核電鋼制安全殼SA738 Gr.B搭接接頭裂紋成因分析
2020-03-01 03:26:36劉麗麗張偉棟王德軍黨文智郭彥輝
焊接 2020年12期
劉麗麗, 張偉棟, 王德軍, 黨文智, 郭彥輝
(1.中國核工業二三建設有限公司,北京 101300;2.生態環境部,北京 100006;3.生態環境部核與輻射安全中心,北京 102401)
0 前言
國內某大型先進壓水堆核電站鋼制安全殼直徑43 m,高度73.6 m,殼體材質SA738 Gr.B低合金鋼,各類型焊縫總長度約2 300 m。為了提高焊接效率,保證焊接質量,縮短鋼制安全殼的建造周期,采用高效、先進的自動焊接技術是必然選擇[1]。自動氣體保護電弧焊由于具有精確可控的焊接速度、焊接電流、電弧電壓及高熔敷率,被廣泛應用于壓力容器的建造[2]。然而,核電站鋼制安全殼的焊縫結構復雜,施焊空間以及焊接設備尺寸與重量等條件限制,焊條電弧焊作為補充焊接方法不可或缺[3]。上述鋼制安全殼在建造過程中存在自動GMAW與SMAW在焊接方向上的縱向搭接接頭,在1∶1模擬件焊接過程中出現了“異種焊接方法”縱向搭接接頭開裂問題。目前,有關“異種焊接方法”接頭開裂的研究主要是針對焊接返修形成的“堆焊焊縫”界面開裂[4-5],對于異種焊接方法搭接接頭裂紋產生原因分析鮮有報道。
文中以某核電站鋼制安全殼模擬焊接建造過程中,自動GMAW和SMAW縱向搭接接頭裂紋為研究對象,采用相控陣超聲無損檢測技術(Phase array ultra-sonic testing, PAUT)對裂紋進行定量表征,反演裂紋發源位置,然后對裂紋發源位置的焊縫熱影響區(HAZ),特別是熱影響區粗晶區進行光學顯微金相(OM)觀察和電子背散射衍射(EBSD)顯微組織分析,開展顯微硬度、室溫拉伸和沖擊力學性能試驗,采用掃描電鏡(SEM)對拉伸和沖擊斷口形貌進行觀察,分析搭接接頭裂紋產生機理,為防止此類裂紋產生提供一定的數據支持。
1 裂紋描述與試驗方法
該試驗研究對象是截取自1∶1模擬件制作過程中裂紋試板,如圖1所示。材料牌號SA738 Gr.B,試板厚度52 mm,其化學成分見表1。試板正反面標記A,B面,裂紋位于焊縫熱影響區,沿焊接長度方向擴展,A面裂紋長度約140 mm,B面裂紋長度約70 mm。圖2是坡口正視圖和搭接接頭焊道分布示意圖。焊接位置為立向上焊接,上部是自動GMAW焊縫,下部是SMAW焊縫。首先采用自動GMAW焊接試板上部,焊接完成,打磨起弧位置,采用SMAW立向上焊接試板下半部,焊接參數見表2。試板預熱溫度不小于100 ℃,最大層間溫度200 ℃。自動GMAW保護氣體為80% CO2+20%Ar,氣體流量30~45 L/min,焊絲規格φ2.0 mm,熔滴過渡方式為噴射過渡。SMAW用焊條規格為φ3.2 mm,2種焊材主要化學成分見表1。

圖1 鋼制安全殼自動GMAW與SMAW搭接接頭裂紋
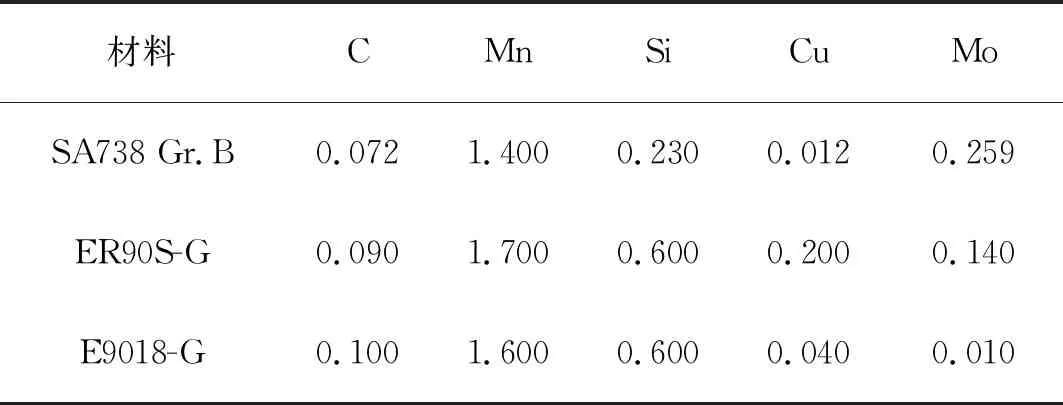
表1 母材與焊材主要化學成分(質量分數,%)

圖2 坡口與搭接接頭焊道分布圖
PAUT利用陣列晶片對超聲精確聚焦,不僅可以發現焊縫中缺陷,還可以對缺陷的形狀、長度、深度進行定量檢測[6-7]。采用PAUT技術對裂紋深度和長度進行定量測量,通過測量數據重構裂紋在焊縫中的分布,從而反演裂紋的發源位置。文中PAUT檢測采用32線陣5 MHz探頭,掃查方式為S掃查、B掃查,結果如圖3所示。圖3a是裂紋在試板厚度方向上的S掃查結果,圖中深色部分表示裂紋。從圖中可以看出,掃查位置的裂紋在全厚度方向上呈貫穿性開裂。圖3b是裂紋長度方向的B掃查結果,聚焦深度距離A面25.2 mm,此深度裂紋總長133.2 mm。如圖3c所示,綜合S掃查和B掃查結果,利用三維繪圖軟件重構裂紋在焊縫內的分布,深色區域表示裂紋,裂紋主要分布在焊縫熱影響區,沿裂紋尖端逆向反演,可以判斷裂紋發源于自動GMAW和SMAW搭接接頭根部焊道熱影響區。

表2 焊接工藝參數
對于低合金鋼而言,一般熱影響區的粗晶區是組織性能劣化最為嚴重的區域,因此,切取搭接接頭試樣,對其熱影響區粗晶區(CGHAZ)進行顯微組織觀察。試樣經過砂紙機械研磨、拋光后,用4%(體積分數)硝酸酒精溶液進行腐蝕,進行OM顯微組織觀察。EBSD分析試樣首先按照光學顯微組織分析試樣制作并腐蝕,然后采用機械振動拋光去除腐蝕應力,拋光劑為0.05 μm Al2O3,拋光時間1 h,EBSD試驗加速電壓20 kV,樣品傾斜角度70°,掃描步長2 μm,掃描區域450 μm ×350 μm。樣品坐標系CS0(RD-TDND)與EBSD坐標系CSm(xm-ym-zm)一致。
在熱影響區粗晶區切取試樣,開展顯微硬度測試、室溫拉伸與沖擊試驗。熱影響區試樣切取位置參考NB 20004—2011標準規定,熱影響區粗晶區盡可能處于試樣的中間部位,如圖4所示。拉伸試樣取在焊縫根部,取2件,沖擊試樣在根部和上部各取3件。顯微硬度采用維氏硬度,載荷300 g,保持時間10 s。拉伸試驗依照ASTM E8標準實施,拉伸速率2 mm/min。沖擊試驗采用10 mm×10 mm×55 mm的標準Charpy-V形缺口試樣。拉伸和沖擊試驗后,利用掃描電鏡對斷口形貌進行觀察。

圖4 拉伸、沖擊試樣切取位置示意圖
2 試驗結果與分析
2.1 顯微組織分析
圖5是搭接接頭裂紋位置的宏觀金相,裂紋沿HAZ在厚度方向貫穿開裂,局部微觀金相顯示失效區域位于HAZ的粗晶區。圖6是SMAW與自動GMAW焊縫形貌。圖7是SMAW與自動GMAW接頭橫截面的宏觀金相,母材、熱影響區和焊縫界限清晰,SMAW的HAZ邊緣形狀不規則,這是因為與自動GMAW相比,手工焊接操作穩定性較差。自動GMAW的HAZ寬度略小于SMAW熱影響區寬度,因為在焊接過程中,自動焊的連續擺動方式及兩側停留時間精確可控,而手工焊的兩側停留位置及時間不可控,導致了2個試樣焊熱影響區寬度及形狀的差異。圖7b和圖7d是取樣位置CGHAZ上部顯微金相照片,相比自動GMAW焊接,SMAW的CGHAZ組織粗大且有更多的碳化物析出。圖7c和圖7d是取樣位置CGHAZ根部顯微金相照片,自動GMAW中鐵素體和貝氏體組織分布均勻性要優于SMAW。不同焊接方法上部與根部CGHAZ的顯微組織類型與特征見表3。組織類型與形態差異和不同焊接方法的熱輸入有關,自動焊GMAW的熱輸入較大,大熱輸入回火焊道使其CGHAZ熱影響區峰值溫度較高,組織得到充分的回火細化[8]。

圖5 搭接接頭接頭橫截面宏觀金相

圖6 SMAW與自動GMAW焊縫

圖7 SMAW與自動GMAW焊縫顯微組織

表3 CGHAZ顯微組織類型與特征
圖8是EBSD分析的SMAW與自動焊GMAW根部CGHAZ的相成分和晶界角分布圖。圖中白色背景表示鐵素體相,黑色表示滲碳體,黑色網絡線表示大于30°的晶界分布(大角度晶界HAB)。根部CGHAZ的滲碳體含量,SMAW約為10.3% (體積分數),自動焊GMAW約為2.9%(體積分數)。滲碳體含量的不同是因為在焊接過程中,SMAW熔池被焊渣覆蓋,在保護熔池不被氧化的同時降低了HAZ的冷卻速度,導致滲碳體有充分的時間析出[9-10]。圖8所示的SMAW粗晶區大角度晶界被滲碳體打斷,連續性較差,而自動GMAW粗晶區大角度晶界分布均勻,網格較小,連續性較好。大角度晶界的分布差異也與回火焊道有關,大熱輸入自動GMAW焊道的回火焊道使得熱影響區的峰值溫度較高,有助于大角度晶界分布均勻化。

圖8 SMAW與自動GMAW根部CGHAZ大角度晶界與物相分布
2.2 顯微硬度
圖9是SMAW與自動GMAW的顯微硬度測試結果。測試區域包括焊道的焊縫區、粗晶區及再結晶區,3個區域的根部和上部。每個區域測量3個數據點,每個測量點間距約0.5 mm。如圖9所示,不同焊接方法粗晶區顯微硬度最大,焊縫區次之,再結晶區最小。粗晶區顯微硬度增加的主要原因是晶粒粗大,且有大量貝氏體組織[11]生成。自動GMAW的根部和上部顯微硬度值近似,但是SMAW的根部顯微硬度值明顯高于其上部的顯微硬度。在根部,自動GMAW的CGHAZ平均硬度為240 HV2.94,小于SMAW平均硬度270 HV2.94,這是因為SMAW粗晶區內存在貝氏體交叉網狀結構及大量滲碳體導致其位錯滑移阻力增大[12],顯微硬度值高。

圖9 顯微硬度測試結果
2.3 拉伸性能
圖10是自動GMAW與SMAW根部焊道CGHAZ室溫拉伸σ-ε曲線。自動GMAW粗晶區的最大拉伸強度和屈服強度分別為610 MPa和530 MPa,SMAW的最大抗拉強度和屈服強度分別為550 MPa和460 MPa。2條σ-ε曲線均具有合金鋼應變過程的典型特征:彈性變形、屈服和加工硬化3階段組成。SMAW的σ-ε曲線的屈服變形階段不明顯,自動GMAW的曲線隨著應變增大,加工硬化效果明顯。自動GMAW的粗晶區晶粒相對SMAW的晶粒尺寸較小,晶界滑移引起的大量位錯塞積能夠阻止晶界滑移,因此,加工硬化現象明顯。

圖10 自動GMAW與SMAW熱影響區應力-應變曲線
圖11是自動GMAW與SMAW焊接接頭根部焊道熱影響區粗晶區拉伸斷口形貌,斷裂位置基本位于試樣中部。圖11a是自動GMAW拉伸宏觀斷口形貌,由纖維區、放射區和剪切唇區組成,放射區的放射元粗大。圖11b是SMAW宏觀斷口形貌,主要由纖維區和剪切唇區組成,無明顯放射區。自動GMAW熱影響區粗晶區拉伸斷口處粗大的放射元表明拉伸斷裂過程中消耗的能量較大,拉伸強度較大。圖11c和圖11d分別是自動GMAW和SMAW拉伸斷口纖維區的微觀斷口形貌。圖11c的韌窩較深,表明其斷裂過程中韌性較好。圖11d中大尺寸韌窩數量較多,這可能與SMAW粗晶區顯微組織中滲碳體含量較多有關,滲碳體做為顯微裂紋的形核相,增加了拉伸斷裂過程中的形核率,韌窩數量增加。

圖11 拉伸斷口形貌
2.4 沖擊性能
圖12是自動GMAW與SMAW熱影響區粗晶區的沖擊吸收能量柱狀圖。如圖所示,SMAW的沖擊吸收能量浮動范圍較大,而自動GMAW的沖擊吸收能量比較穩定。自動GMAW的上部CGHAZ沖擊吸收能量(225 J)小于根部CGHAZ沖擊吸收能量(285 J)。SMAW的上部CGHAZ試樣沖擊吸收能量(268 J)遠大于根部CGHAZ沖擊吸收能量(173 J)。自動GMAW的根部CGHAZ沖擊吸收能量遠大于SMAW的根部CGHAZ沖擊吸收能量,即自動GMAW根部CGHAZ沖擊韌性遠優于SMAW根部的CGHAZ。

圖12 自動GMAW與SMAW熱影響區沖擊吸收能量
圖13是自動GMAW與SMAW在上部和根部CGHAZ的沖擊斷口纖維區形貌。圖13a是自動GMAW上部CGHAZ斷口形貌,由細小的韌窩、撕裂棱和解理面組成,解理面和韌窩交錯出現,具有準解理斷裂特征,圖13b是SMAW上部CGHAZ斷口形貌,主要由細小韌窩和撕裂棱組成,細小解理面和韌窩相互分離,有韌性斷裂向脆性斷裂轉化的趨勢。圖13c是自動GMAW根部CGHAZ斷口形貌,斷口由大量解理面構成,圖13d是SMAW根部CGHAZ斷口形貌,斷口由尺寸較大的韌窩及分布在大韌窩周圍的細小韌窩組成,在大韌窩底部有球狀夾雜物,斷口形貌具有韌性斷裂特征。雖然自動GMAW根部試樣沖擊斷口呈解理狀斷裂,但是由于其晶粒細小,大角度晶界網絡連續,研究認為晶界角大于30°的晶界能夠有效阻止沖擊裂紋的擴展從而增加材料的沖擊韌性[13]。
2.5 討論分析
自動GMAW焊接方法熱輸入較大,回火焊道使熱影響區粗晶區峰值溫度較高,同時采用氣體保護,熱影響區的冷卻速率較快,回火焊道與快速冷卻對CGHAZ的晶粒細化有利。SMAW由于熔渣對熔池的保溫作用,熱影響區溫度下降速率較小,導致CGHAZ滲碳體析出量增加以及晶粒長大,而且SMAW粗晶區交錯分布的板條狀貝氏體會導致晶格不匹配,會在晶界處形成大量空位、位錯等晶格缺陷,在相同受力情況下,已存在的空位和位錯更易于發生移動和聚集。自動GMAW粗晶區的晶粒細小以及組織結構的均勻性使得其CGHAZ的力學性能優于SMAW粗晶區的力學性能。因此,自動GMAW與SMAW兩種焊接方法的焊接熱輸入和熔池的冷卻速度導致CGHAZ峰值溫度和冷卻速度不同,從而導致顯微組織產生差異進而影響CGHAZ的力學性能表現。

圖13 沖擊斷口纖維區形貌
唐識等人[14]在研究鋼制安全殼SMAW焊縫裂紋產生原因時認為,焊接殘余應力與局部區域的應力集中疊加使裂紋部位殘余應力增大,導致熱影響區及熔合線脆弱區域開裂,即應力集中導致裂紋的產生。自動GMAW熔池冷卻速度要快于熔渣覆蓋的SMAW熔池冷卻速度,熔池的急劇冷卻導致在HAZ范圍內存在較大的拉應力。同時,在自動GMAW和SMAW搭接接頭中,不僅產生橫向焊接殘余應力,而且在縱向搭接也存在焊接殘余應力,兩個方向的應力疊加導致搭接接頭的熱影響區處產生更大的應力集中。通過上述顯微組織與力學性能分析,兩種焊接方法的CGHAZ顯微組織與力學性能存在較大差異,顯微組織差異導致了焊縫存在力學性能失配,而自動GMAW的熱影響區的力學性能優于SMAW熱影響區,在殘余應力作用下,裂紋首先在力學性能較差CGHAZ產生并沿其擴展。
因此,為防止搭接接頭焊縫裂紋的產生應降低SMAW焊縫的熱輸入,提高熱影響區粗晶區的冷卻速率,減小粗晶區的晶粒長大,減少滲碳體的析出,同時為降低焊接殘余應力,建議自動GMAW焊接完成及時進行焊后消應力熱處理,并在SMAW焊接完成后再次進行搭接接頭的消應力熱處理。
3 結論
(1)自動GMAW的根部CGHAZ主要由塊狀鐵素體和細小的貝氏體組成,SMAW的根部CGHAZ主要由板條狀貝氏體組成。大熱輸入回火焊道對于熱影響區粗晶區顯微組織晶粒細化有利。
(2)SMAW熱影響區粗晶區的平均顯微硬度值最大,自動GMAW熱影響區粗晶的拉伸性能和平均沖擊吸收能量高于SMAW粗晶區的拉伸性能和沖擊吸收能量。因此,自動GMAW的根部焊道粗晶區綜合力學性能要優于SMAW粗晶區力學性能。
(3)自動GMAW和SMAW搭接接頭裂紋產生原因主要是因為2種不同焊接方法搭接接頭熱影響區粗晶區顯微組織存在差異,導致兩者力學性能失配,在根部焊縫的應力集中作用下誘發裂紋產生。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
