T2紫銅/304不銹鋼激光釬焊接頭組織及性能
2020-03-01 07:03:26盧貴鵬尹洪澤劉威
焊接 2020年12期
關鍵詞:不銹鋼
盧貴鵬, 尹洪澤, 劉威
(長春工業大學,長春 130012)
0 前言
銅具有良好的導電、導熱性和極佳的延展性與耐蝕性,因而在電子、化工、船舶、航天等領域得到了廣泛的應用。不銹鋼具有良好的塑性和耐腐蝕性廣泛應用于航天、船舶等領域[1-2]。銅/不銹鋼的復合結構能夠最大限度的發揮材料各自的優點,不僅可以降低成本、減輕結構重量,還可以滿足不同工況條件下使用性能的需求。因此,近幾年來異種金屬焊接的研究逐漸成為國內外研究的熱點[3-4]。傳統的銅與不銹鋼的焊接方式有氣焊[5]、爐中釬焊[6]和真空釬焊[7],但是傳統的焊接方法對工藝條件要求比較高,如真空環境或氣體保護等,而且焊接成本高、效率低。相對于傳統焊接而言,激光焊具有能量密度高、效率高、焊接變形小、焊后冷卻快等諸多優點[8-10],已成為近年來銅/鋼焊接領域重點的研究方向。
雷振等人[11]利用激光-電弧復合焊實現了T2紫銅與鍍鋅不銹鋼的優質連接。研究結果表明,焊接接頭鋼側未發生熔化而銅合金母材熔化,其焊縫與鋼母材為釬焊連接;許為柏[12]利用不銹鋼對激光吸收率比銅大的特點,將不銹鋼薄片作為釬料焊接較厚的銅。結果表明使用不銹鋼作為釬料可以實現小功率激光器焊接較厚紫銅的目的,釬焊接頭的抗拉強度可達母材的80%以上;Suga等人[13]研究了銅鋼搭接接頭的最佳釬焊工藝和合適的釬料。發現,抗剪強度隨著激光光斑直徑或激光照射角度的增加而增大,采用Ni-Cu型釬料可以獲得相對較高的接頭強度;Li等人[14]使用激光焊接SUS304不銹鋼和T2紫銅,系統的研究了熔合區多邊形氣孔和熱影響區開裂的形成機理。認為氣孔的產生是焊接過程中小孔失穩和成分偏析引起的,通過控制熱輸入可以有效降低裂紋敏感性。
上述研究主要集中于焊后的潤濕和晶粒的長大,對焊接后的力學性能與元素擴散的研究相對較少,而異種材料連接時界面間元素的擴散對焊縫的性能影響很大。因此,開展力學性能和界面元素之間擴散的研究是有一定的意義。該文使用激光焊機對紫銅和不銹鋼材料進行焊接,利用正交試驗方法研究了焊接參數對釬縫組織形貌、力學性能及與元素擴散的影響,為銅和不銹鋼的激光釬焊提供一定的參考。
1 試驗方法及材料
試驗用材料為304奧氏體不銹鋼板和T2紫銅板,尺寸為100 mm×10 mm×1 mm,釬料為銅錳鎳釬料(熔點880~925 ℃),加入1%Si來降低釬料熔點和提高釬料潤濕性,材料的主要化學成分見表1,焊接試樣裝配示意圖如圖1所示。
采用Nd:YAG激光脈沖焊機(輸出功率500 W,激光波長1 064 nm),焊前用砂紙和丙酮清理被焊材料表面,將丙酮稀釋的銅錳鎳釬料均勻涂在清理好的待焊區。采用氬氣作為保護氣體(氣體流量為15 L/min),離焦量為-1 mm。采用正交試驗進行焊接工藝參數的優化,試驗參數見表2和表3。采用WDW-200電子萬能拉伸機對不同焊接工藝參數下的試樣進行拉剪試驗(每組取3試樣平均值,拉剪速度為1 mm/min)。利用LeicaDIM3000型金相顯微鏡、JSM-5500LV型掃描電子顯微鏡(SEM)和EDAX-FaLcon型能譜儀(EDX)觀察分析釬縫的微觀組織和元素分布。

表1 T2紫銅、304不銹鋼和釬料成分(質量分數,%)
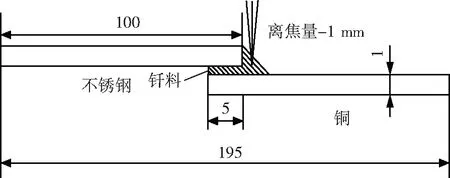
圖1 試樣裝配示意圖
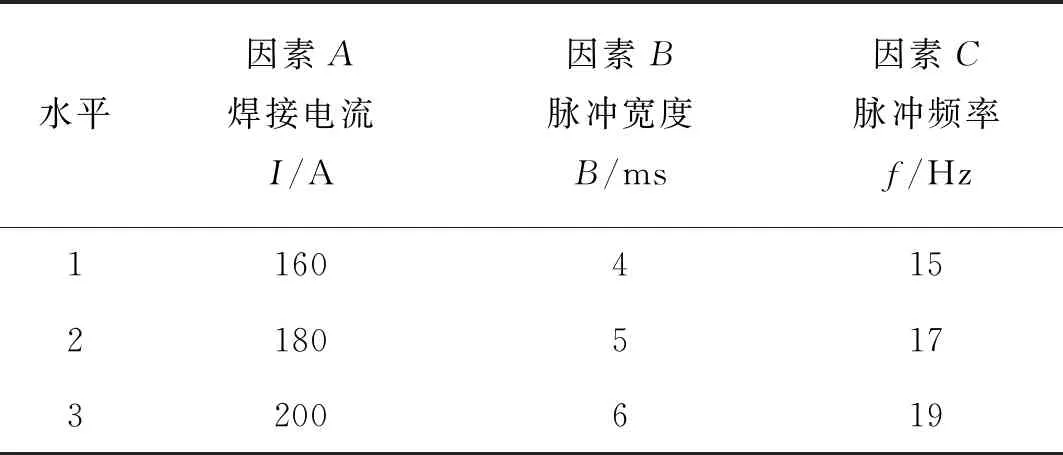
表2 水平因素表
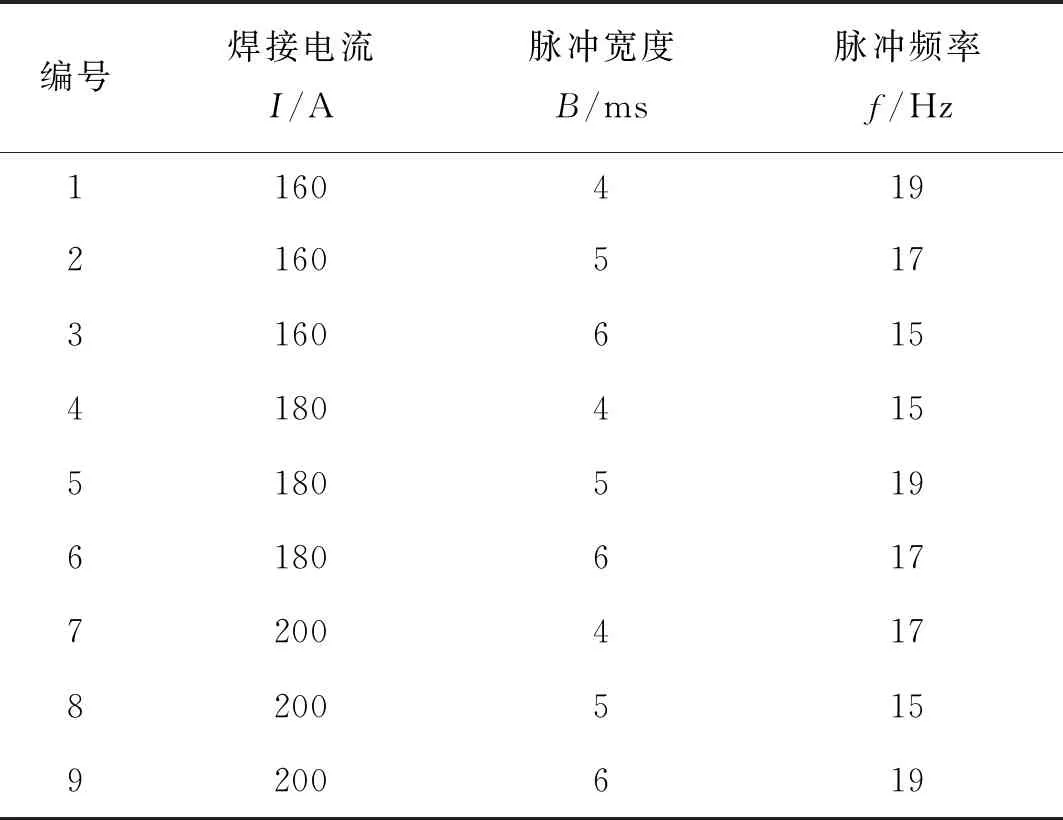
表3 激光焊工藝參數
2 結果與討論
2.1 力學性能分析
抗剪強度是反映力學性能的重要指標,所以選擇抗剪強度做為正交試驗的指標來進行力學性能分析。表4為極差分析結果表,使用正交試驗[15]極差分析法計算了焊接電流、脈沖寬度和脈沖頻率3個因素對抗剪強度的影響。其中Ij,IIj,IIIj分別表示每個影響因素在相應參數下所對應的抗剪強度數值之和(例如:Ij行109.60 MPa是焊接電流在160 A時對應的抗剪強度數值之和;IIj行116.52 MPa是脈寬在5 ms時對應的抗剪強度數值和;IIIj行121.6 MPa是頻率在19 Hz時所對應的抗剪強度數值和),Rj表示在一種影響因素下,每個焊接參數的抗剪強度數值和的最大極差值,從表中可知焊接電流的極差值R為17.35,脈沖頻率R值為15.66,脈沖寬度R值為7.91,由以上正交試驗數據分析可知,當焊接電流水平變動時,指標波動最大,脈沖寬度水平變動時,指標波動最小,由此可以根據極差值排出因素主次為:焊接電流>脈沖頻率>脈沖寬度。
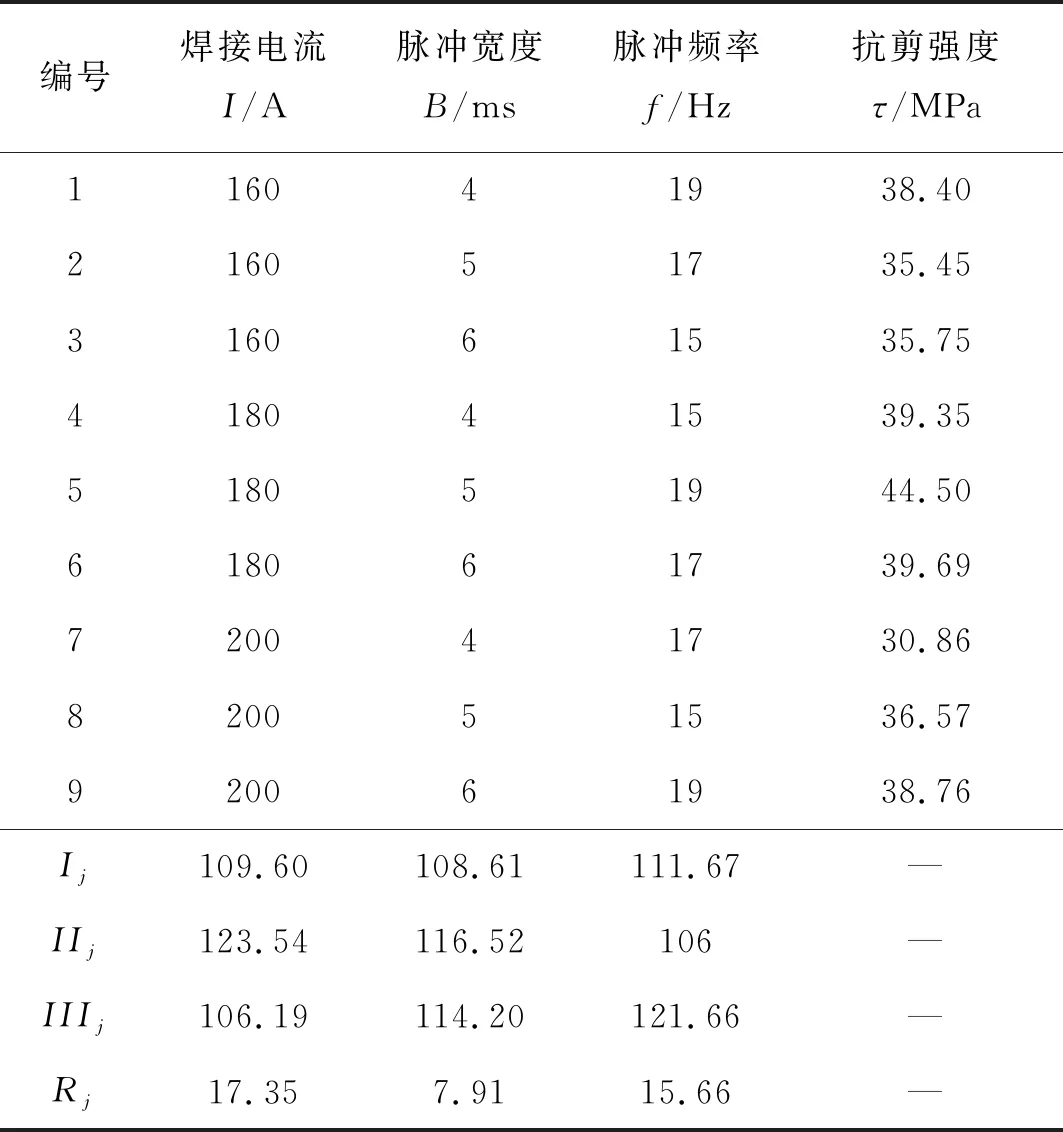
表4 極差分析結果表
由此可以得出焊接電流對釬縫影響最大,其次是脈沖頻率,最后是脈沖寬度。所以在試驗生產過程中要特別注意對焊接電流的控制,至于脈沖寬度和脈沖頻率只需和焊接電流搭配使用即可。
2.2 釬縫組織
該試驗僅對抗剪強度較高的5號試樣進行分析。圖2為5號試件的釬縫截面金相圖片,從圖2中可以觀察到,在激光束作用下釬料全部熔化,鋼和銅部分熔化,和釬料混合后形成類似熔焊焊縫。由于3種成分的材料成分差異較大,可見層狀組織結構,熔化的釬料與紫銅和不銹鋼母材結合良好未見缺陷。圖2中a區域是銅母材與銅錳鎳釬料的結合形貌,從其放大金相圖中可明顯觀察到熔化的釬料與紫銅呈片層狀分布,釬料與銅側存在明顯過渡層,由此推斷釬料熔化后在銅表面有效潤濕,高流動性的釬料在濃度梯度的推動下沿銅晶界擴散與紫銅形成冶金結合,還可以觀察到釬料與母材的熔合線處有均勻的柱狀晶存在,釬縫組織較為均勻,成形狀態良好。圖2中b處可明顯觀察到熔合線處的柱狀晶組織比a處粗大,這是因為a區位于釬縫邊緣,焊后散熱快,b區位于釬縫中心,焊后冷卻速度較a區慢,致使晶粒長大。c區是鋼側與釬料的結合區,可明顯觀察到鋼側與釬料結合良好,無缺陷產生,結合處微熔的鋼與熔化的釬料相互結合形成熔焊接頭。圖3為圖2中a,b,c區域的放大組織形貌。
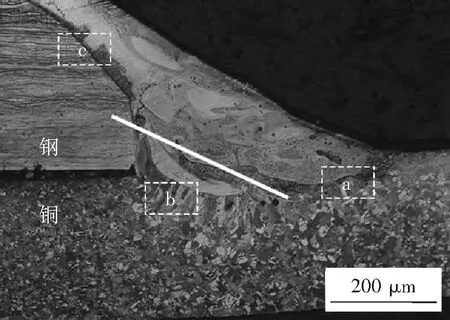
圖2 釬焊釬縫金相圖片
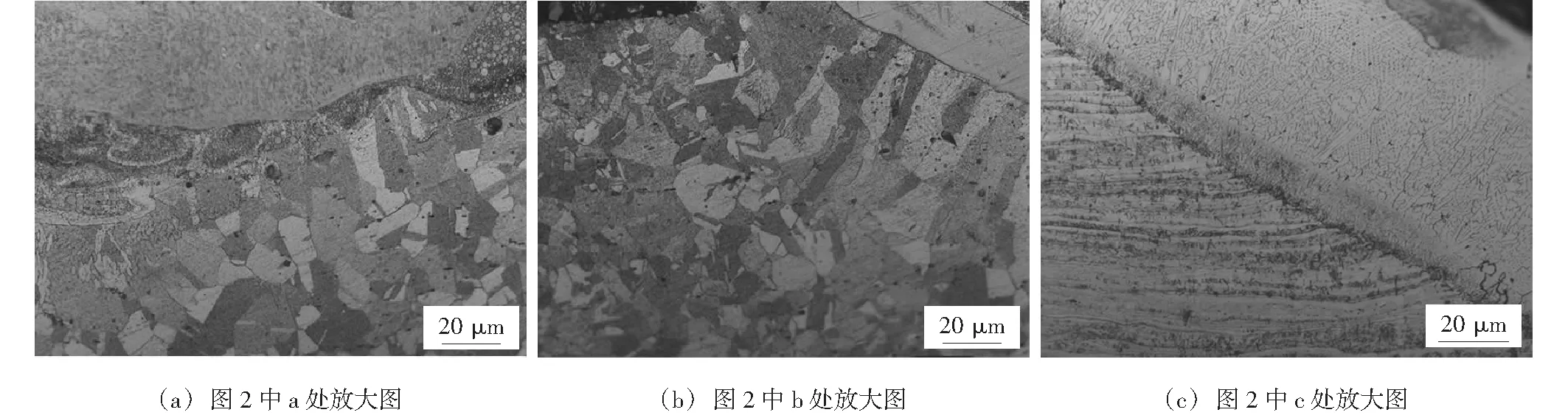
圖3 圖2中a,b,c處放大圖
2.3 釬縫能譜分析
為研究釬縫的元素分布,對釬縫進行了線掃描(圖2掃描方向)和定點能譜分析。線掃描結果如圖4所示,從圖中可以看出Fe與Cr元素擴散明顯,說明在焊接過程中微熔的不銹鋼與熔化的釬料發生了相互擴散;在銅母材與不銹鋼側中均檢測到Mn與Ni,說明熔化的釬料向兩側的母材中發生擴散,Cu在銅母材/釬料/不銹鋼母材含量呈逐漸下降的趨勢。

圖4 線掃描分析結果(圖2中掃描方向)
為確定釬縫中特定位置的成分與含量,對釬縫進行定點掃描分析,如圖5所示。其中1點位于釬料熔化區域,2點為釬縫中的條塊狀組織,3點位于銅側的釬縫處。從3點位置的點掃描結果(表5)可以得出,從釬料到銅側母材,Fe,Cr,Mn,Ni和Si元素呈減少分布,根據銅錳鎳三元相圖[16],可以推斷在焊接冷卻的過程中生成Fe基固溶體[17];越靠近銅側,銅元素的含量也會隨之增加,2點的條塊狀組織是因為在焊接后冷卻過程中釬料中銅的過剩相,導致形成條塊狀的富鐵銅基固溶體。從線掃描結果可知,在釬料中檢測到了Fe,Cr元素,在鋼側也檢測到了釬料中元素,從而驗證上述所分析的鋼側是熔焊接頭。
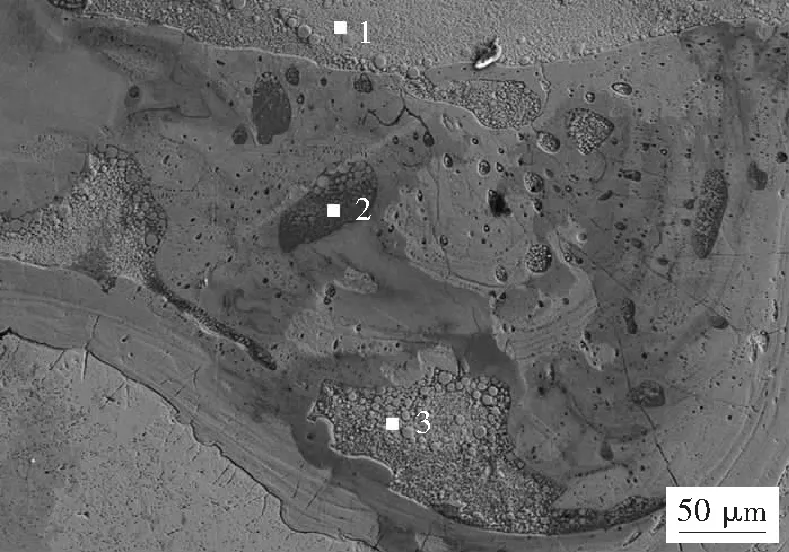
圖5 釬縫區點掃描圖片(圖2b區域)
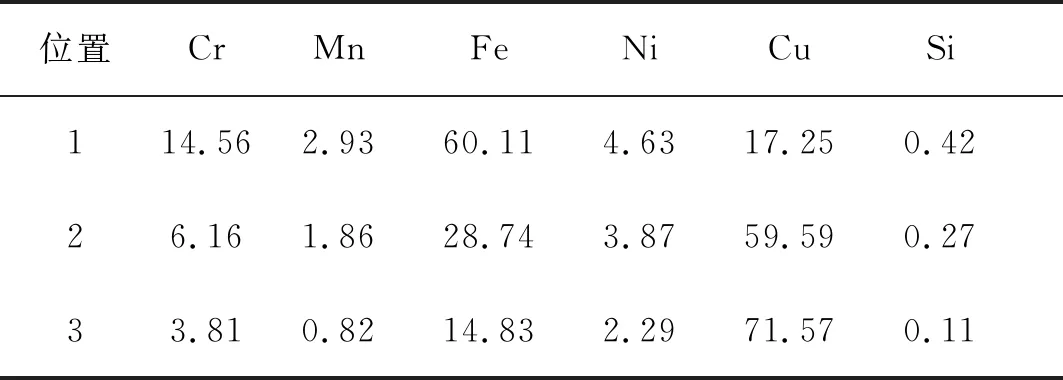
表5 釬縫區域點掃描分析結果(質量分數,%)
3 結論
(1)正交試驗結果表明焊接電流是最主要的影響因素,其次是脈沖頻率,再次是脈沖寬度。
(2)銅錳鎳釬料熔化后與紫銅和不銹鋼母材良好結合并生成固溶體,釬縫成形良好。
(3)通過SEM能譜分析,發現不銹鋼中Fe,Cr元素與釬料元素發生互擴散并形成冶金結合。其中Fe,Cr元素擴散明顯,釬料中的Mn,Ni元素也向銅側擴散,釬縫中出現銅基固溶體。
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
