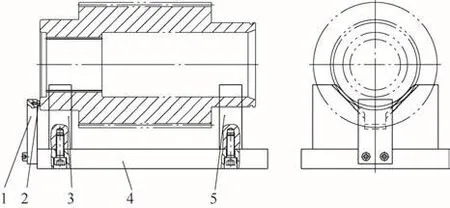
圖2 改進前檢驗驅動輪圓跳動檢具結構
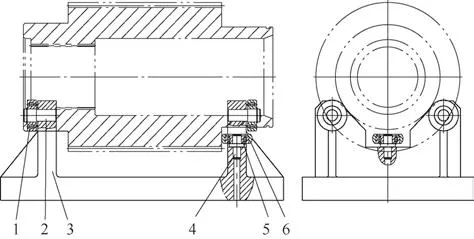
圖3 改進后的檢具
